
[SuperUnknown] has revealed a secret project he’s been working on. He’s cooked up an EDM attachment for 3D printers, or any CNC machine for that matter. Electrical Discharge Machining (EDM) is a method of using sparks to machine metal. EDM isn’t a new technology, in fact commercial machines have been around since the 1960’s. If you’ve ever had an arc scar up your multimeter probes, you’ve unwittingly done a bit of EDM.
The theory behind EDM is simple: High voltage between the tool and workpiece causes sparks to jump between them. Each spark erodes the workpiece (and the tool). Big EDM machines perform their magic in a liquid which acts as both a dielectric and a flushing medium. This liquid can be anything from deionzed tap water to specially formulated oil. [SuperUnknown] is using good old-fashioned tap water.
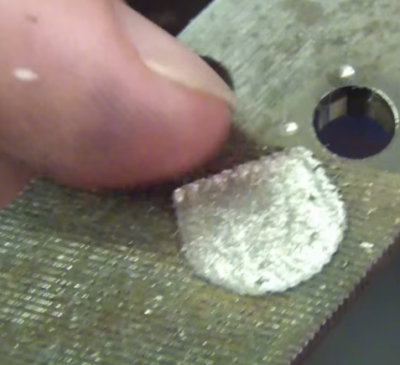 As you can imagine, a single spark won’t erode much metal. EDM machines fire tens of thousands of times per second. The exact frequencies, voltages, and currents are secrets the machine manufacturers keep close to their chests. [SuperUnknown] is zeroing in on 65 volts at 2 amps, running at 35 kHz. He’s made some great progress, gouging into hardened files, removing broken taps from brass, and even eroding the impression of a coin in steel.
As you can imagine, a single spark won’t erode much metal. EDM machines fire tens of thousands of times per second. The exact frequencies, voltages, and currents are secrets the machine manufacturers keep close to their chests. [SuperUnknown] is zeroing in on 65 volts at 2 amps, running at 35 kHz. He’s made some great progress, gouging into hardened files, removing broken taps from brass, and even eroding the impression of a coin in steel.
While we’d love to say this is a free open source project, [superUnknown] needs to pay the bills. He’s going with crowdsourced funding. No, not another Kickstarter. This project is taking a different route. The videos of the machine will be uploaded to YouTube and visible to [superUnknown’s] Patreon supporters. They will also be available for rent using YouTube’s new rental system. [SuperUnknown] has pledged to figure out a way to make the content available for starving college students and others with limited incomes.
Based upon his previous adventures with lil’ screwy, his homemade 100 ton press, and various other projects on the Arduino verses Evil YouTube channel, we think [superUnkown] has a pretty good chance of making home EDM work. Click past the break to see two videos of the 3D printer EDM toolhead in action. We should mention that [SuperUnknown] is rather colorful with his dialogue, so make sure you’re using headphones if you’re at work.












I think you mean [Chris] a.k.a. [ArduinoVersusEvil] a.k.a. [AvE].
I have it on good authority (me) that the EDM kit will be max 100V @ 10amps continuous, with room for overclocking. ;-)
Different cutting conditions warrant different settings… more EDM vids in a week or three.
Is the tool head going to be a Wire Feed or Solid Rod style for the EDM process?
How do you easily/cheaply handle DI water production and ensure that you maintain quality water as it runs?
TDS meter, total dissolved solids. It essentially converts flowing current through a liquid medium to a parts per million count of particles not made of pure water. We use them a lot on reef tanks when we make reverse osmosis and dionized water. A reading of zero means the water isn’t necessarily conductive at all.
A TDS meter is great for measuring TDS values but fairly poor for producing DI water and maintaining the water that is constantly flowing over the EDM electrodes. I was referring more towards the production of the DI water. It’s possible to do easily with DI resin but the resin is very expensive and doesn’t last too long if you are feeding it poor quality water (like, say, most tap water).
Actually, an inline tds meter like sold with many ro/di systems would work fine. As water passes through the line, the electrodes read real time the conductivity of the water.
What makes you think a tds meter isn’t a good way to confirm nearly pure water? Most dionized water filters deplete rather quickly in the presence of tap water. He’d be better off filling up a container with distilled water and pumping that water to the container, wire up a tds meter that as tds climbs to over a certain value, pump in fresh distilled water, flush old water, till the value comes down. Easy peasy.
Sorry, I wasn’t following your question. To answer, he’d use either distilled water or he could produce his own water with an RO/DI unit. Something that does at least 10gpd should produce enough flush water. Hell, at 100gpd, all he really needs to do is put the product water into the work area and let it overflow, with a drain to catch it. It will constantly refresh the water that way. The DI resin would last several months. A new canister is about $40.
