Reading Hackaday is great! You get so many useful tips from watching other people work, it’s truly changed nearly everything about the way I hack, especially considering that I’ve been reading Hackaday for the past 15 years. Ideas, freely shared among peers, are the best of the free and open-source hardware community. But there’s a dark downside: I’m going CNC mill shopping.
It all started with [Robin]’s excellent video and website tutorial on his particular PCB DIY procedures. You see, I love making PCBs at home, because I’m unafraid of chemistry, practiced with a rolling pin and iron, and super-duper impatient. If I can get a board done today, I’m not waiting a week, even if that means an hour of work on my part.
 Among other things, he’s got this great technique with a scriber pen and a cleverly designed registration base that make it easy for him to do nearly perfectly aligned two-sided boards with a resolution approaching etching. The ability to make easy double-sided boards, with holes drilled, makes milling attractive, but the low resolution of v-cutter milled boards has been the show-stopper for me. If that’s gone, maybe it’s time to take a serious look.
Among other things, he’s got this great technique with a scriber pen and a cleverly designed registration base that make it easy for him to do nearly perfectly aligned two-sided boards with a resolution approaching etching. The ability to make easy double-sided boards, with holes drilled, makes milling attractive, but the low resolution of v-cutter milled boards has been the show-stopper for me. If that’s gone, maybe it’s time to take a serious look.
And heck, making PCBs is really just the tip of the iceberg for what I’d want to do with a CNC mill. Currently, I do dodgy metalworking with an x-y table and a drill press, some of which may someday land me in the hospital. But if I had a mill, I’d be doing all sorts of funny wood joinery and who knows what else. I lack experience with a mill, but coincidentally, we just had a Hack Chat on Linux for machine tools this week. You see? It’s all conspiring against me.
The only question left is what I should get. I’m looking at the ballscrew 3040 range of CNCs, and maybe upgrading the spindle. I’d like to mill up to aluminum, but don’t really need steel. What do you think?














Love your writing style, Elliot! We need more Elliot articles!
😀
Budget?
If you want the most bang for the buck in small CNC with high accuracy- and you’re serious about this since you mentioned ballscrew accuracy- get yourself a Taig mill.
Specifically, go to either Cartertools (nice people excellent customer service)- or get it without stock motor from Glock CNC, and get an upgraded motor.
Glock sells a lot of high accuracy upgrades for Taig, as well as a few other popular makes. Brushless VFDs too. Custom spindles available with ABEC bearings in many sizes after you save up. Even a plate that you can bolt a QCTP to and turn the mill into a good lathe.
You’ll be able to do aluminum, steel, titanium, tool steel- anything you will ever want. The machine is small- but designed well, and there’s decades of proven concept behind that engineering.
Anything cheaper isn’t worth adding ballscrews, and there’s too much much more expensive that’s huge or not worth it for the size.
Not a Taig rep, I just know the machines well.
And this is why I come back to Hackaday articles:
1) For well written articles, but also
2) for excellent suggestions by members.
Thank you to both of you!
You’re welcome :)
I work as a tool & die machinist for my day job- so I don’t want something that just “can cut aluminum”.
If you’re going to get a mill and you want to do more than PCB milling- get a real mill. Something that can actually cut any material properly. Everything else just feels like a toy to me. Plenty of respectable, well made tools for light duty stuff that aren’t toys, but if it’s going to claim to do more than light work and be a mill- its a toy if it can’t cut steel.
You don’t have to have 10k$ to cut steel. Just have higher standards, and research.
PCB milling and light aluminum can be done perfectly well with any number of commercial or homebuilt routers- they aren’t a joke to me. But if you want to really do serious work with serious accuracy, get something that stands up to the job.
A CNC3040 can cut steel. As I discovered when I forgot to switch back from relative to absolute G-code mode, and cut through my steel fixings.
Didn’t know that one. It’s a variant of the ever present small tabletop aluminum frame gantry router.
