Hobbyist 3D printers have had a home in the maker space for years now. Along the way, they’ve left a mark in our imaginations. They’ve tickled our fancy for watching a computer orchestrated symphony written in G-code hum away while cranking out parts. They’ve opened a door to the idea that while computer controlled machines may be decades old, having one or two homebrew setups in our garage might not be as far-fetched as we first thought. Now that we’ve seen the steppers and linear slides that go into these setups, it’s not unreasonable for many of us to start asking: What else? Perhaps a computer numerically controlled (CNC) lathe, mill, or even a laser cutter–anything that would add to the vocabulary of tools and techniques that we’re starting to build at home.

Since 3D printers have become somewhat commonplace, it’s not too difficult to find commodity spare parts spilling to the surface of online vendors’ websites. We can even find kit versions for building our own variants. Now that the notion of CNC-at-home is here to stay, the question for 2016 is: do we build our own CNC tools or buy them?
Despite the countless CNC build logs, extruded aluminum kits, and open source G-code interpreters, I’m still convinced that unless your needs are truly custom, buying the machine that fits your needs will have you putting together projects faster and with far less maintenance than you’d need if you assembled the machine yourself. In what follows, I thought I’d explore a few machines that we can find today in 2016 that make the dream of desktop fabrication a reality.
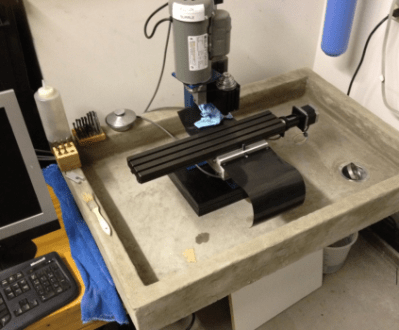
Milling Yesterday:
Milling Today:
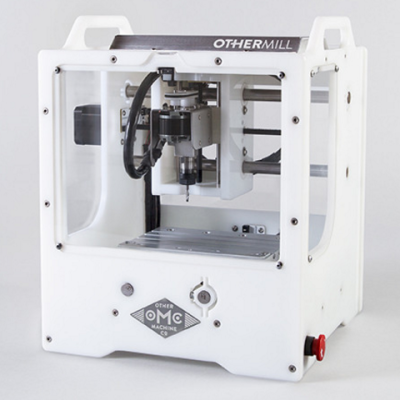
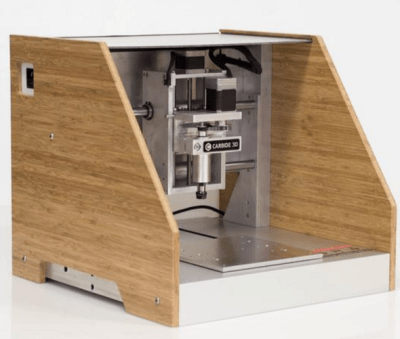
2016 marks the arrival of our first options for affordable desktop milling machines. Among them are the Carbide 3D and the Other Mill. Of course the actual mill is just the last tool in a toolchain for producing computer-designed parts, but we’re also beginning to see steps to introduce this toolchain to new users, along with new tools. Other Machine, for instance, has produced excellent documentation of several available software tools for producing G-code to drive their machine. For new users, it’s easy to forget that the mill doesn’t crank out part designs straight out of our head. Hence, documentation has been a tremendous leap forward from a process that was otherwise completely obscured to newcomers. Furthermore, 2016 also marks the arrival of more options for 3rd-party cam tools such as VCarve, and MeshCam to produce the files that drive these machines.
Laser Cutting Yesterday:
Laser Cutters have had a similar ancestry to mills as a low cost DIY-endeavor. A few brave souls have tackled the challenge, and fewer have documented their progress. Most commercial laser cutters vastly exceed the budget of the hobbyist, so either a homebrew or modified solution is most common in the DIY space. When compared to CNC mills, laser cutters offer similar build challenges in terms of precision, but they also involve a suite of different components, such as mirrors and CO2 tubes, many of which weren’t originally easily accessible at low cost until recently.

