Apple released a monitor stand not so long ago with an eye-watering price tag, and in the resulting fuss you might almost be forgiven for missing the news that they also released a new computer. The distinctive grille on the new Mac Pro caused some interest among Hackaday editors, with speculation rife as to how it had been machined. It seems we’re not alone in this, because [J. Peterson] sent us a link to his own detailed analysis.
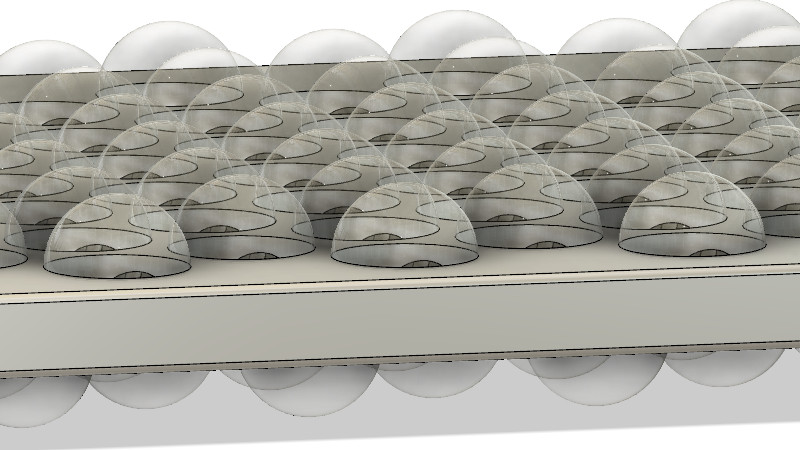
The key to the pattern lies in hemispherical holes milled part-way-through a piece of metal on a triangular tessellation, and intersecting with an identical set of holes milled at an offset from the other side. The analysis was done purely from online information as he doesn’t have a real Mac Pro, but using some clever trigonometry he is able to calculate the required offset as well as the hole depth. There are some STL files on Thingiverse, for the curious.
Should you wish to make your own copy of a Mac Pro grille you should therefore be able to use this information in programming a CNC mill to carve it from a piece of alloy plate. The interesting side of it from a manufacturing perspective though is that this is a complex shape that would be difficult to produce in numbers without either CNC or a very specialist one-off machine tool for this single purpose, and neither is a normal expenditure for a mere grille. Perhaps you might come close by rolling alloy plate between rollers whose profile matched the hole pattern, but in that event you would not equal the finish that they have achieved. Apple’s choice to use a relatively time-intensive CNC process in mass-production of a cosmetic part is probably in a large part a quality statement for their particular brand of consumer, but also sets a high bar to any would-be imitators. We applaud it for its engineering, even if we won’t be shelling out for that monitor stand.














I think that there is likely to be a little more to the process in practice too. In the real world of ductile materials and unsupported edges that pattern of intersecting holes would need a great deal of deburring if it was simply machined with a ball-end milling cutter.
It does appear quite machine like, I agree deburring might be a nightmare. Perhaps a solution/acid deburring prior to anodizing?
Deburring is surprisingly easy.
Just toss it into a vibratory deburring machine, and pick out the correct types of stones for the application.
(The stones needs to fit in the holes, but also be adequately sized for cutting the bur.)
No reason to go at it by hand, or use expensive acids, when at times literal sand and a bit of shaking does the job.
It’s likely media-blasted to get the satiny-smooth surface prior to anodizing.
Yeah, probably just glass bead blasting media. It deburs enough without obliterating the edges.
If I was running a CNC machining business like Protolabs, I’d be drooling over the possiblility of producing these parts.
That being said, this is over engineered. The only real impact this will have on customers will be the price premium that they’ll pay to get this ‘improvement’.
I have a feeling it’s machined with 2011 aluminium. It hardly needs to be built to a cost. It needs to be easy to machine at high feed rates without burs and have excellent strength. I believe with a high quality modern CNC with a good (maybe stabilised) tool, this should be possible. Although I certainly haven’t tried machining this pattern.