That’s perfect for light duty in aluminum and under, and I don’t doubt it can cut steel- but the accuracy and repeatability of that is like 0.002″- about 5 times what you’ll see from a Taig mill properly adjusted.
This is just my personal take on CNC with metals- if you’re cutting real materials, it’s probably for something that actually needs those materials, and probably needs precision too. Which is why I’m a big proponent of looking for real accuracy in any useful CNC if you’re gonna spend the money.
That looks a good machine though for less accurate work, good for non hyper fine PCBs, and light duty aluminum, at a lower pricepoint more here could afford- but it is chinese. I can guess at the build quality.
Drew … super suggestions. Thank you. I’ll hit Google of course but what general price range is there for what you’re recommending?
The best they offer turnkey without motor controllers and such, just the ballscrew mill with higher grade closed loop encoder equipped steppers, runs $3450 before shipping at glock cnc- carter tools often gets a 10% discount on theirs at least, and often throws in small freebies.
You’d also need motor controller boards and a few other things to actually use it, figure another 400$ for those. So base cost, with shipping, about $4,000.
Not cheap- but half the price or more than a Tormach.
And unlike the Tormach- you can actually fit this in almost any shop. And you get a Z axis that can be offset to special angles if you need to. Add a sherline cnc rotary table for about 450$, and you have a 4 axis cnc mill for less than 4500$, that can cut anything, and be upgraded with tooling plates and spindles, as well as be turned into a CNC lathe.
The only detractor for me (since this is the setup I myself am looking at) is size isnt big- but price quickly doubles beyond this size for anything of similar or higher quality. If you know how, retrofit something worn out and rebuild.
Sherline can cut steel too- but their accessories and rotary tables are better made than their machine tools imho, which are small, and feel more like kid’s toys than machines to me. The Taig is just much more beefy for the size. Their rotary tables and chucks are excellent though.
Any suggestions for larger mills with high accuracy?
If i’m buying tools with a high pricetag I always push for the biggest working range and best quality I can fit in my space and budget. So I suspect i’d have to build my own on price in this case – been toying with the idea for a while but at the right price…
Not got the biggest space so I’m not looking for huge ones. But bigger than I can see on offer from Taig could be done (For me I’d retrofit my current manual mill instead at that price – as its about the same size and well built enough to seem worth the effort).
If you have space, you can sometimes find used _big_ mills for dirt cheap, like Haas and Robodrill vertical machining centers for under $8K. These are industrial quality, intended to mill giant chunks of steel. The problem is they’re the size of a minivan and often require 440V. (And if anything breaks, replacement parts from the factory will cost you as much as you paid for the whole machine.)
Small mills are ridiculously expensive. For the price of two used Taigs or Sherlines, you can buy a Cincinnati #2 mill with a thousand times the work volume and probably 1000 times the stiffness, but it also weighs 100 times as much.
Yep- he’s right folks. But, for example, last time I got a ballscrew replaced in a VF5 Haas (like 5 years ago) it was 5k$.
You will have to deal with a lot of worn out, large machines that are gotten rid of cheap for a reason. Most places keep good stuff and run em into the ground before selling.
If you know what to look for, buy old manual machines, and convert to CNC. I’d do that myself, but I don’t know the mechatronics side as well. I’m betting I’m a minority here though.
Look up HGR if you’re in Ohio- that place is a goldmine
Yes- if I had the money, I’d definitely definitely hold out for a Vulcan mill.
https://www.vulcanmachineco.com
Absolutely a beast for it’s size, extremely well designed, but can still fit through a normal doorway and has a 13″x13″x13″ work area. Rigid tapping too.
Custom cast iron frame designed with harmonic vibration cancelling in mind.
Should be very accurate- and take BT30 tooling, still smaller footprint- but a few steps beyond Taig and even Tormach in accuracy.
Only problem- last I heard from founder, end price will be in mid to high teens $. So I’d guess 14-17k$!
