Last week I went to the International Manufacturing Technology Show (IMTS) and it was incredible. This is a toy store for machinists and showcases the best of industrial automation. But one of the coolest trends I found at the show are all the techniques used to 3D print in metal. The best part is that many of the huge machines on display are actually running!
It’s probably better to refer to this as additive manufacturing, because the actual methods can be significantly different from your 3D printer. Below you’ll find examples of three different approaches to this process. I had a great interview with a company doing actual 3D printing in metal using a nozzle-based delivery often called cladding. There’s a demo video of powder layer printing using lasers. And a technique that uses binders as an intermediary step toward the final metal part. Let’s take a look!
BeAM is Using Directed Energy Deposition
It was great to run into Tim Bell who was showing off this huge jet engine cone at the BeAM Machines booth. The cone itself was spun out of stainless steel as the fastest and most economical way of producing it. The isogrid was printed on the outer surface of this cone, a structure that is usually machined out of a larger part in a subtractive process.


BeAM is using a nozzle-based approach that carries metal powder in a stream of argon gas. As it exits at the tip of the nozzle, a high-powered laser fuses the material. Tim mentioned that any material that can be laser welded can likely be used in this process. That includes titanium alloys , steel, nickel alloys, and cobalt alloys. They are also working on aluminum.




Adding to an existing part is really cool, but of course you can also print entire objects like the ones shown here. Tim did mention that printing an entire jet engine cone in INCONEL 625 (a nickel-chromium alloy) would have been prohibitively expensive.
BeAM didn’t have a machine on site that was up and running, but there was one company demoing laser cladding so let’s take a look at that.
Laser Cladding: Metal Deposition for Building Up Parts
It’s pretty awesome to see these machines in action on the show floor. Here is a laser cladding machine by O.R. Lasertechnology that was demonstrated building up a helix on some bar stock. I shot some video which shows the powder coming out of the nozzle before the laser fires up. Once that happens, the spinning of the jig and linear movement of the nozzle build up the spiral.


The machine wasn’t too large, about the size of a refrigerator. You can see what a finished rod looks like. I believe this one has been polished to get this finished look.


The Toshiba booth didn’t have a laser cladding machine on display, but they brought along some sample parts. Here you can see how these have been built up and then machined back down to tolerances.
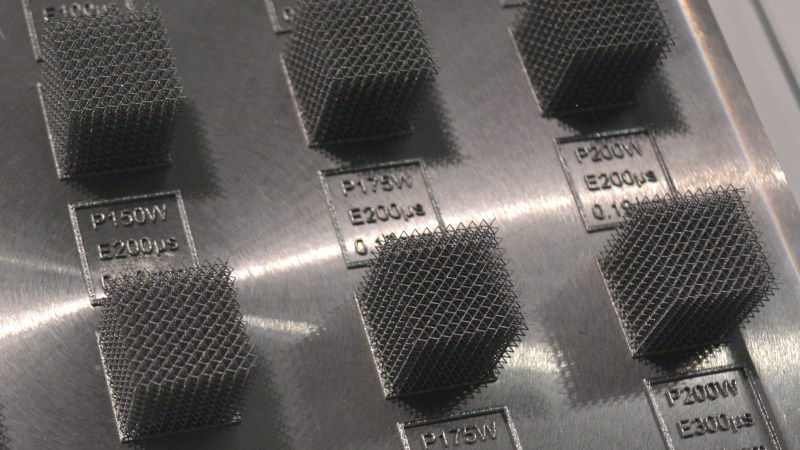
Laser Sintering: Renishaw renAM 500Q
This Renishaw printer has four 500 W lasers. Yes, two kilowatts of laser in this relatively small machine! The video I shot shows off the laser ballet as it fuses a layer of metal powder. At the end there’s a gantry that sweeps a fresh layer into place for the next iteration.





The printed manifold on display is just fantastic. I wouldn’t have been able to pick it out as laser printed. It’s titanium and took about 40 hours to print the two parts that make it up. Parts that come out of this machine need to be bead blasted to clean them up — perhaps that’s why it doesn’t look 3D printed — and titanium parts, like this one, need to be heat cured.
Renishaw was also showing off a delta bot that they built as a gauging system for checking the specifications of parts. Seeing the resolution demo is eye-popping and operating on those scales illustrates the need for confirming the precision of the parts that come out.
3D Systems Laser Sintered Metal Printing



3D Systems had a big direct metal printing machine which is used in aerospace and medical technology. (Get your custom hip here!) It wasn’t running but I got a great look at the print bed and an explanation of how it works.
The center part of the bed sinks into the machine as each layer is printed, and powder is swept in from either side. The laser is mounted above, pointing downward. Parts are printed on a raft that adheres to the bed. This serves as a jig for post-processing steps, after which the part is removed using EDM.
HP Enters the Metal Printing Market