In contrast to CNC mills, however, the DIY laser cutter endeavor has produced one standout among buildlogs: Lasersaur. This DIY laser cutter effort has pushed beyond the scope of a simple build log. With comprehensive build instructions, control software, and a detailed bill-of-materials, the sheer detail of it’s documentation can be seen in the number of Lasersaurs that have been successfully reproduced by enthusiasts around the world. Nevertheless, even the most comprehensive of documents may not be sufficient to bring a slew of at-home laser cutters to everyone’s garage because the complexity of building and tuning one may take several months.
As an alternative to building your own laser cutter, why not retrofit one? A number of hobbyists, like [Mike] of MikesElectricStuff have sourced a functional system from China and then retrofitted it with their own G-code interpreter and stepper motor controllers. With some extra hours put in, this route can produce a functional system for under $5000.
Laser Cutting Today:


In the past, either retrofitting or starting from scratch was the only means of acquiring an affordable ( under $10000) at-home laser cutter. These days, however, the excitement of at-home fabrication that started with 3D printers may be providing a niche for a new market where laser cutters can find a place.
Now in 2016, you can purchase a working system for about $5000 from either Full Spectrum Laser or Glowforge. 3D Printers may have given DIY enthusiasts the chance to taste the thrill of at-home fabrication; now laser cutters can give them the fulfillment of functional prototypes by enabling them to use structurally sound materials such as wood or Delrin.
Meeting Your Future CNC Needs
2016 might be the year to consider an off-the-shelf machine, but the spectrum of tools is still far from complete. Vacuum formers and CNC lathes have yet to see their desktop alternatives. And of course, the parts that can be fabbed from desktop machines may be disappointingly small. When your needs just can’t be met by an off-the-shelf solution, it may be time to roll up your sleeves and tackle a custom build. Join us in the coming weeks as we take a tour through some of the best open source software and hardware solutions that can help you along the way. Until then, we’d love to hear about more of your software and hardware tool finds in the comments.














For open source Lasers i developed a super cool UI/Host running on node.js, that supports lasers running Smoothieware, Marlin, Grbl, LasaurGrbl.
– native DXF import (svg tools a plenty, no one had a working dxf implementation – as an engineer i need dimensionally accurate parts, dxf gives me that.
– built in OpenJSCAD apps for tabbed boxes, gear generator, etc
– web based UI built on socket.io, Bootstrap and JQuery
– 3D viewer shows gcode render
– built in scale, translate and rotate tools for existing gcode
– can run multiple machines (even each with own firmware flavour) on a single instance of LaserWeb
See http://github.com/openhardwarecoza/LaserWeb
(did send it into tips@h/a/d a few weeks ago, but not mentioned above – check it out, screenshots on the Github readme)
Sounds interesting. I’m planning to convert my laser to use a Smoothieboard soon (currently Mach3 and a parallel break out board). When I do I’ll be sure to check out your project.
Nice software! I really like your machine control interface GUI. Very clean and intuitive.
Everyone has different needs and budgets, but for most HaD readers I’d definitely recommend going the cheap Chinese eBay route (CNC3020/3040/6040 mill or DC-K40 laser) and sorting out the terrible electronics. The mechanics are reasonable quality and great value. The laser can definitely be sorted for way less than $5000 – more like $1000 to $1500.
CO2 lasers? Please provide a link.
Just search for 40w laser on eBay. They now seem to be as low as $400 in the US!
I see from your other post that you’ve done some CNC stuff already. Whatever stepper driver and gcode processing you’re familiar with will do the job. It could even come in well below $1000.
Those 400$ laser cutters are not out of the box tools though. They can basically be looked at as a “pre-built” (poorly) “kit” that can be made into a very capable machine after a few days of tinkering and even better a control retro fit.
Exactly. Any half competent HaD reader and a few hundred dollars will have it sorted out and performing well. If Joe Public expects to be running a business laser cutting stuff straight away then they’ll be sorely disappointed.
Avoid Chinese stepper drivers! I spent way too much time trying to sort out terrible design weaknesses. Go with a $125 to $160 SmoothieBoard instead. It is rock solid and has built in stepper drivers that are good for 24 volt/2.4 amp output for up to 5 axis. Is that is not enough drive power you can add external drivers.
really wish hackaday would get back to hacks
heh yeah
Thanks for the wakeup, HaD! I’ve got a 90% complete Mantis, and at some point I got frustrated with the “toolchain” available to go from DXF or whatever to G-Code on the thing. Honestly I didn’t feel like shelling out some bucks on the software or I probably would have finished long ago. I went on to play with other stuff when my office bought me a Lulzbot Taz. I might have to bite the bullet and try Fusion360, there’s a lot of stuff that the FDM printer doesn’t do well.