Tormach is all thats left between the 2, and they’re ok build quality, and bigger area slightly, but very large. I’d rather buy a used Haas mill for a bit more and build an addition onto my house.
Just priced out a new Haas CM-1 small mill, slightly bigger than a full size tormach- 65k$. Nope.
Look into buying maybe a manual bridgeport mill, if you have the room for it, for maybe 5k$ if you’re lucky to find one in good shape, and buy a cnc retrofit kit for one. Not sure how much that’d be, but it would be wonderful when done if it’s in good shape.
Those are the options I know of- there are many experts and other machinists here who know probably other serious options I don’t. I run the things for a living, I’ve been manual only until recently when I really wanted a cnc at home too. I’m sure there will be other excellent suggestions from other members. I’d love to hear the options myself guys
Thanks for the suggestions.. Fitting through a normal doorway is a very sensible design criteria I wish more things remembered..
From the suggestions so far I think I’ll be cheap and just upgrade my current mill a little and CNC it.. No way I’m going to fit one of the huge industrial ones in my little space. And while the Vulcan looks interesting its way more expensive that I think its worth (to me). Also got to wonder about availability of some of the suggestions on my side of the pond..
I was thinking that CNC conversion and upgrades was probably best for me anyway but its nice to have a bit more feedback that also pushes in that direction.. I suppose could also build in the cheating fashion from scratch – Take the best parts for my space/budget I can find – Bed from that, Spindle from the other and mash em together… Probably the only way to really get precision and the work area I’d like and fit it into my space efficiently, and I expect that would start getting pricey and take forever to source the right parts.
You van get a grizzly g0403 mill converted to cnc for about $3k. It will cut steel but slowly
Half the price of a tormach with similar capabilities. Not as many features unless you want to buy upgrade kits.
For hobby and light professional work it is just fine
Just heard Tormach only QCs 1 out of every 10 machines from an electromechanical engineer who has CNC Taig mill.
Tormach was something I’ve wanted to sugguest, but I’ve seen them in person and was never super impressed by them. Seems they have a lot of sketchy reviews.
The Grizzly route would work for many not needing 0.0005″ precision, and give a bigger work area perhaps, but build quality on many parts aren’t there. As long as one is aware of it, that’s a valid choice too
If you have a minimal skill and 3d printer with recycling component 50€ It’s sufficient
https://www.mischianti.org/category/tutorial/cyclone-pcb-factory-how-to-build-it/
Aluminum is good. There are many alloys. Bear that in mind And cooper is good… say, for a headgasket for some lil old Honda mc. And many alloys or annealing treatments which affect milling, I would think. Maybe laser is better? And mind you, even hobbyist exhaust fans surepticiously spewing vaporized alum might be an issue for a neighbor or 3. Maybe milling is advantageous. But with almost foil thin material? Hmmm… Keep us apprised…!
And, lose thus ‘Supply Frame’ and non-optional cookies, PLEASE. Ever read their privacy policy? Back tracing us to our source? That’s MORE than a bit much, unkess you are simply a business who wants to know what OTHER business is reading what… that YOU want for yourself. That goes against the grain of the HaD as I know it.
I talk those little 3040Z type machines up a lot on r/hobbycnc, I have and generally quite like one, it’s my 3rd such machine after a very cruddy DIY and a v1 Shapeoko. I posted about it when I finished it’s basic setup here https://pappp.net/?p=1546 I’ve since upgraded to a 500W spindle, added a probe connector, and changed my software flow a bit, etc.
Some of my pieces of standard advice generic to “I want a little CNC machine”:
* Subtractive CNC machines are all loud and messy. Have a plan to enclose it and/or keep it somewhere where the noise and mess will be OK. You will be running a vacuum a lot, either by hand or attached to a dust boot, which does not help with the noise. Some materials do better with cutting fluids and/or throw nasty particles, so you may also need to arrange to run the machine with fluids (I’ve started some experiments with little pumps for relatively clean ways of doing that, but don’t have good results yet. My enclosure was not designed with that in mind, one of the several ways the wedge foam for sound deadening has proven to be a bad choice).