Hackaday’s Al Williams just wrote about the HP Metal Jet on Friday, I got to see it in person! This is a brand new line of metal printers and I’m including it here even though there are no lasers involved. This sprays a binding agent onto the powder and applies a bit of heat to cure the binder as the layers are built up. The fully printed part needs to be run through an oven curing process before it’s complete. Apparently it was running while I was there, although the machine is designed so that you can’t see inside so there’s not much to show you on this one.
Metal Printing is Already In Use
These metal printers are currently relegated to aerospace, medical, and high-end prototyping; think automotive industry. The important thing to keep in mind is that with the exception of the HP which was just unveiled, these machines are all in use already. It was a ton of fun to see all of the metal printing on offer at IMTS, and to realize that these technologies are only going to get better!
Keep your eye on Hackaday as we have a few more really interesting machines from the show that we’ll be sharing in future articles.














Well, having a “RENishaw RENam 500Q”
would suit me just fine!
B^)
That shifter knob that HP displayed is cool! I can just see a bunch of the customizers on Velocity TV getting a metal powder printer just for something like that.
“Continue Reading?”
Also, first video was turned to Private or removed
Video is fixed, thanks for reporting!
Shout out to all the fdm printers at the show, you all finally convinced my boss that our Mojo is a relic of a machine that can only use overpriced abs and support materials (each $300 spool comes with a new extruder….)
Reminds me of flame spraying that was popular on motorcycle parts in the ’80’s.
You can actually deposit metal with a flame (think oxy acetylene torch with a powder blower)
imagine sending out your resume in metal-sheet form with spikes :) and if they asking about it, just say that i have only metal printer :) or sorry but my laser-printer was out of toner :)
That will get you noticed in a pile of resumes! (for better or worse)
It could be a printing plate with which they could produce a copy of your resume…
That!
Damn, I wish I knew HaD was going to be walking the show floor as well.
Did you guys have a favorite vendor/section/machine? I have to admit the scale of everything in the Metal Cutting wing was absolutely mindblowing to this small-scale electrical engineer.
Hopefully you brought along a pair of roller skates. ;-)
There are also 3D metal printers that use electron beam, which is far more power efficient and faster than laser, albeit with a wider beam.
Also emits a lot of x-rays, which is why people avoid such processes.
Good reason not to sticking one’s head in while the machine’s running.
That and the high vacuum it has to operate in…
Or ion beam… FIB is used for mask repair/circuite modification since “ever”.
You can cut holes/traces inside ICs and “print” new vias/traces by deposition of metal from organic gases, cracked by the beam (also works with e-beam, but painfully slow…).
Main problem: e-/i-beam needs vacuum chamber…
Hopefully some of these technologies will go cheap and spread as FDM printers did.
Someone with enough time and skills to help me with this? In my free time im building electron beam metal printer: https://hackaday.io/project/54658-metal-3d-printer-electron-gun
Hi Hyna,
There is an online course on semiconductor machining processes, and a very verbose explanation of why things tend to warp: https://www.edx.org/course/micro-and-nanofabrication-mems
Towards the end of the lectures, they review the current machines that can do both deposition and ion-milling processes. You should also look at the safety aspects of high staged-vacuum vessels, plasma temperatures, and the nasty chemicals involved. These will likely never be con$umer level machines anytime in our lifetime, but we can at least understand a bit about how those physicists made it look easy.
Note, our group does have something awesome brewing for the community, but that will be for the summer of 2019 as there are a few projects ahead. email me if you want to know when/where to get the first major component next month.
“Last week I went to the International Manufacturing Technology Show (IMTS) and it was incredible. This is a toy store for machinists and showcases the best of industrial automation.”
Not just automation. One I went to had pumps and other things related to industry in general, including materials. I see why it’s held at McCormick Place when you consider the size of some of the exhibits. What I do see 3D making easier is as futurists have predicted is more customized goods. The car will be YOUR car right down to the hot-pink upholstery.
The big machines by Mazak etc were amazing, but I started in the Lakeside building with all the motion parts like the linear guides by THK. Smooth and fast.
The cutting section was by far the biggest and also had the best snacks.There were lots of cells being demo-ed, with combinations of machines and robots arms.
“It’s probably better to refer to this as additive manufacturing, because the actual methods can be significantly different from your 3D printer..”
“..doing actual 3D printing in metal using a nozzle-based delivery..”
I was under the impression SLS is still correctly termed either 3d printing or additive manufacturing; is there a rule that confines the term “3d printing” to only nozzle-based FDM/FFF devices? Seems like a strange restriction.
For me, Additive Manufacturing can more accurately be used for parts being made with the intent of end-use. 3D Printing is a generic catch all to include everything at once without calling our a specific technology. If we want to be sticklers the only machines that should be called 3D Printers are those that use a print head(s) – but that ship sailed once marketeers picked up the term.