I was wondering if it was cast-and-ground jig plate, like mic6 or atp5. In my experience, cast aluminum almost doesn’t burr at all, compared to extruded or rolled aluminum.
Dude! Why would they use aluminum that’s 8 years old. I’m sure they are using 2019 aluminum.
didnt you get the memo? vintage is the new new and yes 2011 is vintage in apple years
Is there a reason this cannot be achieved by having a mold with lots of spherical protusions, then just do some light machining to get nice edges and a good finish? Machining this from a massive piece seems like overkill.
Machining offers greater precision, strength, and rigidity. You’re right, it’s costly. But that’s the Apple way and they’ve been machining solid chunks of aluminum for their MacBook line for several years now. Scrap value is pretty high as recyclability is simple so not much harm there
Having dropped various laptops over the years, I can attest for the value of machining them from a solid block of aluminium. Not so sure that applies to Mac Pro…!
It’s probably cast to near net shape and then has critical features machined into it. This stretches the definition of critical a little bit, but Apple…
I don’t think that they would gain much from near-net casting in this case. The cycle time difference between cleaning out an existing hole and plunge-cutting a new hole is pretty small, and fixturing and alignment are less of an issue starting from solid.
All the swarf will be the same alloy, so it is easy to recycle back in to more stock.
CNC milling aluminium can be very fast, see, for example https://youtu.be/-fcWdMVVbEs (Brother seem to make a point of fast moves and tool changes. I think that the only reason that they have coloured holders in that video is so that you notice that there has been a toolchange)
I reckon that even a single tool could do 3 holes per second. There are about 650 holes to be machined, so that’s maybe 4 minutes of machining time. Job-shop CNC milling is about $75 per hour (It will cost Apple less on their own machines). So the holes cost $5.
Everybody is talking about it. Even if they don’t sell a single Pro that is $5 well spent.
lots of fancy words for drilled holes in some wood – https://www.youtube.com/watch?v=jd9AFRhygKY
If they use sharp tools in aluminium there shouldn’t be too thick of burrs but indeed will be there. I don’t see machining grooves, so it could be that they did electro polishing and sand blasting, just like with the macbook unibody.
Hmmm… I suppose if I ever want my computer to resemble an old cheese grater I know what to shoot for.
I’m thinking they’re using Sinker EDM for this application.
I tend to agree. I’d think this is faster and less expensive in production than machining hole-by-hole. One moderate up-front expense for the tooling– machine and fine finish– for a tool that will produce parts that are essentially finished.
Doubtful, sink/plunge EDM is SLOOOOOOOOWWWWW. I think it’s more likely it’s either cast and machined or machined from billet, then smoothed/polished in a vibratory tumbler to deburr and round any edges and finally sand/medium blasted to get the smooth finish.
Apart from Apple seamingly claiming that it’s actually milled from solid aluminium, has anybody actually SEEN the backside to confirm it has the same pattern? It looks to me like this same effect could be achieved with a sheet stamping process
I wouldn’t be too surprised to find that the Mac Pro case was cast on the inside and machined on the outside.
Just because it would be not entirely straightforward to machine the holes on the inside of a case.
I can’t help but wonder if you just stamped two sheets and use a machine to align the sheets together then bonded them with heat and chemistry. Not thrilled with these inline apple ad articles in HAD i mean this grill design is straight out of the 70s but in metal instead of wood.
“Not thrilled with these inline apple ad articles in HAD i mean this grill design is straight out of the 70s but in metal instead of wood.”
Yeah, because this is clearly of absolutely no interest to HAD readers. Absolutely no one is interested in how this is made. Absolutely no one is interested in bitching about Apple. That’s why there are no comments here, at all.
The pattern is probably stamped, and then maybe the mounting holes machined.
Efficiency, and apple can claim it’s machined.
This is a company co-founded and later rescued by someone who wanted PCB designers to care about the aesthetics of their work, even if no one else knew what it looked like.