* You absolutely want endstops on all axes and a way to hook up a probe, it makes setup and repeatability much, much better.
* The learning curve on CAD/CAM is probably the hardest part of operating these things, they’re electronically and mechanically not too hard to get a handle on, but CAD/CAM is a deep rabbit hole. I tend to do simpler tools for simpler jobs, like the various Scorchworks tools (F-Engrave, G-Code Ripper), and a LinuxCNC plugin called “Nativecam” that gives you a conversational type interface/wizard thing for simple programs that I lean on a lot. Domain-specific tools like KiCAD + pcb2gcode for PCBs also get you parts without too much overhead.
Sometimes you do have to go full CAD/CAM suite, the go-tos are Fusion360 (By far the most sophisticated CAM tool you can have for not-a-commercial-investment prices, though the hobbyist license has been fiddly for me lately) and Freecad (FOSS, but crashy..).
* Remember the adage about “The machine is a down payment on the tooling.” I’m actually a believer lately in buying cheap Chinese carbide tooling, which keeps that expense down. I have some nicer stuff but appreciate being able to buy 1/8″ tooling for around $1/bit and not be so precious with it when trying things out.
To tool a little router up, I would suggest:
– A couple ER11 collets, they almost all come with at least a 3.175mm≈1/8″ collet, you probably want a 1/4″ as well, but full range sets of “good enough” collets aren’t very expensive ($15ish for a set).
– Fixturing supplies. Lots of fixturing supplies. This is a cost center. The machines usually come with a couple strap clamps with bolts and nuts, and maybe a couple toggle clamp things, both of which are handy. I got a set of various lengths of M6 SHCS hardware and square nuts that I rig a lot of my hold-down arrangements out of. You’ll want some double-sided tape, or good masking tape and superglue. Some bed-sized chunks of material to make spoil boards out of like fiberboard, tooling board, big cheap HDPE cutting boards, etc. I haven’t found a vise I love for it, Z travel is too limited for most mill type vices. I’ve tried a couple little low-profile drill vise type things with mixed results.
– A surfacing (aka bottom cleaning) bit for those spoil boards, the aluminum extrusion machine beds are never perfectly flat, so you will be working off a decked spoil board for a lot of things. I really like a 6x22mm that I got for less than $5, it’s big enough to not take forever and small enough to not be tight on spindle torque skimming fiber board or HDPE.
– Some deburring knives and chamfer bits to make the edges parts pretty and/or less likely to cut you.
– Some single or O-flute cutters for doing plastics, my go-to for cutting out plastic sheet goods are the simple 3.175mm carbide ones all over the China export sites.
– Some pointed bits for engraving (which is really a strong point for these machines) and PCB work, there’s a rabbit hole there, start with an assortment of cheap 3.175mm V-bits in various angles and tip diameters and figure out what you like.
– Assortment of small drills if you want to do through-hole PCB, get the standard 1/8″ shank ones meant for PCB work not the random tiny drill bits.
– Some burr type cutters for composites (think PCB cutout), the China export sites have piles of sets with 3.175 shanks and cutters from around 0.8-3.175mm. Don’t stick these in plastic or aluminum, they will gum instantly. ($10 for the set)
– Probably some straight-flute bits for pocketing/slotting/cutting out profiles in wood (Again, I tend to use the 3.175″ ones as my utility bit unless I need finer features).
– Probably some ball-nose bits to play with 3D profiling
…. and, inevitably, a million other little bits and clamps and such you pick up as you need them, plus all the stock that will become your amazing creations and/or mistake related waste.
And specific to the 3040 type machines:
* You can fit a standard 12×12″ piece of stock on the bed, but my actual travels are 282mmX x 375mmY x 72mmZ so there is about 1/2″ on either side of the bed that can’t be cut.
* The ball-screws are worth the small premium, a coworker has a trapezoidal screw machine and mine is appreciably better behaved, especially on rapid moves.
