Electric discharge machining (EDM) may be slower than alternatives like laser cutting, water jets, or a milling machine, but for some applications there’s no alternative: it can cut through any conductive material, no matter how hard, and it leaves no mechanical or thermal stress in the workpiece. Best of all, they’re relatively accessible for a resourceful hacker, such as [Inofid], who recently built the second iteration of his desktop wire EDM.
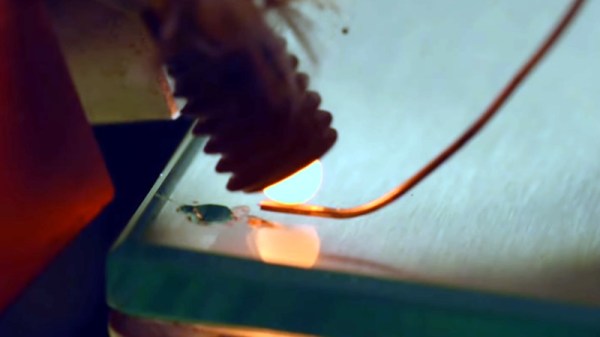
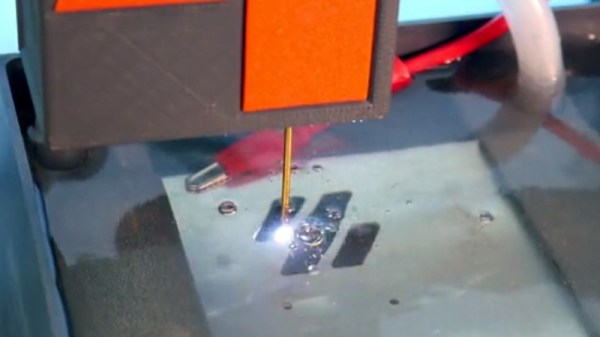
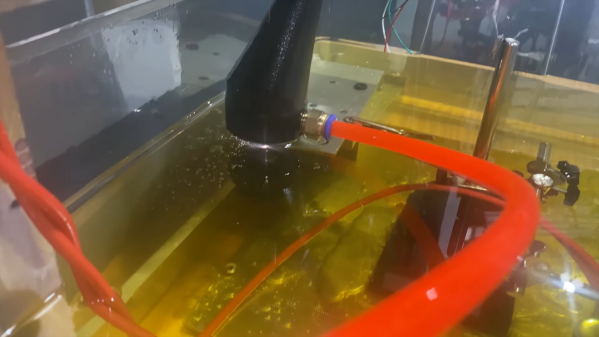
The EDM’s motion system comes from a cheap desktop CNC router, which had a water tank mounted in its workspace and had the spindle replaced with a wire-management mechanism. The wire-management mechanism needs to continuously wind a tensioned brass wire from one spool through the cutting zone onto another spool. The tensioning system uses two motors: one to pull the wire through, and one to maintain tension by slightly counteracting it, with a tension sensor and Ardunio to maintain the proper tension. If it detects that the wire has broken, it can stop the CNC controller. To keep the wire from breaking or short-circuiting with the workpiece, a current monitor counts sparks between the wire and workpiece and uses this to predict whether the wire is getting too close to the metal, in which case it slows down the movement.
As a first test, [Inofid] cut through a five by three centimeters-thick block of aluminium, taking two hours but producing a clean cut. To speed up the next cut, [Inofid] added a pump and filter to remove sludge from the cutting area. The next cut was an aluminium gear, and then a meshing steel gear, which took about ten hours but turned out well.
EDMs of various kinds appear here from time to time, particularly since the popularization of 3D printers. We’ve even seen one built into a lathe.
Thanks to [Keith Olson] for the tip!