Elsewhere someone estimated that the cost of machining these holes is ~$5. This is a ~$1000 monitor stand that is likely to sell in quite small volumes (because $1,000 monitor stand made to match a $4,000 computer, duh). $5 isn’t a problem.
In the words of Apple’s old rival “Think.”
Chemical milling is good for things like this. We use it at work for making fluid strainers/filters that would be cost prohibitive to machine.
Example of spherical features –
https://www.tecomet.com/chemical-etching.html
Many here assume there is a trick, it is not CNC machined. I think they are. Apple engineers don’t have to cut every corner, and they seemingly LOVE to use machined parts, even where it’s unnecessary.
There must be a mechanical engineer at Apple with lots of sway.
Apple just doesn’t want to build a “power user” or “workstation” computer with a ton of internal expansion capability. They haven’t since the Power Express was thisclose to production when it was axed. What they produced was the beige G3 models with only three expansion slots, limited RAM capability, no built in Ultra SCSI and missing many of the other nice things the Power Express had.
The new 2019 Mac Pro reverses the lack of internal expansion. Looks like eight PCIe slots. More slots than any Mac has ever had, which previously had peaked at 6 NuBus slots in the PowerMac 9500 and 9600. Another high point in how Apple has long swung between having little to zero internal expansion ability in desktops, to quite a bit.
That’s why the previous Mac Pro wasn’t a big seller. Apple went for “artsy” and almost completely non-upgradeable. Owners of the previous models had mostly been happy to switch from their PowerMac G5 towers, but the trash can? Uhhh, no.
But the 2019 Mac Pro’s insane price is NOT going to help it sell. Apple *finally* gives in and produces a Mac with as much internal expandability as full size PCs have had for over 30 years – then puts a price on it that’s more than some cars. They *really don’t want to sell desktops*.
Remember that the only people who need a Mac Pro are people editing RAW 8k… when you’ve spent probably six figures on a camera, this is cheap.
And camera rentals pale compared to the costs of the rest of the production. Cast, crew, craft service, travel, logistics, etc.
And, when it comes down to it, for the subset of the production pipeline where these would actually be used, what the editor/artist is being paid.
But who cares about that. This is HAD, where 75% of the comments are from self-styled engineers who don’t even understand that they don’t understand either spec or application of the thing they are critiquing.
The other reason the old one wasn’t a big seller is that they pretty much never upgraded it, because, well, they couldn’t. Dual-GPU didn’t really work out, and the thermal envelope was very limited.
Apple’s laptops have long been insanely over-complicated and filled with many potential points of failure. I completely took apart a dead aluminum Powerbook G4. There was the main board and some smaller boards for other components, along with the hard drive and optical drive. *Everything* was connected together with flexible PCB ‘cables’, even if the component was butted right up to the main board. Any other laptop would mount plug together connectors instead of using all those cables, which double the number of connectors.
Inside the stamped (or drawn or whatever forming process) bottom shell were a large number of threaded mounting posts welded to it. Their purpose was to attach the die cast aluminum framework, to which all the other parts were screwed. Why not glue that frame in, or just screw the boards and brackets directly to threaded posts welded to the shell? So many completely unneeded parts.
It was a similar story with their 68k laptops. Cables to the drives, cables to the PCMCIA card cage, magnesium frames inside plastic shells instead of using threaded inserts in the plastic, or molding the entire shell from magnesium, as many high end PC laptops have done.
Apple loves to use too many parts, held together by too many screws. And they aren’t ordinary off the shelf screws! Oh no! They’re nearly all completely machined rather than ones made on high speed rolling and stamping machines. Why spend extra for fully machined screws that *nobody will ever see*?
One very specific reason for that was revealed with that one model of iPhone which had one internal screw just half a hair longer than the other screws with the same thread. Absolutely no need for it to be longer, other than destroying the iPhone if it was installed anywhere but the hole it came out of. IIRC it was on HaD where I found out about that, in an article showing how someone discovered the longer screw the hard way, and managed to repair the damage it caused to the PCB.