* Your supposition about spindle being a likely limiting factor matches my experience, mine started with a 300W and moved to a 500W which was a substantial improvement. They are routers, they rely more on speed than torque, but still for some setups and materials you run out of stiffness before the 300W spindle runs out of torque, and for others you could probably run a 1.5KW or so spindle before the stiffness was the limiting factor instead of spindle torque. It looks like the similar size brushless spindles with better low(er)-end torque are coming down in price, so they might be a good angle.
* If you have the space, the 6040 machines are rumored to be more-than-proportionately beefier and only cost a couple hundred bucks more.
I see some $750-800 3040Z offerings as BIN things on Ebay with a 500W spindle and all the usual necessary improvements (end stops, etc.) that are pretty much as I have mine set up (minus the enclosure), which is frankly a really good deal for what you’re getting. Add an old PC with a parallel port for LinuxCNC or a board that runs grbl with a parallel breakout if that’s more your style, and you’ll have room to pick up some basic tooling before you hit $1k.
His bit sugguestions for materials are spot on guys- and theres plenty of others I’d add. Worked as a plastics and composites machinist with vaccuum table Haas VF5s in a shop full of giant CMS brand italian gantry routers before I worked in tool and die.
That’s a simple overview of the kinds of tooling we ran.
We also had a secret- 3 insert zero rake and crowned insert spoilboard cutters designed for facing mdf- work incredibly well to face plastic and wood dead flat like a flycutter when set up well.
Not a machinist but I watch a lot of them on youtube. Whenever I’m thinking of going the mill/lathe route I watch some guy building something and figure out what I’d need to have. The list ends up so long that I’m just reminded that it will likely not happen in this lifetime.
Possibly the best bet is picking up a used machine with everything for a low price (estate/clearance).
And the list doesn’t even cover stock materials, grinder with wheels, layout tools, surface plate, colet/taper adapters, inserts and tooling (such as fly cutters, boring bars), liquids (cutting, cooling, tapping, marking), precision instruments.
For my own use, I would probably go with PocketNC and stick to small aluminium parts.
“Hackaday “made” me buy it!”
I got to thinking, over the years, because of something I’ve read on Hackaday, I have bought
the NEJE laser inscriber,
lots of Raspi’s, (3, 4, Zero)
ESP8266s,
ESP32s,
Arduinos,
the Hackaday Trinket,
Tzumi MagicTV,
a USB Spectrum Analyzer,
a USB SDR,
and probably lots more.
So, thank you HackaDay for draining my wallet.
B^)
Indeed, sounds like your list is longer and priceier than mine.. Probably as you could find more budget to spend, so many things come up here and get you thinking how useful/cool it would be!
But there’s lots of things here that Hackaday ‘made me build it or at least retrofit it’ too.. Some good idea just can’t be passed up and others get added to that list of projects to do oneday….
I’ve really loved the nomad 883, very rigid machine. The max milling area is 8” x 8”, works fine for what I do but ymmv. There are often some used ones for sale on the site too https://community.carbide3d.com/c/nomad/11
There is a new version come my out soon as well. I assume most reasonable mills this size are pretty good, I’ve only had experience with this one though :)
Appears as yet another tabletop gantry router like so many others.
Seems to give perfectly good results, but not past aluminum. Looks like it will do thin steel.
These designs are not designed for the rigidity to cut steel accurately at anything like a serious cut of 1/8″ deep. They’re mainly for softer metals and wood and plastics. Steel and harder materials would burn up the motor, and gantry routers are typically using a low torque high speed motor that isn’t designed to take serious cuts under load.
Theres just a plethora of machines all claiming to be different, that look and are designed exactly like this.
Looks like it works well for thin stuff and light materials though
It definitely isn’t for anything past aluminium — even aluminium takes a lot of care. For PCB’s though, it is rigid enough to be very accurate, and light enough to be very fast (there is almost no load when scratching, so it comfortably does 2500 mm/min 100 in/min). I have access to a larger mill, and yes it is amazing what those can do, but I still use the Nomad for PCBs. I guess given the price differences, and a lot of the tooling can be used on both, you could throw in a small mill without noticing too much :).
