I’ll admit. When I saw the Othermill for the first time I thought it was just another mill with cheap Chinese hardware inside sold as a premium. I’m ashamed to say that I even trash talked it a little bit. It gave me another chance to relearn that I should always do my research before being a jerk, check my assumptions thoroughly, and even then it’s not recommended. Other Machine Company was kind enough to let me swing by the office in Berkeley California. [Danielle], the CEO, led me through the design of the mill as well as the challenges in running the operation.
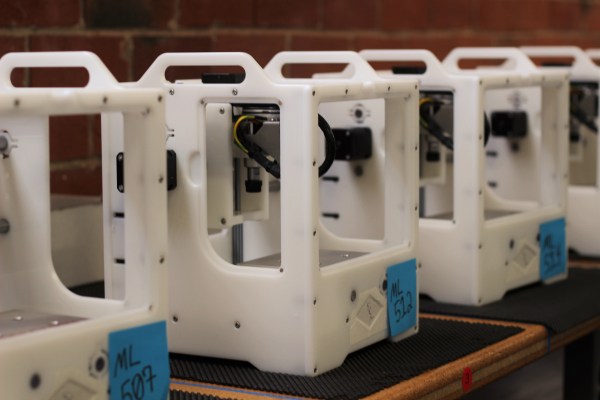
The Othermill is a serious machine, and with the recent release of the Othermill Pro, it’s only getting better. The components are not bargain basement. This is something that could be more obvious, but it’s almost entirely made from US sourced parts, including the custom stepper motors. There aren’t any ball bearings that will start to make strange noises in a year. It can now cut 6mil traces in a PCB all day long. To put it into perspective. The Othermill Pro costs a third of the price of an equivalent machine from LPKF and has the same capabilities.