
Welding is often a hot and noisy process. It generally involves some fancy chemistry and proper knowledge to achieve good results. Whether you’re talking about arc, TIG, or MIG, these statements all apply.
The same is true for explosion welding, though it’s entirely unlike any traditional hand welding methods you’ve ever seen before. Today, we’ll explore how this technique works and the applications it’s useful for. Fire in the hole!
Don’t Blow Them Apart, Blow Them Together!
The technique of explosion welding is relatively new compared to other metal-joining techniques. In the two World Wars of the 20th century, pieces of shrapnel were often found stuck to armor plating. Close observation showed that shrapnel was in fact welding on to metal armor, rather than simply being embedded in such. Given that collisions between shrapnel and armor often occur without the extreme heat of typical welding operations, it indicated that it was instead great velocity of the impact between shrapnel and armor that was melding the metals together.
The same results were later recreated in the lab, and explosoin welding was developed into a refined technique after World War II. 1962 saw DuPont patent a process for explosion welding later to be known under the “Detaclad” trademark.
Explosion welding occurs with the metal remaining in the solid phase, so this is referred to as a “solid-state” welding technique. In its most common form, a thick metal plate known as the “backer” is laid flat, with spacers on the order of an inch or less placed on top. A thinner metal plate, known as the “cladder” is then placed on top of the spacers, such that there is a small gap between the two plates to be welded together. The two plates are ground flat prior to joining, in order to remove impurities and guarantee a quality weld.
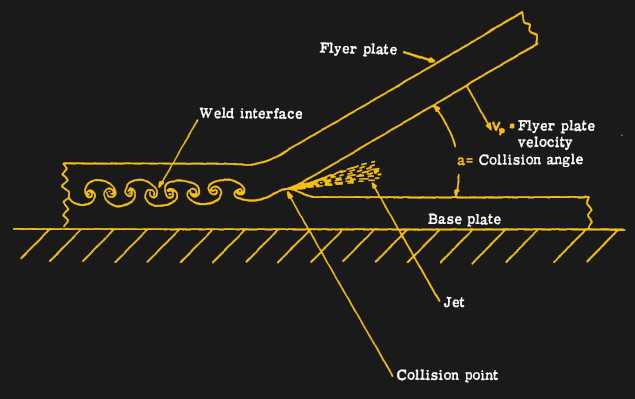
Explosive powder is then packed on top of the cladder. The powder charge is typically detonated starting from one or corner or side of the cladder. This creates a sweeping effect through the explosive charge, with the explosion front moving across the top of the cladder at a uniform rate. This progressively forces the cladder into contact with the backer below. This process generates a plasma jet of air, oxides, and impurities that is shot out ahead of the closing gap between the two plates, cleaning the surfaces of the plates as it goes.
The resulting weld is caused by the plastic deformation of both metals, rather than by their liquification as is typical in traditional welding processes. These bonds can have up to 100% of the strength of the parent material, and typically have less issues around heat-affected areas compared to liquid-phase welding techniques. The results are similar in this regard to those achieved with friction welding. The two metal plates are joined in a continuous and uniform fashion across their entire surface.
The process enables dissimilar metals to be welded together. This even includes odd combinations like steel and aluminium, and even some reactive metals. Companies that specialize in the technique typically quote lists in excess of 260 different metal combinations that can be bonded in this manner.
Of course, due to the violence of the explosive reaction, explosion welding is typically limited to plates and simple cylindrical forms. The technique is often used to create tubes or tanks with clad metal surfaces for use in chemical and petrochemical industries. Explosion welding was even used in the Apollo spacecraft, which relied on the process to create a strong titanium-to-steel transition joint.