I like to imagine that in a parallel universe Unimat is making a combo CNC mill, lathe, 3D printer and laser cutter for like $299.
Well, jack up your price about 10x, and get rid of the lathe function- and you can do that now with a Boxzy CNC made in my hometown of Pittsburgh. I can attest good accuracy with one, my hackerspace was donated one kindly by the company. They’re ballscrew controlled, laser engraver, 3d printer, and milling spindle (by way of modified router) all in one for like 3k.
The boxzy seriously needs a version 2.0. Boxzy also needs to a) get their website back up, b) produce some fusion360 tutorials where they show how to fixture stuff onto the boxzy then machine it.
To make the 3D printing part of it work, I had to upgrade the 10.4Amp power supply to a 16Amp power supply to avoid 3d prints failing due to the power supply being overloaded. I also had to replace the shitty boxzy printhead with an E3D V6. I wrote tutorials for this on their site.
Boxzy also needs to add dust control/wipers onto their bearings to preserve them, and I wish they had a lower speed spindle option available to allow the milling of plastics without boiling them (10000 rpm is waaay too high for that).
I wouldn’t trust their laser system with my eyes because there should be an enclosure for lasers ALWAYS to prevent eyeball ruin.
I still like the boxzy in our lab now that it has been modified, but the lack of good machining tutorials for it really aggravates me.
Theres things I don’t like about the thing too, and it could use some serious improvements, but it always did really nice fdm prints for our hackerspace. They’re a bit…eccentric…as a company. I don’t want to badmouth them at all since its kinda close to home, and ours was generously and kindly donated (even upgraded), but they do have some issues of not dealing well with feedback so I’ve heard.
I apparently lost a long post in moderation or form problems or something this morning, but slightly abbreviated: I really like my 3040Z, and regularly recommend them to others. It does 282mmX x 375mmY x 72mmZ of actual travel, and has enough room to clamp readily available 12×12″ of stock to the bed (though not enough travel cut the outer half inch along either side of the short axis), but is still reasonably compact and can be moved by a single person.
I would suggest that you do want a -Z (Ballscrew), a coworker has one with trapezoidal screws that is noticeably inferior, especially on fast moves and you definitely want endstops and some facility for connecting a probe, for repeatability and setup and avoiding serious crashes.
As you suppose in the post, they tend to run out of spindle torque before stiffness, get at least a 500W spindle, I started with 300 and upgraded to 500 pretty quickly. The brushless spindles in that size range are coming down in price and have more low(ish) end torque, so they might be a good upgrade path.
You’ll usually be working off a spoil board on them, the beds are impossible to get perfectly flat and the short Z limits your vice options. Your first batch of tooling should include a larger (22mmD-ish) surfacing/bottoming type bit for decking the spoil board, and a set of ER11 collets that includes whatever larger-than 1/8″ size you need to hold it.
I’m a huge fan of cheap Chinese “usual scumbags” (Banggood/Aliexpress/eBay/Oddly named Amazon Vendor) small carbide tooling, having a large variety of suitable cutters for different tasks and materials that you don’t have to be too precious with makes it much easier to try things.
The 6040 machines are reputed to be more-than-proportionately stiffer than the 3040s and are only a couple hundred dollars more if you have the room.
And my standard advice for anyone who tells me they want a small CNC machine:
1. The hard part is the CAD/CAM/Design process, not running the machine. I like to avoid going full CAD/CAM suite when I can and use feature wizards (eg. Nativecam plugin for LinuxCNC) or domain specific tools (like the Scorchworks F-Engrave and GCodeRippper tools or pcb2gcode for PCB work) where possible. At the other end, I find Fusion360 kind of gross from a licensing and UI perspective, but it has the most sophisticated CAM suite you’ll see on this side of major commercial investment.
