Recently, one of [Eric]’s clients asked him to design a bottle. Simple enough for a product designer, except that the client needed it to thread into a specific type of cap. And no, they don’t know the specs.
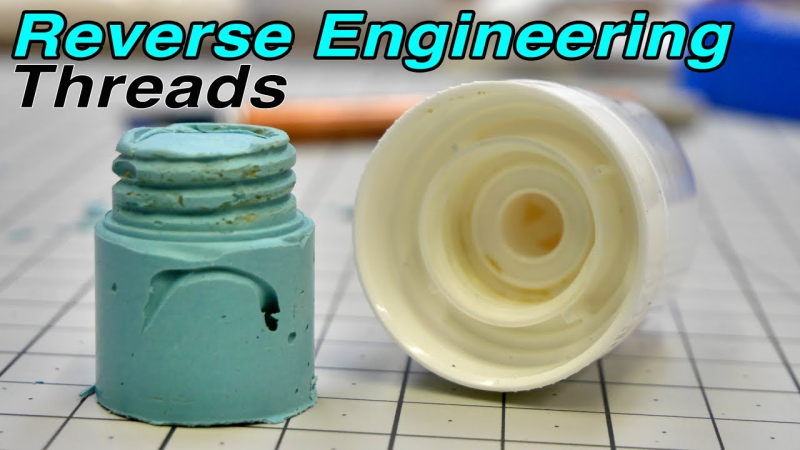
But that’s no problem, thought [Eric] as he turned on the exhaust fan and reached for the secret ingredient that would make casting the negative image of the threads a breeze. He mixed up the foul-smelling body filler with the requisite hardener and some lovely cyan toner powder and packed it into the cap with a tongue depressor. Then he capped off the cast by adding a small PVC collar to lengthen the cast so he has something to grab on to when it’s time to take it out.
Bondo does seem like a good choice for casting threads. You need something workable enough to twist out of there without breaking, but rigid enough that the small detail of the threads isn’t lost. For the release agent, [Eric] used Johnson’s Paste Wax. He notes from experience that it works particularly well with Bondo, and even seems to help it cure.
Once the Bondo hardened, [Eric] made sure it screwed in and out of the cap and then moved on to CAD modeling and 3D printing bottle prototypes until he was satisfied. We’ve got the video screwed in after the break to cap things off.
Did you know that you can also use toner powder to tint your epoxy resin? Just remember that it is particulate matter, and take precautions.













Typo: You need something workable enough to twist out of there with breaking, but rigid enough that the small detail of the threads isn’t lost.
WITH braking?
“without breaking”
Fixed, thanks!
Polymorph plastic, those white beads that go soft and clear in hot water then harden again when they cool down, should do the job furthermore it is faster and less messy to work with.
Blue Stuff ™ is used a lot in model making & other crafts. It’s the same premise but formulated to get fine detail easily.
What kind of release agent works for the polymorph plastic that isn’t going to get shoved out of the way forcing the plastic into the threads and still keep fine detail?
Vaseline, I believe?
Last time i tried it (although its a bit hazy) it didn’t stick to plastic, so no release agent needed. YMMV though
Don’t think polymorph/polycaprolactone would need a release agent, can’t remember it willingly attaching to anything not being heated to the melting point. It’s even hard to glue in place.
Why not cut a cap in half and measure the cap?
I should imagine because some of the dimensions are nearly impossible to measure a) on the soft, flexible material of the cap, especially after cutting it and reducing rigidity, and b) as inside dimensions.The bondo is rigid enough to measure and holds dimension well, he is now measuring a part he knows fits the cap (his goal…. always reference your goal when you can), and the measurements are outside so it is practical to reach all points. Inside measurements are actually very hard to take well.
I’ve done fitting by measuring the part directly, destructive process to get dimensions cut the cap) and casting a positive. The cast positive is almost always the least work and best result. Additionally, the cast positive can be reworked to get a particular fit before measuring, making the final job easier.
Or just measure the bottle that the cap came from.
Bottle doesn’t exist — his job was to design it.
I find it rather difficult to believe that some plastics manufacturer would go to the trouble of building a mold for a cap that has no bottle designed for it….Did the client find the cap in the garbage somewhere and say “Oh this looks cool! We shall have our designer make a bottle that fits this!”
More to the point WHERE is the client going to get the caps to fit this bottle he’s designing???
