When you cut something out, you lose a bit of material in the process. Think of a table saw and the sawdust it produces, that’s the waste material lost in an area the width of the blade. It’s really easy to measure that, just measure the blade. But [James] started wondering about a good way to measure material loss from a laser cutter.
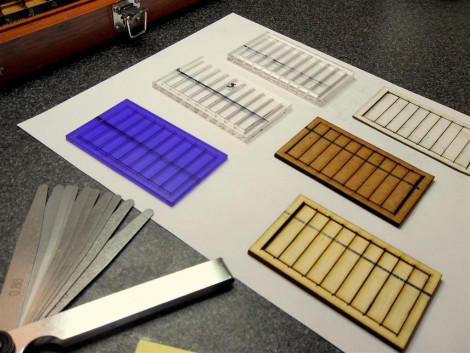
Why does it matter? If you’ve designed pieces that should fit together with each other, loss of material can lead to joints that aren’t tight. [James] figured out that the loss could be measured by making several cuts within a rectangular frame. You can see his test pieces above, with ten strips cut out of each frame. After the laser is done doing it’s work just slide all the pieces together and measure the opening created at one end. It helps to have an enhanced caliper to make the measurement easy to read. Now divide that distance by the number of laser passes and account for that dimension next time you design parts for the cutter.














Couldn’t you just weight it before and after?
you lose, not loose.
I think the word you were looking for when writing this post is “kerf”.
And how, exactly, would hold and max functions on your callipers help with these measurements? Surely you’re just taking one measurement.
Odd way of doing it.
I cut a 1cm X 1cm square and then take the caliper to it. Oh look I need to account for .1mm on each side.
“Loose a bit of material”?
LOSE THE HOUNDS!
Phlip: Sure, but how’s that help with figuring out the dimensions?
fartface: It seems a good way of amplifying the lossage if you don’t have tools fine enough to measure it on a single cut.
In typical CNC work you account for kerf by using a standard offset, called cutter offset. I would imagine that laser cutters are more than capable of this. Accounting for the kerf is all in the design.
I do the same thing, but I hadn’t thought to do MULTIPLE rectangles to make it a more accurate measurement. I’m definitely doing this tonight! Measuring the loss on a single rectangle just doesn’t cut it.
@kevin gunn taken 6th grade science yet? ;)
that’s called multiple trials or repeated measurments,measuring a single rectangle gives you almost no information from a statistical perspective.
And did the author seriously not know the term “kerf”? you’d think basic technical jargon would be a pre-req for writing here – “Think of a table saw and the sawdust it produces, that’s the waste material lost in an area the width of the blade. ” lol, nice definition of kerf at least…
also @ broken trace, you only use a standard offset in sloppy cnc work, any decent machine/machinist sets the offset EACH TIME by measuring the actual tool with a probe, in this regard a thermal probe might do the trick for measuring your laser cutters spot size at varying Z levels.
I believe broken trace is referring to a CNC in a manufacturing setting where the program is repeated many times with the same tool on ‘identical’ work pieces. Just checking the dimensions against the expected values to account for tool wear. The tool offset would only need adjusted at program set-up and after every tool change. A separate offset group being used for tool wear.
In regards to a laser tool offset, there ‘shouldn’t’ be any tool wear, or variations between programs. So the offset would only need to be set upon installation, and after any machine maintenance.
Just my thoughts.
@effigy: This is NOT repeated measurements nor multiple trials we’re talking about. That would involve measuring either the same rectangle several times (repeated measurements) or cutting many rectangles and measuring each (multiple trials).
This suggestion is to use multiple cuts to magnify the size of what you’re measuring (the kerf) in the same way an old tube-style rain gauge typically collects rain over a much larger area in order to make the measurements more representative and easier to read.
Yes, this is a “doh” moment for me since I should have thought of it myself, but I figured that since you’re being snarky at should at least point out that you’re wrong about your “basic technical jargon”. I believe by your own standards you now have to refrain from further postings here. :-)
@danman1453 take a look at the actual write up [James] tested several different materials and the average kerf varied from 0.125 to 0.20 so you need to measure each time you are cutting a different material(that is if you want that degree of accuracy)
Measure the nominal length of cuts, easy enough, you know the dimensions of all the pieces, since you’re feeding a dimensioned file to the cutter.
Weigh the stock before, weigh all the cut pieces and leftover after.
(W.stock – W.pieces)/L.design = W.kerf/L.unit length.
Knowing the density of your material, you can calculate back to the width of the kerf.
Probably a more accurate method than fiddling about with calipers measuring multiple pieces.
We did that with precision dowel pins at the first place I worked at for holes and use the calculated values for the machines offset (a standard feature on the big laser cutters), in fact the first exercise they had me do was making some washers and testing them. I hadn’t used feeler gauges since that topic hadn’t been brought up, but I imagine it would have at some point.
OT: Well, we got “lose” and “kerf.” Now how about “its” and the multiple comma splices?
Good writeup? possibly. usefull, not realy. Do it right.
I know my focus distance, and my kerf width for each material/thickness I use. I take this into account when I cut a part, I use a good CAM system, and I set the tool width to the laser width (kerf), and I cut on the outside of the line.
And my parts are all +/- .003″, within the typical .005″
@ password
Ouch. That is huge. I shall sit reaffirmed in my belief that laser cutters have inferior precision.
Wouldn’t it have to be divided by two afterwards? Usually, you set the laser to cut right on the line, which means it cuts away half of the part’s material, and half waste.
Will is right.
But this is useless. I laser cut interlocking 3D frames all the time, in fiberglass too, so I use a very high level when compared to wood or plastic. That little kerf is good; parts actually fit together without painful filing. while maintaining a tight fit.
@effigy
“you’d think basic technical jargon would be a pre-req for writing here…”
Thanks. I needed a good laugh today!
Wes: What are you, kidding? If I was going to get all worked up over people fucking up simple stuff like apostrophes and clause boundaries, I’d have killed myself by now. Hell, I wouldn’t even have bothered to say anything about lose/loose this time, except that I had a clear shot at a dribbling pun.