2. Even little CNC machines are loud and messy, plan to enclose it and/or keep it somewhere where the noise and mess is OK. You will be running a vacuum a lot as well, which does not help on the noise front.
3. The machine is a down payment on the tooling. You will be buying a ton of tooling and fixturing supplies, especially if you work in a variety of materials.
I see some 3040Z kits on ebay for $750-800 that have all the usual upgrade features (ball screws, 500W spindle, endstops, etc.), they are IMO a good buy. Throw a little grbl controller with a DB25 connector (easier and less fussy) or old PC with LinuxCNC (fussier but a bit more capable), and you’re up and running, you might even get in your first round of tooling under $1k.
These are all valid suggestions, except its mainly 2 classes of cnc we seem to be discussing.
Theres a lot of gantry router aluminum extrusion designed machines coming up in discussion here, which might be more Hackaday crowd geared- as they have wide x & y, for flat sheets of stuff, and very little Z travel. Also low stiffness, and typically use spoilboards on the table. These usually have lower torque motors.
These as a class of machine are cnc gantry routers- with low stiffness and generally lower accuracy, though not always. They’re perfect for milling sheets of softer materials, and light duty on metals, usually aluminum with upcut bits. They ideally are using not standard endmills, but router bits with compression bits and upcut bits for laminate materials.
They’ll work great for most stuff majority of Hackaday crowd makes.
Theres also the true mill body machines, that have actual high torque motors and precision spindles with large bearings, and solid metal tables, which aren’t great at milling large sheets, but will cut nearly any material properly you can fit on them. You can get tooling plates and mill them flat to do large pcbs. These are designed with very high stiffness needed to mill metals like steel and above, and take big cuts using traditional endmills.
These are typically a bit more in price for size, but do anything gantry routers can, and far more. Usually more accurate even with same ballscrews and electronics- because the design permits less play in the machine being reflected in the part.
These are what the machinist crowd at Hackaday and serious prototypers would be looking for.
Wish I could play Oprah and pull a CNC for everyone outta my bag, but there isn’t a one size fits all approach. You gotta know what kinda stuff is important for you to make to look at what you’re gonna buy.
That said- tooling will be the real cost of anything you buy- vices, fixturing, cutters, etc.
Try Harvey Tool for micro cutters for pcb milling on any of it though- they’re the specialists in microtooling.
I agree with the distinction you are drawing. Broadly speaking, routers are lighter, less stiff, generally cut more with speed than torque, and tend to be in a gantry configuration. Mills are heavier, stiffer, generally cut more with torque than speed, and tend to be in a moving table configuration.
A mill of comparable travels will be able to do a superset of the things a router will, but at a much higher cost-per-XY-travel factor, possibly a little slower, and with much more mass and volume to store and (especially) transport.
That said, I think my suggestions are aimed more-or-less at the prompt: Dip toes in to CNC, PCB fab first, some woodworking second, develop some skills self-teaching with the machine. Those are all things where a $1k router will excel, and keep ongoing costs down with cheaper tooling, more forgiving care requirements, etc. A 3040 isn’t a magical turnkey machine (anyone who tries to sell you a CNC machine as magical turnkey is lying; I’m looking at you Bantam marketing bluster), but the work to get it going is relatively instructive, forgiving, and inexpensive, and the same for making mistakes with it (because you’ll run out of torque before you do any major damage).
The minute the discussion veers toward “I’d like to do extensive metal working and/or large volume 3D parts” it’s time to go look at mills, but even a DIY X3/BF20 class conversion (to offer vaguely comparable work envelope) or a tiny machine like a Taig (whose X-Y travels will be pretty restrictive for sheet-stock type projects) is going to be at least $3k before you’re up and running.
Basically what I was getting at. You gotta choose what battle you want to fight- because there is 2 main avenues to how you can go
Fair assessment.
A huge thanks to both of you! You’ve really hit the nail on the head.
