For those of us who can’t get enough vicarious machining, YouTube is becoming a gold mine. Intricate timepieces, gigantic pump shafts, and more and better machine tools are all projects that seem to pop up in our feed regularly.
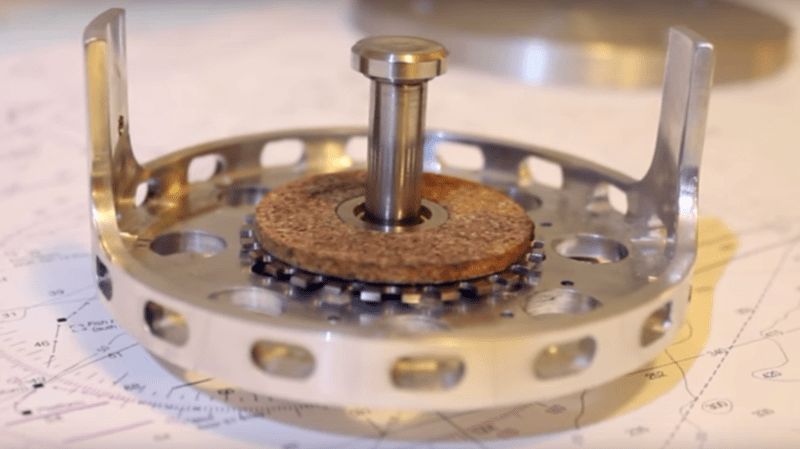
With all that to choose from, can a series on building a fly fishing reel actually prove interesting? We think so, and if you enjoyed [Clickspring]’s recently completed pedestal clock, you might just get a kick out of what’s cooking in [JH Reels]’ shop. Comparing any machining videos to [Clickspring]’s probably isn’t very fair, but even with a high bar to hurdle, [JH Reels] comes out looking pretty good. The challenge here is that this is a saltwater fly reel, so extra care with material selection and machining methods ought to make for some interesting viewing. Also of interest is the range of tooling needed to produce the reel. From lathe to mill to waterjet cutter, a lot goes into these parts, and watching them come together is fascinating.
You wouldn’t think a seemingly simple mechanism like a fly reel would be so complicated to build. But there’s a lot more to it than meets the eye, and with a reel that’s clearly destined to be an heirloom piece, [JH Reels]’ attention to detail is impressive. The series currently stands at 10 videos, and we’re keen to see how it turns out.
The first video is posted below to whet your appetite. But if machining and fishing don’t do it for you, maybe you can try drones and fishing instead.














Fishing does not do it for me. Machining does!… Good video.
I came here expecting something steam powered though.
Not just machining. It’s the engineering approach to solving a seemingly simple problem that’s attractive.
Nice. Maybe lower the music volume or maybe without any music at all.
Agree. But I can’t blame a personal work like this. This is far more annoying that almost every professional movie, especially from the entertainment USA industries, almost systematically do the same error since decade without even notice the problem.
That is when the VOLUME thingy does the trick.
Almighty power indeed :-)
This guys putting out nicely finished work, but his machining technique is atrocious. HaD really needs a machinist writer on staff.
What is wrong with his machining technique? Just wondering :)
Where to start?
Constant tool stickout issues. I cringe every time I see him center drill, you can visibly see the tool deflecting, when he could choke up the drill in the chuck by most of its length and eliminate the wobbling. Ditto with the boring bar ops.
Keeps using that TCMT turning tool all over the place, in ways it’s not really meant to be used (approach angles all wrong) or for a boring op (when he’s got a perfectly good, nice thick boring bar).
His chiploads are all messed up. When he’s turning, he’s taking 50-million tiny weenie little passes, even in aluminium, when each pass he could easily double or triple the chipload, improve his tool life, and get to a finished part a hell of a lot quicker. When milling, he’s taking too small a cut. He’d be far better off doing full-depth cuts with his endmills to even the wear along the flute.
Not using the tailstock on long slender parts.
The worst thing is ENDLESSLY grabbing long stringy chips with his fingers while the machine is running. Jesus Christ, do you want to slice the fuck out of your fingers? Because that’s exactly how you get degloved. Use a hook or a pair of long-nose pliers or something but at least stop the lathe first for fucks sake.
That’s just the stuff I can remember 24+ hours later. Sure I’d pick up more watching through all the videos again.
Thank you for the comments, took me a while to find this article. I will work to improve on the things you listed in my upcoming videos.