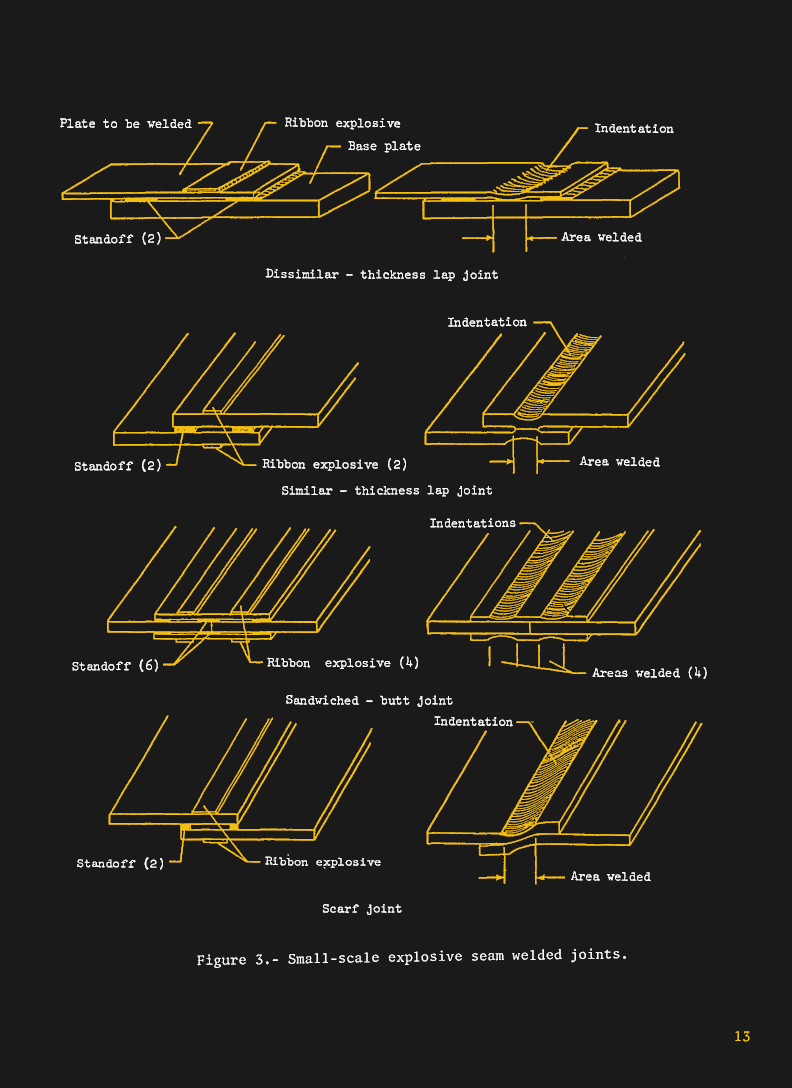
The space agency even published a technical memorandum on the topic in 1983, sharing details on Practical Small-Scale Explosive Seam Welding. The techniques involved relied on RDX explosives to create long, uniform joints that were of such high, consistent quality as to be hermetically sealed. The paper notes that the technique was applied to the repair of nuclear reactors in Canada, though it could also be used in other situations such as sealing pipelines or other vessels.
Given the use of high explosives, it’s not a technique that’s particularly easy to DIY in the home garage. However, if you find yourself needing to stick a plate of one metal to a completely different one to build something with useful combined properties, explosion welding might just be the tool you need. Just be sure to do it somewhere safe and far away, and to call out before you hit the detonator!
[Header image: Still from “Explosive Welding“, JRP RC Judd Phillips]














Can´t wait that [integza] tries this in his garage.
Right up next after DIY Hydrazine and smoke detector RTG
They tried this on the Beyond the Press YouTube channel (sister to The Hydraulic Press Channel) a couple years ago. They did not have sucess.
I wanna see Colin Furze show me how to put new rocker panels (sills) on my car with it.
I vaguely recall a company in either Lafayette or Louisville Colorado that did explosive welding (back in the early 1990s).
(Lafayette and Louisville are located close to each other, and I didn’t visit either one often enough to learn which was which)
I did explosive welding and engraving research for a year in college. Super interesting stuff. I still have samples from some of my engraving experiments.
Explosive welding techniques were more or less preserved as it’s incredibly useful for combining dissimilar metals, whereas explosive engraving kinda went away as it’s less practical compared to other engraving techniques. Very few people who want to engrave something are willing to blow it all to smithereens and vaporize the thing they wish to duplicate in the process.