@Drew: Thinking of the distinction between largely 2D and truly 3D is very helpful for me. Because honestly, what I would do that would tax the machine is alu sheet in the ~1cm thickness range or 2x thicker plywood: essentially 2D. (Which pushes me more into the gantry-mill than the body-mill camp.) Probably some foam/plastic too, but more sheet than sculpture.
And my precision requirements are completely unspecified as yet — which is to say, pretty forgiving. If it comes out better than drillpress, saw, and file, I’m ahead of the game. (But I can do a lot with a file.)
@pappp: your list and advice seems fantastic. I’m honestly less into PCB stuff: I’d rather have chemistry in my bathroom than epoxy/fiber dust in my basement. Which isn’t to say that I wouldn’t try it out of course. Robin’s scratch-the-resist-then-etch procedure is calling me… The rest of your tips and setup on the 3040 is helpful. I’m working through your writeup.
For budget, $1k is really basically about the top. Factor in the sheet-good nature of my needs, etc, and it’s looking like a 3040ish, plus eventual improvements.
The only question left is to buy cheap first and improve where I need it, which is my usual MO, or bite the bullet. I actually enjoy finding out the limits of the less-good stuff firsthand, so while “buy cheap, buy twice” is meant to be a warning, I actually like the experience of buying twice. :) Trains you in what you can/can’t get away with.
Thanks again!
Check out OpenBuilds. Decent prices and much better service than eBay. I thought about an xcarve before I found them.
I love openbuilds. Great product and really versatile.
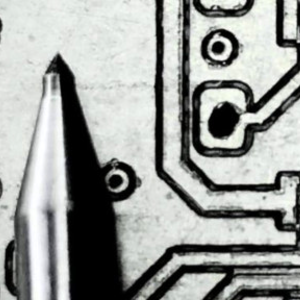
Regarding “the low resolution of v-cutter milled boards has been the show-stopper for me”, I have found accuracy of v-cutter milling in home on CNC3020 to be pretty much equal to home etching with a basic laser printer transparencies & uv exposure. Both are fiddly to get beyond 0.4/0.4mm track/space, but 0.2/0.2mm is still doable and enough for most parts.
The pads of the chip in the middle of this pcb are 0.3/0.2mm track/space: http://jpa.kapsi.fi/stuff/pix/cnc3020_pcb.jpg
That’s about right. 0.4 mm (16 mil) trace, 0.2 mm (8 mil) separation is my standard feature size for home-etching when I don’t care about size and want no hassle.
But I’m also used to being able to dig deeper in a couple places on the board when I need to. I am not afraid of 0.2 mm (8 mil) at all, and can pull off 0.1 mm (4 mil) over short runs, with manual work with a loupe and a needle before etching. Not fun, not reliable, but that’s where my feature-size falls off.
With toner transfer, it’s easy to make incredibly thin isolation lines, and I’ll often run two traces under a 1206 footprint and then clean them up with a needle. The tradeoff is that thin traces can get weedy, so I use asymmetric trace/space.
So I etch with toner transfer better than a mill. :) But as you say, 0.2 mm (8 mil) is great for most projects, and if I never have to drill a through-hole again in my life, I wouldn’t be sad.
The registration jig in the linked post is also a killer app for milling. It’s totally doable to line up toner transfers manually, but it’s fiddly and you never know if you’re going to get it right until you see it come out of the bath. Being able to reliably register the back side of the board huge.
Anyway, I really also want to cut plywood and aluminum: the PCB etching is just a bonus feature for me. But I’ll definitely run it through its paces when I get there.
nice topic!
“You get a CNC mill… and YOU get a CNC mill… and YOU get a CNC mill… and YOU get a CNC mill…”
(a scene from Hacker Heaven)
If I won lottery, I’d start a company building CNCs and manual machines- and regularly give them away to good posters on HaD.
So many deserving posters and makers here just need enabled once to see dreams come true for new ideas and new technologies
(goddamn I hate HaD comment system)