It seems with 3D printers, you have the option now to buy commercially supported products that are also open source (Ultimaker, Printrbot).
With CNC routers you have the X-Carve and Shapeoko which have open designs but the software that comes with them is closed. 2.5D/3D CAD/CAM is an area needing improvement in the open source community. There are some larger scale projects out there but they are all DIY.
With laser cutters you have a few good open source projects but they are completely DIY. All the commercial options seem to be closed/proprietary.
I can’t speak to the economic sense of a commercial company opening their designs and software for these tools but there is successful precedent in 3D printers at least. I built my laser cutter (lasersaur) but I’ll consider buying one of the other tools if there is a good open option.
Lulzbot seem more open than others in this regard. They don’t wait for you to request the hardware design files and source to the software and firmware: The printer actually ships with a 4GB SD card containing all the files.
I don’t quite understand why that is, when you think about 3D printing, you already have Cura and Slic3r and such, and I think of CAM for a 3 axis mill the same thing as just slicing the inverse of a 3D print. Am I wrong?
I can visualize the algorithms needed to calculate a milling toolpath, it seems like you can literally slice a model into thin cross sections, adjust the Z of vertices on that slice to account for the mill’s ball nose, and change a bunch of steps together to follow a contour that way. Doesn’t feel like this kind of software should cost thousands of dollars. (if you are not getting what I am saying… I can chat more about it)
I got a Nomad 883 Pro from Carbide3D. Worth every penny. I am kind of annoyed that the software is not open source, and have no good open source alternatives. Carbide3D doesn’t even write the CAM software that they are giving out, which is a license for MeshCAM.
There are several reasons why machining CAM needs to be different than 3D printing CAM. While the machining toolpath algorithm you describe is a valid one, and in fact often used for finishing contoured surfaces, it would only work for a very limited type of complete part – namely, a part in which only the top and sides are cut, without any undercuts, and which is relatively short due to the limited strength of long end mills. It is a very slow method also. Additionally, the machine cannot cut any area where the workpiece is being held, so the part must either be secured to a sacrificial base or a certain amount of stock has to be left unmachined and removed later.
In the vast majority of cases you will find that multiple setups and gcode programs are necessary to complete a single part. This is usually due to part features that the machine can’t reach in a single setup, such as undercuts or holes that are not parallel to the spindle axis. In some cases this can require a good deal of thought to avoid removing material early on that you need to hold on to later! So, the software has to be able to take multiple setups into account and (preferably) keep track of what the part looks like between operations, and how it is secured for each op.
Consider further that there is only one strategy available to (or needed by) the common 3D printer – building 2D layers one at a time. Most frequently, the printer only uses a single toolhead to produce a part, using broadly similar parameters for the bulk of the work; conversely, in the machining world, the array of cutting tools at one’s disposal is dizzying. Many of these would not be used in the light-duty machines discussed in this article, but only somewhat larger machines (Tormach, as one example) can make use of end mills, drills, countersinks, chamfer tools, fly cutters, insert tip facemills – profile mills – copy mills, high-feed tools and others, each with dozens to thousands of available variations. Each type requires different toolpath geometry and computation algorithms, the specifics of which may further differ depending on the capability of the individual machine, the geometry to be cut, the desire (or not) to minimize cutting time, how the material is being held, the type and condition of the material to be cut, et cetera… While quite a lot of work can simply be held in a vise, eventually other methods will be needed for setups, and the array of tools there is also voluminous.
Then, when you’re comfortable with all that, you will probably find that you *need* a rotary axis for some project or other. :)
Ultimately, yes, the software is expensive for good reason.
