A recent research paper shows a way to create multicolor 3D prints using a single extruder if you are too lazy to babysit the machine and switch filament. The concept: print your own “programmable” filament that has the right colors in the right place. This is the same idea as manually splicing filament but presumably is more efficient since the process works with one color at a time and doesn’t repeat. In other words, to print the 64 squares of a chessboard you’d swap filament at least 64 times on each layer. Using programmable filament, you’d load one spool, print half of the filament, load another spool, print the other half, and then finally load the newly created filament and print the chessboard. Notice that the first two operations aren’t printing the chessboard. They are printing the spool of filament you feed through on the third pass.
There are machines made to do this, of course, although they generally just splice lengths of filament together for you automatically. Using one filament solves the problems of keeping multiple heads in alignment as well as the added cost and complexity. However, you now have different problems such as the transition between materials and knowing exactly how much material will be at each point in the print.
We wondered how much filament you can print spooled up on a reasonable size print bed. According to the paper:
The maximum length of a printed filament is highly dependent on the build area given the type of 3D printer. With a 300×300 mm bed size, a printed filament in a spiral shape can be approximately 20-m long.
Printing the working filament is time-consuming, too. The paper reports that a boat that took two hours to print required five hours to print the programmable filament. Still better than swapping a bunch of plastic by hand, we suppose.
Oddly enough, the inspiration for this paper came from an Instructable. If you plan to try this, you might want to watch the videos there about printing hexagonal filaments with different colors.
If the idea of printing filament seems strange, we’ve seen it before. Of course, you don’t need any equipment at all if you are patient and willing to lie about it.













I’m super confused by this. We’ve been doing this for years, right? That’s what the Palette does? In order for this to work correctly, there has to be some kind of feedback mechanism between the printer and the splicing. You can’t just pre-splice the filament and hope it all works out, except perhaps for the smallest of objects. Printers aren’t perfect, extruders slip, or skip a step once in a while, or don’t extrude the exact amount the gcode tells them.
I mean the multi-color benchy looks pretty spot-on to me so I’d say it works pretty well
Which is a surprising result. As it does not even show color mixing. So I’m quite sure that used some kind of “waste tower” which assists in allowing for inaccuracies in the splicing process and removes the color blending.
Feeder slip is depended on a lot of things, material, temperature, temperature of the feeder, backpressure (printing on top of something or printing in the air differs)
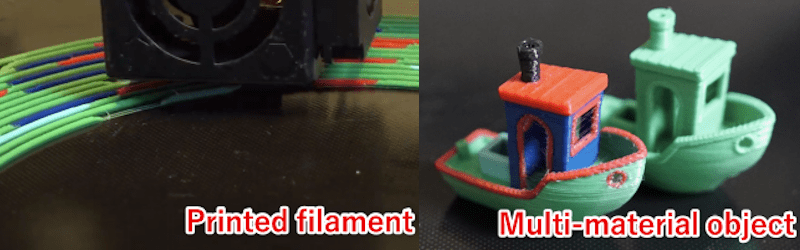
You can see the waste tower in the second picture at the top of the paper.
Yes, and it looks like the purge tower has more mass than the benchy…that doubles the cost of your filament, or worse.
Unless your printer is really bad for skipping steps, in which case it needs an upgrade/some fixing it shouldn’t pose many problems, especially if you can make the transitions in the infill sections, so being a little earlier or later won’t matter.
I’m quite surprised the colours look so crisp though – I’d have expected more bleed through of the previous colour especially darker into the lighter colours. Which suggests a signifiant purge tower was used further reducing how worried you need to be about skipped steps – just make the purge tower larger and each section of the filament bigger, giving a much larger target area for each change – does reduce the size of the model considerably, and waste heaps of plastic though..
No. No it’s not the same. This is printing new filament not splicing existing filament pieces together.
I think the whole point of this is to avoid extra hardware, as they are saying they use a normal printer, it is all done in software.
And the concerns you have, they are discussing about it: it mostly works after normal extruder calibration, but a sensor/monitoring system would make it better.
