
It’s safe to say most Hackaday readers would love to have a mill at home, or a nice lathe, but such equipment isn’t always practical for the hobbyist. The expense and amount of room they take up is a hard sell unless you’re building things on them regularly, so we’re often forced to improvise. In his latest video, [Eric Strebel] gives some practical advice on using a standard drill press to perform tasks you would normally need a mill or lathe for; and while his tips probably won’t come as a surprise to the old-hands out there, they might just help some of the newer players get the most out of what they have access to.
[Eric] explains the concept of the cross slide vice, which is the piece of equipment that makes machining on a drill press possible. Essentially it’s a standard vice, but with screws that allow you to move the clamped piece in the X and Y dimensions under the drill which can already move in the Z dimension. For those counting along at home, that puts us up to the full three dimensions; in other words, you can not only make cuts of varying depths, but move the cut along the surface of the work piece in any direction.
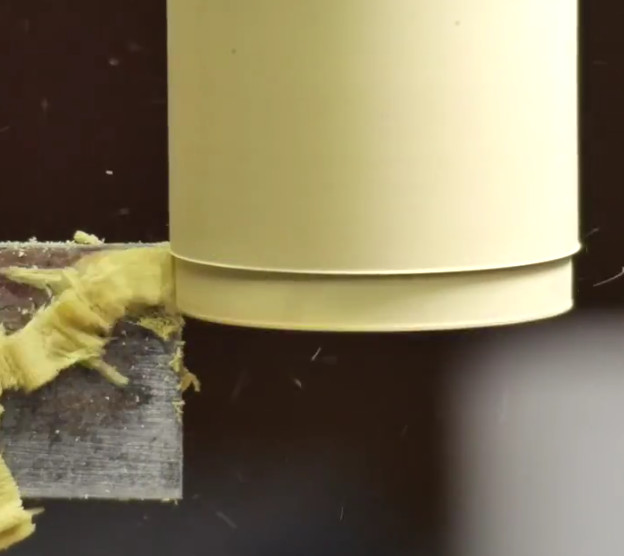 You can even turn down a (small) piece of round stock by placing it in the chuck of the drill press, and putting a good chisel in the cross slide vice. The chisel can then be moved up against the spinning piece to make your cuts. We don’t suggest doing anything too heavy, but if you need to turn down something soft like a piece of plastic or wood to a certain diameter, it can do in a pinch.
You can even turn down a (small) piece of round stock by placing it in the chuck of the drill press, and putting a good chisel in the cross slide vice. The chisel can then be moved up against the spinning piece to make your cuts. We don’t suggest doing anything too heavy, but if you need to turn down something soft like a piece of plastic or wood to a certain diameter, it can do in a pinch.
[Eric Strebel] is quickly becoming a favorite around these parts. His well-produced videos show viewers the practical side of product design and in-house manufacturing. We recently covered his video on doing small-scale production, and there’s plenty more invaluable info to be had browsing back through his older videos.
The quest to do machining without actually having a machine shop is certainly not new to Hackaday. There have been many different approaches to solving the issue, but picking up a decent drill press and cross slide is a first step down the rabbit hole for most people.














I was always told never to do that to a drill press. It will ruin the bearings
Or cause the chuck to fly off and give your face some unintentional cosmetic surgery
“Rapid Unscheduled Cosmetic Surgery” or even “Rapid Unscheduled Amputation”.
Facetime
The cheepo mini drill presses just have a rod through 2 bearings with a chuck on one end and a pulley on the other. Nothing to fly out under side loads, and as for bearings, those easy enough to replace.
“Nothing to fly out under side loads”
maybe the chuck, being held on by nothing more then a Jacobs taper?
Those were my first thoughts, when I heard “machining on a drill press”. The main tip is don’t. The bearings aren’t designed for lateral forces. You may as well just twist drills instead of mill bits, since they aren’t designed for lateral cutting either. It won’t work well, but you get extra points for doing two things you shouldn’t.
Can someone elaborate on the “bearings not designed for lateral forces”? The only drill press I’ve ever disassembled had normal ball bearings in addition to a single thrust bearing. Those normal bearings should be able to take radial forces quite well, and are much sturdier than the bearings on the (admittedly crappy) spindle on my CNC3020.
This random image looks similar – how are those bearings not able to take the relatively light lateral forces involved here?
http://photobucket.com/gallery/user/akg414/media/bWVkaWFJZDoxMDU1OTQwNTE=/?ref=
The shaft in a drill press isnt sufficient for lateral forces and will bend slightly.
Rotation with the shaft bent will wear i out very fast and it will break.
The biggest problem is that drill chucks are generally not threaded on, but pressed on a tapered shaft. Side loads will pop the chuck off the tapered shaft. It’s possible that some drill press chucks have retainer bolts, but none that i have messed with did.
Yeah, taper coming loose seems like a valid reason.
The shaft bending sounds just an issue about not overloading it, which applies to any machine.
Over thinking every little detail. Just slower speeds and low pressure laterally. Duh.
It depends.