You’ve also just described most of the Non-Apple laptops I’ve taken apart. Oh, and then there was the IBM ThinkPad with the carbon-fiber reinforced frame that broke in the thinner next to the keyboard.
FWIW, for roughly a decade Apple has milled their laptops out of billets of aluminum, so there are no more welded in frames.
I read an analysis of Apple’s operations once that basically said that based on Apple’s capital investment it wasn’t a computer company, it was a massive CNC machining company
To make a front panel like this, one could technically go at it with an array of drills.
Machine a bunch of holes at once. Move over a bit to drill the next set of holes, etc.
(Search for “multi hole drilling machine” on google and it will hopefully give you an idea if you aren’t familiar with these machines.)
No need to worry about burs, since a vibratory deburring machine is rather common when deburing lots of holes on complex surfaces or semi thick plates. (If it fits in the machine, and you use the right stones, it should be able to deburr it for you. These machines are also rather old technology due to their relative simplicity.)
I’ll hazard a guess that theyre CNC machined and that Apple came up with optimized tooling, toolpaths, and speeds/feeds to reduce the secondary processing, and they will buy whatever they need to do it. Remember this is a company that reportedly purchased 10,000 CNC machining centers to make a mac book pro body. They also bought an entire company just to get the microscopic laser drilled holes on a power button. Even if the part has a long cycle time it doesn’t really matter as long as the part is sitting in a machine and not being handled by a person.
Apple is a *WORLDCLASS* aluminum machining house.
https://www.ped30.com/2018/03/22/apple-cnc-mill/
Winston made one on the Shapeoko (and tested grating cheese), so it doesn’t take some amazing machine to do it, just careful toolpath planning. For the price of these Macs, they can afford to build in some panache for perceivable justification of value
https://youtu.be/s29YZqe9Cso
Glad to see this discussion! I made the pattern too, on Fusion 360, on the day it was revealed – just out of curiosity.
I can confidently assert that this is a CNC machined part with a ball-end cutter – perhaps using a custom in-house tool that contains an array of milling heads. With such a set-up, they’d be getting great yield rates around 10-20/hour and considering the amount they’re charging, it’s much more efficient to build a custom set-up.
Burring is a problem but there are literally countless ways of both fixing and avoiding them.
The front/back panel is possibly a separate unit and not a unibody piece because neither is it efficient nor would it be useful given the use case.
Yes, using a jig with a head for each hole would make the process rather efficient.
I wouldn’t mind using two machines, in case the front side is different then the back side.
Could honestly likely be done with one of those drill presses that has support for an arbitrary amount of chucks.
Burrs I wouldn’t worry too much about, there are many different types of deburring tools specialized for deburring many edges on the market. (like a vibratory deburring machine is simple, cheap and does the job. Otherwise one could just sand blast it.)
The fact they’ve stuck this massive, over-engineered, basically useless fan grille on there (I mean the holes are too big for a grille; there’s gotta be a second screen behind it) really means they’re still having a very hard time learning the lessons of the previous mac pro.
They just can’t make a utilitarian machine for compute-intensive workloads without mixing in some of the conspicuous consumption design from the rest of their user base. This thing certainly has power (and sane thermal management, and it’s modular/updatable thank christ) but it’s still over-designed and way overpriced. Aside from the case, it’s basically a nice Xeon server. But the introductory price point still gets you a 128gb SSD. And I’m not sure, but I’m guessing it’s some meaninglessly proprietary type of drive that’s very difficult to source third-party and upgrade, like those pseudo-m.2 drives they used to put in their laptops which just had the pinout scrambled so you couldn’t just buy one from WD and schlep it in.
Who in the world is going to be able to use this computer with such a small hard drive?? That’s not even enough space for a single video editing project using 4k footage. Can I opt to not receive this dumb, expensive, useless thick-as-fuck grille and get a hard drive that isn’t from 2006 instead? Just make a computer for utilitarian purposes, it won’t kill you to abstain from this gaudy and gauche exterior design.
