A mill is one of those things that many hackers want, but unfortunately few get their hands on. Even a low-end mill that can barely rattle its way through a straight cut in a piece of aluminum is likely to cost more than all the other gear on your bench. A good one? Don’t even ask. So if something halfway decent is out of your price range, you might as well throw caution to the wind and build one.
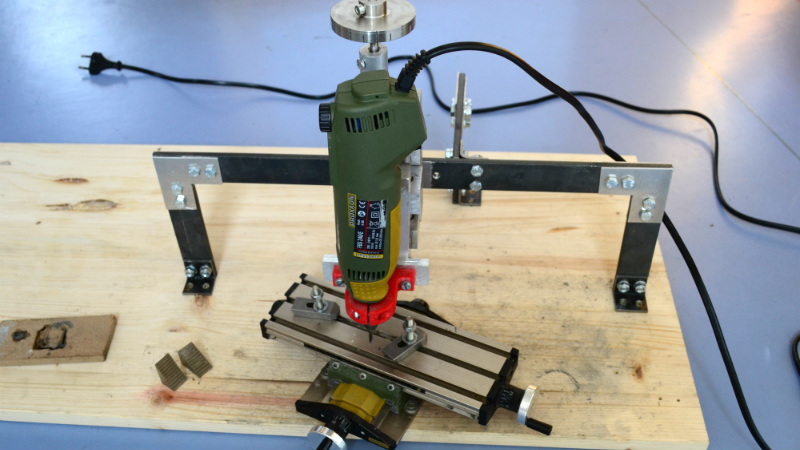
 That’s more or less the goal behind this extremely basic three axis mill built by [Michael Langeder]. Designed around a cheap rotary tool, it’s hard to imagine a more simplistic mill. Almost all the components are stuff you could pick up from the local hardware store, or probably even the junk pile if you were really in a pinch. It won’t be the best looking piece of gear in your shop, but it’s good enough to learn the basics on and just might be able to bootstrap a second-generation mill RepRap-style.
That’s more or less the goal behind this extremely basic three axis mill built by [Michael Langeder]. Designed around a cheap rotary tool, it’s hard to imagine a more simplistic mill. Almost all the components are stuff you could pick up from the local hardware store, or probably even the junk pile if you were really in a pinch. It won’t be the best looking piece of gear in your shop, but it’s good enough to learn the basics on and just might be able to bootstrap a second-generation mill RepRap-style.
Made out of scrap blocks of aluminum and some threaded rod, the Z axis itself represents the bulk of the work on this project. It gives the user fine control over the height of the rotary tool by way of a large knob on the top. It’s held over the work piece with some flat steel bars and corner brackets rather hastily cut out of aluminum sheet.
While the tool holder is 3D printed, you could probably hack something up out of a block of wood if you didn’t have access to a printer. The only part of the mill that’s really “cheating” is the cross slide table, but at least they can be had for relatively cheap. If you really wanted to do this with junk bin finds, you could always replicate the Z axis design for X and Y.
If you’re not looking for something quite so austere, we’ve covered slightly more advanced DIY mills in the past. You could always go in the opposite direction and put a cross slide vise on your drill press, but do so at your own risk.













Keep in mind that under load motor of this Proxxon drill is rated for 20% duty cycle (15 mins).so it’s a comedy, not a mill.
It depends entirely on what you want to mill. If you’re milling out floral foam or wax, the Proxxon is probably fine. Wood or aluminum, not so much. Steel? Probably out of the question.
Steel is *probably* out of the question? rofl
The builder claims he has cut “construction steel” with it, which I’m guessing means hot-rolled steel angle or channel stock. No pictures, no description of the experience.
I have a similar cross-slide table, and i bolted it to one of those drill-press rigs you can put a common power-drill in. To that I fitted a dremel router attachment to hold a dremel tool. And I made some adjustments to take the lateral play out of the mount.
It sort of worked for milling plastic… for a bit… and then the internal coupling in the dremel disintegrated. It was probably old, but even so, i don’t think that little rotary tools like that are very happy with side-load.
The featured rig would be an improvement.
I’m missing something. In what way do you believe the problems you experienced would be improved by replacing a Dremel rotary tool with a Proxxon?
Proxxon tools look similar to Dremel but they seem to be more robust. I’ve had this exact motor for more than 10 years. This is not a milling tool, but it can handle brass and aluminium fine if you are gentle. Take a small bite at a time, move slowly. The motor still does well, although the bearings need replacement.
Realistically, a used serviceable round column mill can be had in most of the US for <$1000. Not cheap, but on the value/cost curve, much better than this. Hang out on craigslist and estate sales and you can do even better.
You'll be able to hold dimensions fairly easily and can cut steel without too much of a problem.
The problem with building a true mill is that there is little in the way of cheap/lightweight parts to use. Dampening is the name of the game, and cast iron is used because it is the best material for the job. Short of pouring your own, it's difficult to fabricate something decent (Epoxy granite might be a way forward, but I have no experience with it).
Best buy for the money is a used VMC. Some shops will straight up give you their old ones if you can lift them and get rid of them. We're talking about ~15,000lbs of high quality, pro grade machine for pennies on the lb, if you pay at all.
If you've got a two car garage, you can fit a VMC.
The true masochist can build a gingery style mill that’s less accurate than your drunk uncles clapped or bridgeport.
For aluminum, a decent wood router can make chips fly.
yeah VMC are great, but be prepared to haul a multi-ton machine generaly, which will cost you arm and leg to retrofit and a hefty three phase power supply.
And these are production machines, so if they are giving them for peanuts, that means they are peanuts in the end.
Better find a smaller machine in a maintenance departement, appart for being not maintained well, these will have seen little action. Company closure are also a great source of cheap iron.
There was a nice series of videos posted here a few years back of a mill made from high performance concrete:
https://hackaday.com/2016/04/25/a-polymer-concrete-diy-cnc-with-no-perceptible-budget-in-sight/
All of these hand grinder mill builds are recipes for frustration. The main problem is the bearings. Hand grinders are notoriously poor for end play and runout.
Some of them use a greased Bushing eventually it heats up dies or melts the shell of the tool warping it quiet well
So if something halfway decent is out of your price range
…then aim even lower. Mission accomplished. What actual need could this thing possibly fill?
Looks like, at a minimum, the rotary tool needs a second bracket to keep the upper part steady.
That’s what I thought, but after reading your comment, I think I see a second bracket in the main photo
Nope. The only thing holding the rotary tool in place is that red plastic thing.
Ah, I misread. I thought we were talking about the black C frame the supports the rotary tool.
I don’t recall ever seeing this one: https://www.maslowcnc.com/
It was a kickstarter some time ago, now they have the BOM/partslist + source and software for a 4’x8′ or larger CNC with (currently) 1/16″ or higher precision.
Parts should run around $350 per the site.