Has to be a die sinker. Still a very handy tool.
Congratulations Chris, I noticed you’ve gotten another 10,000 new subscribers in the last two weeks! Now ‘put your head down and pull the fucking cart’. Looking forward to the new vids!
If you need the assistance of a computer science dropout who is on disabilities and can’t paetreon but can code (and build guitar effects pedals) then just let me know how I can offer my time to help.
See, open source fanatics, this is called “he doesn’t owe me shit, but maybe I can trade my knowledge or work for this information”… it’s like bartering.
Pedals? Where? 🧐
[Brian] made the same comment. After exhaustive research, I went with the username he’s been using in the comments of his posts here, as well as on Reddit. I’m sure he’s been called worse things :)
Well, hell. I never noticed Chris used a different username on Hackaday. Noted.
No Open Source. Browser CLOSED
Yes, because it’s not useful at all to consider concepts without being able to get your hands on everything the person developed in a package you want to work with.
Welcome to the real world, child.
What does that even mean?
The real world is controlled by gains. Not everything will be open source. This guy isn’t selling something built on closed source. He’s selling the source, so you can build something the closed source and real world builds and sells for insane profits. I’d say he isn’t asking a lot for his efforts. At least he’s willing to teach your for a small price.
I don’t know why people on the internet get so indignant, and act so insulted, at the concept of someone trying to make a living off their efforts. You’re acting like he’s the greedy one by not giving you all his work for free.
Grow up.
Absolutely right. Anybody is free to do some research and development and studies himself or buy information or services if he wants. And of course anybody is free to offer such for sale or exchange in any way.
at the point your 3d printer is no longer additive, can you still call it a printer?
It just prints air in a volume of metal.
There are (I’ve mentioned one before, the ZX Printer, and also the data-plotting instrument printer the ZX Printer was based on) printers that take paper with a very thin coating of aluminium. Beneath the alu, is a black backing. A large contact makes a low-resistance connection to the paper’s coating. The “print head” is just a moving metal clip that can emit a spark. By the spark burning away at the alu , the black is revealed. Doing this, you can do fairly low-res printing. So that’s a subtractive, electrical discharge 2D printer. So why not!?
The whole thing ran on one little cheap DC motor, with an optical rotary encoder, manufactured as part of the printer, not a separate, bought part.
I remember. And as these printer only printed one pixel-line at a time the print-out was a little “italic” (could be to the left or the right side) or wobbly. You could even see, that it used two print-needles on the belt and if there position was not precisely symmetrical and one line-length apart, every second pixel line had a small offset.
Here are some useful EDM resources:
* free EDM handbook: http://www.reliableedm.com/Complete-EDM-Handbook.php
* Yahoo group: https://groups.yahoo.com/neo/groups/EDMHomeBuilders/info . I believe you have to join (free) to access the files. Lots of info including schematics.
Fact: Ben Fleming (yahoo group admin.) is a self important goof.
This project looks UltraMega OK.
My RepRap gets crashy if I get my phone too close to its many exposed wires. How do you protect the printer electronics from the arc-y, spark-y stuff?
shielded cables mostly, a standard on any decent CNC machine build.
Oh, damn. Can you get a video of that? Please?
I had some serious RF interference at the MRRF two years ago – worse than vintage computer festivals where people were playing audio by blinking address pins. I’d love to see evidence that RF goes the other way in repraps.
Oh yeah – steppers are nasty EMI beasts if you don’t properly shield the wires.
Probably it needs some 10pF capacitors at the right places.
Comments: you’re over thinking this. Power supplies in the 60’s were vacuum tubes at maybe 100 watts each. 6AQ5 could be pushed to 50 watts for a short while.
Watts= volts x amps so: lots of volts, you dont need so many amps.
wire it up so the electrode is the most minuus.
You need coolant to not erode or warp the electrode. The oil is conductive.
But what can I possibly know about this?
I’m not sure if you’re trolling or not – but the oil (or water in this case) is most definitely non-conductive. At least until you hit the breakdown voltage that is.
Step 1: Build 100 Ton Press
Step 2: DIY EDM/spark erosion of a coin in to steel
Step 3: ???
Sounds legit:
http://www.coinauthentication.co.uk/newsletter11.html
My prediction: future blog updates include a medallion/portrait lathe and/or a legal defense fund.
can the legal defense fund be paid in change?
Wait. He’s also been doing some prospecting…..
And melting copper in an arc furnace… https://www.youtube.com/watch?v=Z_URmvxAoCo
This RAM EDM attachment requires a very precise mechanism to produce clean pockets. If your Z is moving about, your quality will be off.
EDM fluid is dielectric, does not conduct (looking at plotrsko).