Cool part is how closely related the two are, welding vs engraving. We had a couple instances where we were experimenting with various setups where we partially welded our engraving substrate to the 4″ steel plate we were detonating our experiments on. Partial copper welds to steel are exceedingly cool.
I imagine, that with today’s technology a laser is the more versatile tool for engraving.
I seem to remember reading in my childhood (the 60s) that the multiple layer stock for silver clad copper-center coins was created with explosive welding. Do I recall this correctly?
I’m pretty sure those are just rolled or drawn together. There’s a whole industry of silver-fill jewelry items that are functionally identical to coinage, and they’re for sure not made explosively.
I can’t guarantee it’s used on any coins in particular, but it has definitely been used in the production of clad/sandwich sheet for currency manufacturing.
Yes – I remember the same thing – Dupont ( makes lots of stuff that goes boom) patented it and mad large pieces that were rolled out to the thickness of quarters and 50 cent pieces…
I wonder if you could “explosively” spot weld with a small amount of exploisives?
That’s probably what happens with a powder driven riveter when the hole is a tad tight :-D
It’d be interesting though… wonder if it would need highly accurate shaped charges that were unique for any combo of two materials and thicknesses.
One of the major problems (I assume) with this is that using explosives is a pain. I wonder if you could use one of those electroforming can crusher systems instead of the explosives, at least for small parts. It might make it easier for home experimentation, at least…
It would be a bad idea to go to the reloading section of any good gun store.
Pain or fun, it’s all in how you approach smokeless powder.
I’d be starting with fast, fine grain, smokeless pistol powder.
Questions though:
How to tamp it? Sand?
How to initiate? Model rocket ignitor or primer?
Surface grinder, check. Chuck magnetic, so ferrous metals to start…
Bet I don’t find the test sample. Will use ‘too much’ (always better than not enough).
Any method that develops explosive like energy, will be ‘a pain’, so might as well have pyromaniac fun with it.
Smokeless powder doesn’t *detonate* that I know of, and I suspect it wouldn’t work for explosive welding. Maybe try Tannerite?
Smokeless powder is Nitrocellulose.
Even black powder detonates in large enough quantities.
This does exist and is called magnetic pulse welding.
The discharge times and currents that are requiered are quite significant, so home experiments might be challenging…
Quarters have been made this way for YEARS
I’m sure I’ve seen explosively welded jointing strips for sale – so if you need to weld steel to aluminium you “just” buy the strip that’s already been explosively welded and weld your work pieces to either side of it.
I’m sure they’re reassuringly expensive.
This kind of technique is used all the time in the electrical industry. They use implosive charges to explosively bond conductors.
https://www.aflglobal.com/Products/Conductor-Accessories/Compression-Accessories/Implosive-Technology-IMPACCT/IMPACCT-Implosive-Accessory-Technology
Aren’t the sandwich bottom of high quality cooking pots and pans joined with this process? Stainless on the outside and copper inside for better heat transfer.
Solid welding… full penetration… wow!
The Wikipedia page leads to another page: “Magnetic pulse welding”. On that page we can read that magnetic pulse welding is preferred (…over Explosion welding, I guess) because it avoids “the formation of brittle intermetallic phases”. They don’t talk about this on the “Explosipn welding” page. Searching more, I’ve found it occurs during the explosion welding process in areas where the metals melt. (It may happens in badly controlled process.) It is obviously undesirable since it weakens the joint. I wonder if “Magnetic pulse welding” can be scaled to our garages. Anyone tried it?
Why isn’t galvanic corrosion between the two metals a problem here?
Logically it is going to have to be, but if you have a perfect weld then this is not an issue inside of the weld joint itself (and so presumably should not lead to failure of the weld) because oxygen is not able to get into the joint. You can still have problems with the two different metals, just the same as if you held them together with stainless steel nuts and bolts though. Just because your bolt is okay, which is analogous to the weld joint, does not mean that being in contact with carbon steel is not going to be bad for an aluminum part, especially in a corrosive environment. There are still times that you need to join them though.