-Brian
Funny timing for this article. Just earlyer today I finished assembling all the parts needed for a small CNC (https://github.com/carlosgs/Cyclone-PCB-Factory). Since I’m lazy, I was going to use it for making PCBs instead of etching. but since I’ve printed all the parts two months ago, someone suggested I should try exposing PCBs with lasers: https://www.youtube.com/watch?v=4SNkzoOvoD8
So if all goes well, I’ll have to stuff a 3d printer, a small cnc mill and a small cnc laser in a <2 square meter workshop… I hope it's worth it :)
I will say that a good part of the reason I looked into CNC was because I didn’t want to deal with all the chemicals involved with traditional etching. Plus there was the added bonus of maybe being able to use it for other non etching projects. The Cyclone is definitely a nice looking PCB rig.
Best of luck with the space issue, I can definitely relate to work/shop space being at a premium. Even more so when you have built an enclosure only to find out things don’t quite want to fit :P
To be honest, IMHO, I am rather surprised that HaD decided to take, at least this *particular* ‘buy’ route at least when it comes to CNC. Granted, CNC parameters can vary greatly depending on your needs (i.e. particularly size/capacity as well as workable materials)– But given the large, proven community of users have done G0704 or Charter Oak 12Z or similar mill conversions, I can’t see how anything comes even moderately close in the ‘buy’ category.
Granted, originally when I looked into CNC I was intrigued by the X-Carve and Shapeoko’s of the world and it takes both additional material cost, patience, a bit of skill pulling all the parts together to do a conversion at additional cost– but the ‘buy’ mills suggested in this class can come pretty close on price and are kind of glorified toys more or less (no ball screws, flimsy bearings/guides, under powered motors, etc) — Granted, if you want something simply off the shelf to mill only woods and plastics, general soft materials and don’t want to have to get under the hood more than designing your part then I can see how these off the shelf mills could be a viable option– Yet still anyone considering this option I think should take a look at the various mods out there, some of which can even been found on HaD.io.
One reason might be that in my experience, DIY conversions often cost a good deal more than estimated, take a ton of time to do well, and even then often suffer from significant performance and reliability issues. I did an X2 mill conversion about 4 years ago and it felt like a helicopter–3 hours of maintenance for every hour in the air, and it ended up costing a fair amount more than planned, despite some experience and a lot of economy on my part. I think building one machine yourself is good for educational purposes, but as turnkey costs come down the benefits of DIY fall accordingly.
What a joke buy options for cnc given are far more expensive than DIY. One is US only as well, the other has $650 shipping! HaD should stick to hacks.
Hold on a sec while I just bend over and pull five grand out of my arse… Ahh, there we go! To the CNC store, Jeeves!
Righto! I work for a living – an extra $5K isn’t easy to come by these days.
C’mon, brah, where’s the Tormach mention?
Sure, it’s not “desktop engineering”, but Tormach makes absolutely excellent machines. And they have a new small one, too, that is ~$10K well optioned. No screwing around with custom scripts, building adapters, writing HDL or dealing with COM port drivers or any of that. $10K isn’t unaffordable for plenty of people with any sort of earning power. And as long as you don’t have one of those girlfriend who says that “travel” is their hobby….
I haven’t done the price comparison versus TechShop, but it would still be great to have one in the garage.
If I can trick anyone into hiring me, I’ll definitely have one in my garage for local HaD buddies to use.
Torah is a good investment and brand.
Tormach
Well I have a Velleman K8200 3-D printer (aka 3Drag) and I must say it has totally put me off (semi) commercial products. I find the support very poor, you are thrown to user forums, where everyone seems to have the same problems of lost steps and poor print quality. Having slowed the accelerations down in slic3r I think I may be getting close to getting repeatable prints, but its taken a long time, and they still not as good as I would have expected, and I must have nearly doubled my expenditure with Z-Axis upgrades, and other bits and bobs.
I have also used it to do some CNC drilling, but the bed isn’t solid enough for serious milling, so I was looking at a 6040 but how do you know which variant to buy? Spindle Motors and Controller boxes seem unknown quantities….
Awesome to see a shout-out for Carbide 3D, but what about the Shapeoko 3? Such a powerful and versatile machine!
I can understand laser cutters, but honestly, why get a hobby-grade CNC mill when you can get a 3d printer? CNC mills are great when it comes to machining metal, but as I understand, all these flimsy mills you’re writing about are completely unable to do metal in any meaningful way. So why should you bother? A 3d printer can very likely print what you’d otherwise be machining from plastics. I don’t count PCB routing, as it has been a joke since the early 90s, when fine-pitch components were introduced–certainly etching or getting PCBs made is the way to go here. So what’s the advantage of a hobby-grade cnc mill? They’re faster than 3d printers, but you won’t be churning out parts 24/7, so speed is not an issue.