Nice hack, but don’t polymer degrade over multiple heat up?
Yes, but not that significant if you do it once more.
They do, which is why you rarely see things like “100% recycled plastic”. However, it’s not going to be drastic if you do not overheat it when printing the filament.
Degradation is more significant when the plastic has been out in the world getting riddled with UV bullets, getting surface oxidised and absorbing water. So careful processing of “fresh” plastic can keep deterioration to lower levels than that.
“In other words, to print the 64 squares of a chessboard you’d swap filament at least 64 times on each layer.”
This is correct if you want 64 different colors (and reading the next sentence, it appears that the chessboard is indeed black and white).
For a black and white chessboard, you will swap filament once per layer (which is tedious enough)
Like : White > Black ; next layer (already black) > white; next layer …
Just saying =)
Well, sort of. If you use the liar’s technique so the slicer thinks you have two colors then yes. If you just lay it out as squares and manually stop the Gcode then you have many more swaps. Granted, that’s not very efficient, but either way, no one does much either way. True, you could also reorganize the gcode manually, but that’s even harder.
heh really i was thinking the chessboard would require only one filament swap. you would print the whole thing black wiith divots where the white goes, and then fill in the white just on the top layer. only the top layer matters. filling in gaps on a previous layer that already was printed is the key to this filament-producing hack so presumably the same printer coudl make a chessboard that way… not that everything is as amenable as a chessboard.
i make chessboards out of plywood and paint. :)
And you could just do this for the top 3-4 layers as the base infill could just be all white as it is not seen anyway, which means only about 2 to 3 swaps for a black and white chessboard and certainly less tedious than waiting for all that filament to print! But otherwise an interesting idea.
Am I really the only one who thought this was a bad example that could be done with one, or two color swaps at the most? Print the whole board white, then on the top layer use black for those squares–or, for two layers, print two layers consecutively black and finish with the last top half with white.
If you use multi layer splicing of Red, Green and Blue fillament can you get any color? Has any body tried to mix Red and Blue to splice Violet?
I think you’d want a custom nozzle for more turbulence and mixing. Otherwise, it’d be like that toothpaste that should be averagely a pastel lavender color, yet still comes out of the tube white with blue and red stripes.
That toothpaste is supposed to come out striped, it’s not an accident.
https://youtu.be/RVZ6mUffJgw?t=239
Rather Yellow, Cyan and Magenta for subtractive mixing. I wonder if there’s a way to add pigment to molten plastic just before it’s extruded.
Yes. Search Google, YouTube or HaD for filament marker.
unless you have a printer capable of depositing photons….you may want to consider Cyan Magenta Yellow Black and White instead of Red Green Blue…..because SCIENCE
Check out the Davinci Color by XYZ printing, or the Chamelion from Something3d, if you do not wish to implement a QuadFusion extruder yourself.
Since i’ve seen the automated build platform conveyor bed thingy, I always wanted to make a 3D printer print its own filament that it would lift off the bed and use to print its own filament in a single continuous loop.
Sort of a Möbius spool thing.
If you have to restart a print from the beginning halfway, the remaining premade filament is now non-usable.
That was my thought as well, it would be best made on demand like that other device I forget the name of. A bit moot for me I have a prusa with an MMU so 5 colours are easy lol
Might be easier to have multicolor bead bins instead of filament. Manuver the print head under the bin color, drop N beads into the melt queue… I’d use gears to push the beads down, just like the filament is pushed through.
In the paper, the authors seem to be saying that an end user would send the model design to the company, who would then print the “programmable” filament for them, and then send it to the end user, who would then use it to print the actual physical model. Why doesn’t the end user just get the company to print the actual physical model, rather than the filament? This way the overall process would be faster, and the end user wouldn’t also need to have a 3D printer. Am I missing something?
With dual hotends you could print two-color filament without any pausing for swapping.
Buy printing two 2-color filaments then loading one into each hotend you could make 4-color prints using only 2 hotends and no swapping.
I suppose then you could try to print two pieces of 4 color filament but after some number of cycles through a hotend the plastic isn’t going to be any good any longer.