Making a hackintosh out of a Xeon blade server would be way better. Does that trick still work? I had to switch away from mac a few years back because of their previous professional line, and so did all the other video professionals I know. We’ve all moved on, gotten used to the eternal horrors of Windows 10 and set up Linux for render farms. Apple fucked up and that ship sailed. Our editor was a huge mac guy all his life and he’s now on some crummy alienware machine because there’s no mac that can work with 8k stereo footage. Just doesn’t exist. Well, until now–but for the introductory price you could almost buy two of the machine he’s using and the basic model would actually have enough RAM and storage to do things in 2019.
But it’s a cool milled slab of inch-thick aluminum I suppose. Might look good in front of my motorcycle radiator? On second thought–nah.
Interesting to reading about the process, I assumed it was machining too but could be other things, thanks!
It is temping to editorialize about the new Mac Pro by whining about price, the same argument since 1994 that is simply a waste of time and oxygen. Simply put Apple really waited too long to update.
The 2019 MP is the best solution for the current market. Savy of them to not try and complete at the crowded lower end but address the ultra-high end instead!
Yeah people criticizing design. Probably the same one’s that started the RGB everywhere trend.
Apple’s cash cows are the iPhone and iPad. They really don’t care about the desktop market, at least not the professional or power user part. Look back over Apple’s past of desktop computers and you’ll see a sunspot cycle pattern of alternating between almost none to zero internal expansion capability to quite a bit of it. Several times they introduced a new model, then an upgraded model in the same (or very similar) case but with some expandability taken away – like the Quadra 700 having only two expansion slots when the IIci had three plus the “cache” slot that got used for CPU upgrades. If the Q700 had three NuBus slots they would have seen a lot more people upgrading, especially those who had three cards in their IIci and thus dropping to two slots was absolutely dealbreaker.
Another was the 9500/9600 VS the Beige G3. 12 RAM slots and 6 PCI slots VS 3 and 3. WHY? Why did Apple hate its users so much? A person with a 9600 chock full of audio and video capture and editing cards and maxed out on RAM would take one glance at the new G3’s specs and say “What the hell is this crap? What good does a better CPU do when *all the rest* of the computer is worse?”
It’s not supposed to be a utilitarian machine for compute intensive workloads, the data centres of this world are full of those. It’s supposed to stand in the office of creative companies dealing in hi res video, complex audio etc. As such it has to look good to clients.
As for disk space, at this level local storage is only for scratchpad use. Most of the data will reside on SAN servers or Thunderbolt connected storage units, where it is properly protected by RAID and backed up to redundant hardware.
Stop thinking that this machine is targeted at the likes of you or I and think about who it is being sold to.
But HAD’s community of “engineers” love to critique things without understanding the application, or the spec, or even why they might want to before blathering on.
There is such a position as being too smart for your own good or that of your company. Gather a bunch of brains, give them their head and plenty of money, and “presto” you’ve got an unusual design, brilliant engineering, not for the average guy, an overpriced piece of equipment that only those engineers and think-tank members say is wonderful. With an average IQ of 165 in their company, why would one expect simplicity and ease to come forth from Apple? One things form certain; Samsung w
on’t try to steal this stuff. Nor will anyone else. So, for you that have machine shops and glass beads machines, or drill presses that run numerous heads, have fun. Spending billions to stay behind everyone else seems to be the future for Apple. I remember when they were the “cutting edge.” Now they’re just cutting farts.
Apple uses CNC machining for almost all of its products: iPhone, iMac, all macbooks…
See also: https://www.thingiverse.com/thing:690505 ;-)
How about a Pi Pro?
https://a360.co/2Rt4wax
https://www.youtube.com/watch?v=s29YZqe9Cso
I personally find the design underwhelming. Especially when you compare it to the statement pieces the G4 & G5 were. The handles and feet look like they were picked up at Home Depot, and the front panel (while interesting from a design/production perspective) is also nothing exciting. As to the question of how the grill was produced, my guess is lost-form casting using a foam mould (the way engine cylinderheads/blocks are made), followed by chemical or vibratory finishing.