Shapeokos can mill aluminum just fine, and the reason you get laser cutters or 3-axis mills is because subtractive manufacturing is almost always faster than additive; 3D printers are rarely over 200x200cm in build volume.
I can cut a 12″ tabbed-box cube in barely 2 minutes on the laser cutter out of wood or acrylic, with a precision such that they’ll fit together perfectly and not need any finishing work either to look pretty, or function. I can also prototype it out of cardboard within a minute or two to test my design. Even if you could fit that on your laser cutter, it would take you days and require a lot of finishing work.
What there *isn’t* available right now is a benchtop CNC mill capable of doing fairly large work, even light industrial production. A prior incarnation of Emco manufactured the F1-CNC and F1-PC mills. The CNC version had a built in controller able to run G-Code off mini cassette tapes while the PC version (obviously) plugged into a desktop PC. The F1 used BT-30 tooling, same as many large Bridgeport style knee mills, yet the F1 could set on a sturdy bench or table.
Also in the same size range but with a bit larger table was the epoxy-granite framed blue mills from ProLight (later purchased by Intelitek). The PLM1000 series used stepper motors and required a large external control box AND a proprietary ISA or PCI card to go into a PC. Don’t ever buy a PLM1000 without both, unless you plan on a total electronics refit. The PLM2000 series used servos with encoders and had a controller box inside the metal box on the back of the column. A simple RS232 connection to a PC was all it needed.
A 1HP motor and a choice of 5,000 or 10,000 RPM top speed with an R8 spindle were available on the 1000 and 2000 series, while the 2000 also had a 20,000+ RPM option with some weird spindle for small tooling for things like engraving and PCB drilling. The 1000 series had DOS and Windows control software while for unknown reasons the 2000 series only has DOS software. Purdue University (Calumet) developed a Linux/Mac/Windows CAD/CAM program specifically designed for the PLM2000 in the late 90’s but attempts to obtain a copy have been fruitless, despite all of it having been on their FTP server at the turn of the century.
Denford (a UK company) made a couple of mills in this size class, the Starmill which looks a bit smaller than the Emco F1 and the Novamill, which looks about the size of the ProLight. One thing setting the Denfords apart is they had optional automatic tool changers and 4th axis. ProLight offered a very expensive HAAS 4th axis for the PLM2000 but I’ve read that only 40~50 mills were sold with the option and only the mills sold with it can use it since the mills without only have a 3-axis servo controller. My PLM2000 has a 3-axis controller. Intelitek is still in business, peddling twee little Sherline based lathes and mills.
Today the vast majority of small desk/benchtop CNC mills are based on Sherline or Taig mills and are only suitable for model making or small precision parts. There is one of similar size (MAXNC) available but compared to the Emco, ProLight and Denford mills it’s a lightweight. The ProLight mills can handle a 100 pound workload, more than double what the MAXNC can handle.
Found another one, the Dyna Mechtronics Dyna Myte 2400 and 1007 (toolchanger option on the 1007). They also made a larger one that pushes the upper bound of “benchtop”. Dyna Mechtronics is still around but they only make larger machines now.
But all those heavy iron (or epoxy granite) small mills are years gone from production. All we have left are weedy aluminum framed ones that simply cannot even pretend to hope to come close to the capabilities of the small mills made in the 80’s and 90’s.
It’s the same story with small CNC lathes. Your choices today are tiny Sherline or Taig mods or hulking industrial brutes. Denford had the ORAC, based on a clone of the Emco Compact 8. It even came with a car stereo in its base cabinet for instructional audio tapes. Denford also made a small slant bed, the Novaturn. ProLight’s entry was the (apparently quite rare) PLM3000 slant bed. Emco went small with the Compact 5 CNC and PC lathes. South Bend dabbled in the market segment with their Magnaturn, which was built like a scaled down, fully enclosed industrial CNC lathe. Dyna Mechtronics also made a small CNC lathe similar in concept to the Magnaturn, but perhaps a bit smaller. All these lathes had a tool changer turret as an option.