I agree. Either look up the standard thread (there is one for plastic bottles that are airtight if different plastics) or freeze it cold and cut it with something very sharp is how I would do it.
I happened to have to do this once also. The cap and bottle standard thread geometries are very different. I hope he designed both.
Yes, I’m sure he went through all this trouble with the bottle sitting on a desk right beside him.
It is easier to take exterior measurements with calipers than interior, especially at this scale. Much easier.
video starts at 1:01
Looks like a 22mm thread could be 22/400 or 22/410 can’t quite gauge the depth
so Bondo is just Automotive body filler?
Yup. Bondo is a brand name that is common enough in the USA (and probably elsewhere) that it has become synonymous with auto body filler. Sort of like Kleenex, Xerox, Dumpster, etc.
Similarly, “Plastic Padding” (trademark of one of the big chemical firms.) Has become a generic name for filler in the UK.
Assuming this was off the shelf, why not just get (or already have) a few assorted bottle samples of known sizes and just test with those first? Most bottles and caps use standard enough threads that are well specified. I guess this works, but it just seems like a lot of extra effort. Maybe they don’t have calipers or sample mating bottles with known threads?
if he was designing it, who was making it? Couldn’t he just call up some cap manufacturers and get the specs?
The cap manufacturer would no doubt have a drawing of recommended thread forms for the cap
“proprietary design” I have run into similar instances of where seemingly standard parts just don’t quite mate, Call the manufacture with a part number and you will be told that there is no such part for public sale, call the owner of the design and the $5 part isn’t for sale but the $75 dollar assembly is. Last instance I had like this the male threads had to be destructively removed thanks to the sealer used, It was a one time repair though so a force fitted standard part with some epoxy to seal/fix it and it was back in service.
Time for them to end up on Thingiverse then, some companies just need that nudge. :3
Its possible but start using materials like POM in a 3d printer and things get tricky, even just modifying a simple ptfe/bronze bushing on the lathe will cost in shop time about the same as the markup of buying the proprietary part once you figure the total cost. In the consumables market a proprietary design is meant to slow down the secondary suppliers just long enough for maximum design cost recuperation.
ok but then back to my question, who is going to manufacture it? I mean if eric is designing a bottle to be manufactured in order to fit a cap then both the bottles and caps need to be manufactured. The only situation that i can think of is if his client already had alot of the caps in inventory and wanted to make a bottle to use them up. In that case maybe the original manufacturer went out of business? but if so then clearly this is a short term supply run to use up existing stock. It doesn’t make sense if it was a proprietary part because they wouldn’t have been able to buy the cap to use in the first place and if the caps had to be manufactured as well as the bottle then why even bother with the reverse engineering.
I had a friend do this to make a cup for a paintgun, he then proceeded to make a cast of plaster of the plug, and then make the cup from the plaster casting.
Will this technique work also for fitting a twist cap to a Klien bottle?
How do you cap zero volume?
As long as the cap is flat on the 4th dimension, yes.
This is why I have a good set of thread gauges in my toolbox. had to measure the thread on the inside of a Coriolis machine and without destroying it reproduce the entire head in aluminium. Managed to get the perfect thread first time
Bottle threads are hard. They don’t follow a standard pitch, thread form shape, or standard lead. And it’s typically a multistart (usually 3 lead) thread. I would think it would be a serious pain in the ass to reverse engineer them.
Try using a casting polyurethane (e.g. scotchcast) or cold cure epoxy with suitable spray/brush-on wax-based mold release. You’ll get a finish like glass, and it should thread out fairly easily.
In the trade the item is known as a closure, not a cap. Most bottle/jar necks and closures have standard sizes. YMMV. When ordering new closures from a manufacturer, typical quantities and in multiple tens of thousands. Specs are in numbers per case, cases per pallet and pallets per truckload. There are dealers that specialize in stocking and selling odd lots of bottles and closures that are end-of-run and surplus items.
I had experience trying to source a small bottle with a sprayer closure. We found exactly what our customer wanted. Bottles came in unit quantities of 158 and the closures in quantities of 220 and the customer wanted them filled in quantities of 100, which then got shipped to Canada, the U.S., Sweden and Italy. The item was a liquid spray that kept ice from forming on the blade of a hockey stick. Dealing with customs was also a lot of fun.
The available selection of shapes and sizes can sometimes be dauntingly large. The container industry is like a whole other world.