If you’re planning to make a metalworking lathe out of a CNC milling machine, you probably don’t expect getting a position sensor to work to be your biggest challenge. Nevertheless, this was [Anthony Zhang]’s experience. Admittedly, the milling machine’s manufacturer sells a conversion kit, which greatly simplifies the more obviously difficult steps, but getting it to cut threads automatically took a few hacks.
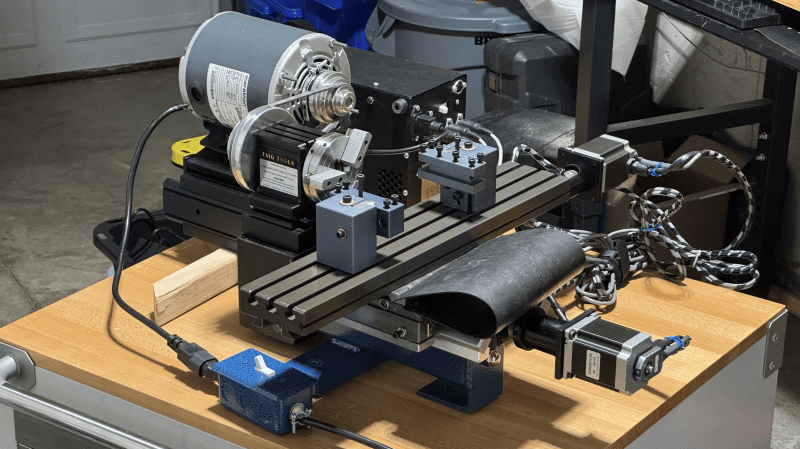
The conversion started with a secondhand Taig MicroMill 2019DSL CNC mill, which was well-priced enough to be purchased specifically for conversion into a lathe. Taig’s conversion kit includes the spindle, tool posts, mounting hardware, and other necessary parts, and the modifications were simple enough to take only a few hours of disassembly and reassembly. The final lathe reuses the motors and control electronics from the CNC, and the milling motor drives the spindle through a set of pulleys. The Y-axis assembly isn’t used, but the X- and Z-axes hold the tool post in front of the spindle.
The biggest difficulty was in getting the spindle indexing sensor working, which was essential for cutting accurate threads. [Anthony] started with Taig’s sensor, but there was no guarantee that it would work with the mill’s motor controller, since it was designed for a lathe controller. Rather than plug it in and hope it worked, he ended up disassembling both the sensor and the controller to reverse-engineer the wiring.
He found that it was an inductive sensor which detected a steel insert in the spindle’s pulley, and that a slight modification to the controller would let the two work together. In the end, however, he decided against using it, since it would have taken up the controller’s entire I/O port. Instead, [Anthony] wired his own I/O connector, which interfaces with a commercial inductive sensor and the end-limit switches. A side benefit was that the new indexing sensor’s mounting didn’t block moving the pulley’s drive belt, as the original had.
The end result was a small, versatile CNC lathe with enough accuracy to cut useful threads with some care. If you aren’t lucky enough to get a Taig to convert, there are quite a few people who’ve built their own CNC lathes, ranging from relatively simple to the extremely advanced.














I’m building a bullet lathe in the same vein
Using a piece of railroad track as the bed
Hello. Was just curious as to how much time and money are involved in something of this nature. I don’t think it’s extremely expensive to just buy a small bench top style lathe that can be retrofitted. I’m like I said, just curious.
if machine building is your hobby you wouldn’t ask how much time it would take – it would take three times as much as you estimate :)
maybe look at used mini lathes online, i shot one for 200 bucks
Double the number and next higher unit.
So 2 hours is actually 4 days.
1 week actually 2 months.
2 years actually 4 decades.
1 decade actually 2 centuries (CA HSR).
I have traditional milling machine i convert to cnc by stepper motor and smc 4 cnc controller it is Chinese after after then i make it cnc lathe look in milling cnc i have three axis in cnc lathe you have to cancel z of milling machine and there is problem that the safe distance when you press stop in milling is on z so you have to convert to x or y when you use lathe cnc our smc 4 controller not help in converting i have to give it y as z of milling machine so the scrow of y and z in milling machine is different the cnc controller should be made for this there is lathe cnc controller and milling cnc controller no cnc controller for both
……….
Here you go.
English uses them for sentence breaks.
When you hit e-stop, you stop the spindle as well as all the axis, apply such brakes as it has.
You don’t go to a ‘safe position’, you stop.
There is no guaranteed safe position.
It should unpower the drivers, but stepper based machines aren’t as good about this.
Which is fair, they are generally not too strong.
I have seen something similar for turning a lathe into a milling machine. The hangup was obtaining a useful range of motion for the “table”.
I use my mill to turn once in a while. You just chuck the part in the tool holder, put the tool in the vise and change the plane code, so that your arcs work right. Good for complex contours on short parts. No threads.