A later owner of the Emco brand made small-ish CNC mills and lathes, though targeted at the small industrial market rather than the instructional or hobbyist user. Even now they’re hellaciously expensive, probably because of their capabilities and though years old they still have a very modern appearance.
For any of these older CNC mills and lathes, be prepared to dole out at least a couple grand for one in functional condition. you might bag a Compact 5 or F1 for a bit less. One of the rare PLM2000’s with the HASS 4th axis will cost considerably more. With defekt original electronics but functional motors, you can get them for less, but many of those tend to be broken down and sold in pieces. The Compact 5 lathes really should all be given a full refit due to their crappy motors which only have 75 steps per rotation, which in addition to their being the smallest of the vintage CNC bunch is a major reason they tend to sell for lower prices.
Whenever I get a round-tuit and setup my PLM2000 in a permanent location, I’m going to do a serial data capture setup to sniff out how the DOS software talks to the mill so some smart person can add control for those mills to Linux CNC. The company that made the servo control box for them claims to know absolutely nothing about it now. It can talk to a terminal program, one is even built into the DOS control software, but the commands it knows are mostly undocumented. I suppose dumping the firmware from it would be of some help…
Your comment officially makes the original article seem like a joke and a distant memory. Thanks for taking the time to share all that CNC info and history.
Well, this is wonderfully extensive … but it does underscore some of the original point: there are holes in the market right now. Your plan to sniff some antique piece of hardware and implement support is great, but still doesn’t fill the hole. People like the OtherMill because you can just buy one. Just send numbers through the internet pipes and one shows up at your door and works out of the box.
I see Tormach now has a PCNC 440 model. Starting at $4950. 10″ x 6.25″ x 10″ XYZ Work Envelope Runs on 115VAC.
Looks like some filling for the hole, but still spendy.
And as the author notes, if the interface, tolerances, reliability and support are decent, then the new Tormach 440 makes a compelling argument. Some makers/hackers have more money than time and will find the economics very convincing. And hell, the tormach will surely have a warranty.
Sure the laser cutters you mentioned can be had for cheaper than a $7000 lasersaur, but they also have about one fifth the cutting area. (12″x20″ vs 24″x48″)
A commercial lasersaur-sized cutter will run you much more than the DIY route.
Too bad the lasersaur software sucks and the developer refuses to accept patches to fix known bugs.
I am currently building out a CNC Mill with a Jetson-TK-1 and using CUDA (I am partially writing the CAM software to using pyCAM, but leveraging the GPU cores(with pyCUDA) to do the calculations to send G-code instructions via Ethernet to the smoothieboard) I am also using a Pixy Camera to identify position and dynamically modify routes based on the CAD design and the material I am working with. When I am done I will upload the software to github.
The machine consists of 1.5amp 32Nema Steppers, 1605 Chinese ballscrews, 16mm bar and block bearings, I am using 3/8″ by 2″ L plate for my axis to ballscrew connections.
I bought an old (1950s) table saw and I am using the cast iron table as my main hold down table. I used the parts from the table saw(the motor, pulleys, rotor and a $10 cut-off blade to make a metal cutting table saw using some scrap plywood and 4x4s I had laying around. It works really well. Just make sure you wear gloves and safety glasses.
TORMACH has a really good CNC mil. I will ditch my 6040 CNC table one of these years and get one. The nice thing is it has a computer with gcode software and its better than mach3 because it uses an FPGA. With most table top CNC’s you are limited to aluminum but you can to anything with a real mill. http://www.tormach.com/product-pcnc-440.html
I’ve been selling Taig machines since the mid 90’s. The biggest block to CNC adoption is that it requires one to ultimately learn machining, something that’s rewarding fun and also relatively complex and difficult. If anyone is considering getting into CNC the first thing I recommend is taking classes at the local community college if at all possible. You can certainly learn from books, Youtube and experimentation but it’s so much easier if you get the basics all at once. Even the most turn-key machine, with integrated software, open source moustache, coffemaker, etc. still requires you to know the basics of feeds, speeds, tooling selection, design for manufacturing, jig and fixture making, etc. I’ve made almost every mistake that can be made since taking it up and I’m still learning.
click bait
What is it with HaD these days. The post is positively ANTI-hack!!
Customizable cut-files for cnc equipment in SVG or DXF. http://www.stretchsketch.com