Many EDM electrodes are either graphite or copper, graphite can hold finer detail and last longer, but copper is easier to machine for simple stuff like burning out a tap. They have “tap burners” that do just that.
RAM EDM machines will spark, raise a bit to flush, then return to the cut, all in a cycle. Flushing is important to get a clean result.
Commercial EDM machines use filters to keep the eroded material out of the coolant so the coolant does not become conductive, I’d recommend some sort of filter or catch (I saw the magnet, but not all materials are magnetic).
EDM power supplies aren’t hard to build. Don Lancaster published a circuit decades ago, which I built and works quite well. Uses an incandescent lightbulb as a ballast.
(Don’s circuit was in “Hardware Hacker”, which is probably available somewhere on the net.)
I was able to drill a hole in an aluminum block using a piece of 14-gauge romex copper wire as an electrode.
EDM has a lot of potential, but one aspect has me stumped: The electrode wears away as the hole is being etched. Because of this, you can’t tell how deep your pocket is, and you can’t make accurate pockets. Through-holes are fine, because if an unused part of the electrode fits through without sparking you know it’s done.
If anyone can come up with a way to measure the depth of hole or the remaining length of the electrode, they could make some pretty amazing technical advances.
Interesting, I wonder what the rate of wear of the copper electrode is compared to the work piece, 1:1? 100:1?
For measuring the depth of a hole I bet it wouldn’t be that hard to periodically shut off the primary discharge circuit and move the head down until it senses electrical contact via physically touching the workpiece. Then you how much the electrode has worn out and you can adjust your parameters accordingly.
Here’s a link to that Don Lancaster article btw. http://www.tinaja.com/glib/hack63.pdf
With both brass and copper rods, I’ve seen 1:1 to 1:5:1, i.e., 1 1/2 inches consumed for every inch deeper you get.
It’s a good idea, but you don’t know how much your electrode has worn away. Additionally, the electrode wears unevenly – a flat-end piece of copper becomes rounded and thinner.
I was thinking of maybe having a thin electrode (wire) protruding through a glass eye-dropper. When the electrode wears away you just push more of it through the tip, and the glass part never gets worn away.
This has problems, but you could use a curved glass tube to EDM inside overhangs and other interior features.
Perhaps you could detrmine the amount of electrode sticking out (and in turn how much has been taken away on the other end) by turning off the main power circuit, then measuring the capactiance between the electrode and a fixed point elsewhere underwater
Another idea would be to vary the output voltage (and current). It can be known how much voltage it takes to jump a specific gap in a specific medium. Just crank up the voltage until you detect a discharge. Low current means you don’t EDM when you don’t want to. If you also combine this with cutting the PS and moving down until contact, you can figure out if your medium (Oil, water, or whatever) is too conductive, by comparing the discharge distance with the contact distance.
I realize this is very old but.. I think an easy way to achieve a precise depth is to use a strategy common to most drill presses: a “depth stop”. If you build that into the chassis you can easily manage pockets. IMHO, I would perform the work in at least two passes. A rough cut then use a new probe to make a finishing cut.
Good electrodes have a hole inside where the fluid cool the electrode and most important flush the debris away.
As for DI water filtering, deionizer cartridges with paper filter and a big decantation reservoir are used (in rev. order).
Now someone add this to the print head of a 3D metal printing head, and you have a magic wand that will make anything possible in conductive material. The mind boggles.
The eroded metal turns to dust, which is caught in a the pump filter. Dry that out, add a big laser, and you’ve got an SLS machine cooking :)
One characteristics of EDM that is common with 3D printing: it’s slow, very slow.
On the other hand, EDM cares not about the hardness of material and wire EDM is very precise. I recently cut an art piece out of Rockwell C 65 steel. Was originally a massive section of 2.5″ diameter linear bearing rod. Had no other way of cutting it.
I used to work for a company that had Charmilles EDM’s (they had mills, lathes, nearly everything CNC, plus cmms, etc). The EDM’s were run in oil baths (no heat stress parts, and any metal that had been tempered, stayed that way). EDM’s are very slow, but you can put the fanciest scroll work into the hardest tungsten carbide (normally they used 4145/4330 chromoly, but occasionally they would go with really hard, or light (titanium), or non-sparking (beryllium copper). The BeCu wasn’t ever EDM’d but carbide was. As others have said, you load in a program, push start, and then come back after a few hours. Half the work was making custom electrodes. The oil bath temperature had to be watched, the oil needed to be cleaned, and at least half the work seemed to be making new electrodes.
I normally don’t come back to read the HaD comments, mainly because I am a person and my Ego can’t handle being ripped apart by the smarkiest group on tinternets. But in this case, the sting was worth the honey. The commenters sussed out the works. So does that officially count for a non-official open-ish source project hall pass?