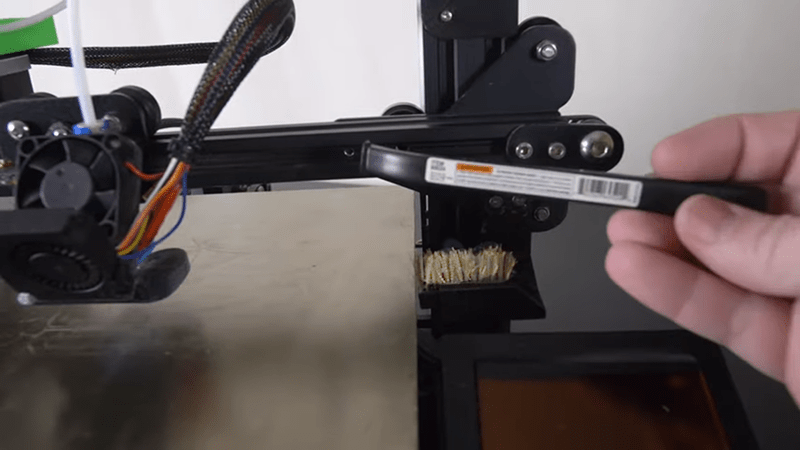
[Design Prototype Test] likes his Ender 3 printer. There was only one problem. When printing PETG — which is notorious for stringing — the hot end would pick up material and eventually ruin the print. The answer was to mount a cheap Harbor Freight brush somewhere and make the head pass over it after each layer. You can see the video of the design, below.
It sounds as though it worked well and after explaining the concept, he dives into the details of how he designed the fixture and how he mounted it. There’s a lot of good information in there about his particular toolchain and workflow.
We like PETG, and so far we don’t need a nozzle wipe. But it was a lot of work to get retraction and Z hopping set so there wasn’t any drooling. On the other hand wiping down the nozzle makes sense, especially after the preheat when you that hanging filament needs catching right as the print starts, so this seems like a worthwhile upgrade.
Not all printers are the same of course, so you’ll need to modify this arrancement if you don’t own an Ender 3. He mounted his brush on the carriage so it stayed with the head regardless of the Z height. However, if you only needed to wipe on the first layer, you could mount the brush on the bed. In addition, our Anet A8 has plenty of room from the XY home position to mount a brush that isn’t printable so that would be easy to set up automatically.
Despite taking a little work to set up, PETG prints very well. There are lots of other filaments to try and maybe some of them would also benefit. Unfortunately, not all attempts to make this work are successful.














Marlin firmware already have a option to brush a nozzle integrated inside. Thingiverse is also full of brush holders for most favorite printers today.
Interesting. Does it actually clean the nozzle off?
I wonder if a heated brush would be better. Or if there should be a 2nd brush to wipe the brush.
its brushes all the way down
Cold brass brush on hot brass nozzle sounds like a stupid idea tbh … might work with steel nozzle though
A nubby silicone scrubber would probably work.
Sorry this song came to mind … I know I’m dating myself with this one, I was only 12 at the time.
https://www.youtube.com/watch?v=puDiAzVw7KQ
The latest Lulzbot printers use a felt pad mounted on the rear of the bed, which is wiped hot. However, obviously that is only intended for layer zero, and doesn’t follow the Z axis.
Great way to short out the thermistor and blow your board.
doubt it would blow your board… isn’t it a simple voltage divider going into the ADC? As long as the brush is isolated you’d be fine. Maybe the heating cartridge would be a problem though, but you’d have to put the brush really high up
All of this makes me feel like the filament i use here is something else… With the PETg I get here in Argentina ($16 per kg, damn good filament) I had average bed adhesion (Typical petg fat layer but popped off just fine), good interlayer adhesion but not stellar, and zero stringing. found out it came full of water even inside a ziploc, after drying it the layers stick stupidly to each other and it did take a chunk of glass off my bed once. But I have literally ZERO stringing, on a Jhead at 245°C…
Most of what I heard is that fast retraction is key. My printer uses a Wade direct extr and drv8825’s, so i can only go up to 29mm/s on the extruder, and i retract 3mm. no z-hopping. Would be nice to know what settings he uses, to see if it’s something else?
Yeah, I get very minimal stringing with pretty much any PETG I print with on several different printers. I love the material. There is very little reason for wiping if the print settings are good. The parts I make sometimes have very thin hair-like stringing which can be burned off with a heat gun or lighter nearly instantly. And yes, drying PETG or most plastics helps a lot!
Yeah, it was a special case. Sometimes it wouldn’t show any bubbles on the surface…
Nice 80°C dry and off it goes inside a plastic container with about half a kg of calcium chloride. no problems since then.
I thought it could be related to the Bowden system
No, fast retraction is not going to help with PETG. Retraction can actually make it string worse.
Check out Chuck Hellebuyck’s videos on 3D printing, specifically where he talks about PETG and stringing, He and a few others in the 3D printing world figured out that turning off retract all together was better for their prints.
For certain configurations of 3D printers, it’s not a safe to use conductive abrasive to clean the print head. Between the metal parts of the head, the heating cartridge and the temperature sensor, there are plenty of opportunities to create a dangerous short that might damage your printer or, at worst, start a fire. Instead, there are rectangular wipers made of heat resistant felt with a thin abrasive layer applied to the wiping surface. These are much safer, constructed with a geometry conducive to wiping the tip of nozzle. Here is a video example from lulzbot: https://bit.ly/34fomM6
You’ll find almost all wire brushes have the bristles embedded in some form of non-conductive material like plastic or wood. So the chances of blowing something up with this is in real-word terms very low.
Interesting. I went through my house and found a few similar wire brushes, and tested each with a meter. All showed signs of conductivity. Perhaps there was a coating on them at some point, but I suspect the nature of its job undermines its long-term protective lifespan, or some percentage or brushes forgo an insulating coating.
Moreover, I’ve seen the electrical short happen as I described above. The scenario was slightly different: the person was using a metal brush in their hand and was carefully brushing off material caked onto the heating block, but that’s when there was a sudden cluster of small arcs. The printer was fine, but had not seen this happen, I wouldn’t even think to raise the concern.
Its not the short to the frame of the machine you have to worry about, it’s the short between the two leads to the heater cartridge being shorted by touched by a single brush bristle that can possibly damage things or start a fire, especially if the insulation of the wires is constantly dragged over sharp metal bristles… most of these brushes use small bundles of bristles, which are very much conductive to each other…
But mainly, if your print settings are right and you have good, dry PETG, you shouldn’t need crutches like this.
HaD seems to want to trade “best practices” for “burn down your house, it’s not hurting us” lately… or has it always been that way?
just don’t drag the entire heater cartridge on the brush? I’m pretty positive you can make it so that it touches the nozzle and the base of the block, without getting to the cartridge or thermistor.
This may be needed in other cases, like the other article where the guy was printing two walls and like 60cm in height
With some hot ends, the Ender 3 stock hot end, for example, there isn’t a lot of distance between the cartridge and the tip of the nozzle to begin with, and looking at the brush, it looks like its knocked down to me. Like he’s dragging it in there to clean the entire bottom of his hot end.
A silicone boot will help – and so will proper print settings and good filament. I feel like people are fighting crappy filament and bad print settings with hacks like this, which only gets spread to people that don’t know any better.
Even more brainstorming here… What about a cold brush, where you would lower the nozzle from above (maybe at an angle), leave it for a couple of seconds, then move sideways? the idea would be that (at least for filaments other than PLA, with higher glass temp) the plastic on the nozzle would get caught and cool enough to get stronger, then the side wipe would take it off of the nozzle
but all in all, the self rotating scotchbrite disk proposed by someone else in the other article seems to be the wisest idea.
Seems like nozzle wiping is en vogue nowadays