Many of the low end drill presses don’t use thrust bearings in the quill. They use radial figuring that the allowable axial load won’t be exceeded. These can handle a lot of lateral, within the limits of a small, likely soft spindle shaft and low rigidity for the quill. They are good for the drill press sanding drums (other considerations apply) and light lateral loads.
The rule DOES hold for any press with a proper bearing at the end of the quill.
Ben: Likely, but not a guarantee. Most current low end drill presses have no retention other than the taper. Fine for drilling, not for lateral. Some current and many older models (older means pre Taiwan imports in the 1970’s and 80’s) have a retaining collar for the chuck that threads on to the end of the spindle. These can take a lot of lateral. as long as the collar is snugged. If you want to see an example, MrPete recently did a video showing one.
In any case, I would not use a sharp tool like a turning chisel anywhere near the drill press, as, chuck separation notwithstanding, most drill chucks do not hold well against lateral loads, even if the small contact area doesn’t distort the material causing it to walk.
As a longtime machinist, I’d like to add my $.02
Also, after being a working machinist for over 2 decades I still have all eight fingers (kidding), along with everything else, and have every intention of keeping it that way. The way you do that is to refuse doing things that could quickly “go South” and using a drill press as a mill is one of those things to NOT do. As mentioned, the chuck is fit to the spindle with a gradual taper which holds it in essentially with friction. The fact that you can get away with it, maybe forever, does not forgive that the chuck COULD come loose at high speed at any time and won’t stop until it does damage – at best to your shop or tools and at worse to human flesh and bone. To use a drill press to do milling is very dangerous and to write an article promoting it is irresponsible in my opinion. Same is true for trying lathe operations in a drill press. Don’t do it… don’t try it. It doesn’t matter if a milling machine cost $20 grand because that is a pittance compared to the cost of serious injury just in dollars alone, let alone a lifetime of disability due to one stupid move.
Milling machines are made such that things won’t fly apart doing what they were designed to do.
The problem with using a drill press isn’t the bearings at all other than wear may cause them to have play which will probably cause vibration (chatter) eventually. While they are typically much lighter-duty than a drill press and not specifically designed for radial loads, it’s also not a big deal to replace the relatively cheap worn bearings in a drill press anyway and it would take quite a lot to wear them out, so the bearing issue is almost entirely a myth. Milling machine bearings aren’t always, but are often much more expensive (like $300 – $700 for a set on a spindle), but since they are designed for the job, they last a very long time too.
On top of that, a drill chuck is designed to hold a wide range of bit sizes and the way it does that is collapse in on the tool with basically a pointed “V” on each of 3 jaws. A milling tool holder (collet) is made to hold only one size and you use one made to specifically fit the size of the cutter. This necessitates the need for a set of them to fit a range of cutter sizes, but it holds firmly and more safely. In a drill chuck, the hard steel or carbide cutter is likely to slip in or out and may trash your part dimensions or maybe the part altogether. In this regard, you’ll PROBABLY notice things going awry before things really go bad and get unsafe, but you never know.
So you should conclude that just the picture shown in the authors article caused me to cringe. Just the sight of a photo of an endmill mounted in a drill chuck on a drill press makes me shudder. GAAAH! It’s highly risky and likely to go very well, but can easily lead to injury.
“they might just help some of the newer players get the most out of what they have access to”
The ignorance of the danger here is evident from both Mr. Stobel and the author of this article. The poor “newer players” are better served by clearly explaining why NOT to do this rather than encourage them to experiment this clearly dangerous methods. What they “get the most out of” trying this might be way more than they bargained for. It is my opinion that this article NOT be deleted, but an addendum added AT THE TOP about what everyone involved didn’t know and what they learned by having it posted here. That would serve the readers well rather than keep them ignorant. The fact that you didn’t know is not surprising. Believe me, I understand why this seems to look like a lightbulb idea maybe – a drill press looks so similar in form to a milling machine. But there are important differences. I thought the same thing when I was young (yes, I did this with wood once, and yes it came loose within less than a minute and no, luckily I was not injured).
Thanks for your time.
Bah! the sentence “GAAAH! It’s highly risky and likely to go very well” was meant to read “NOT go very well”
And since I’m here I’d like to add that since a drill press is typically not nearly as rigid as a milling machine, it’s more likely to start vibrating maybe a little or maybe more, and vibration will increase the chance of the tapered fit working loose. Oh the humanity. Just please don’t.
Bah! Another correction…
The sentence “While they are typically much lighter-duty than a drill press” should read “While they are typically much lighter-duty IN a drill press”
That’s why your a machinist and not an author ;-)
Hah! No kidding. I probably could have pared it down to half the words too if I was any good. I found three more errors, but they don’t affect the content. I think I’ll go do some machining now ;)
I just noticed…
It’s a little ironic that the first four words of the article are: “It’s safe to say”…
Maybe he just forgot to follow that with “… just not to DO.”
vinito64: To many people, saying “It doesn’t matter if a milling machine cost $20 grand because that is a pittance compared to the cost of serious injury just in dollars alone”, is tantamount to saying “if you don’t have $20,000 to blow on a machine, you must never make anything that requires a lathe or milling machine.”
This elitist attitude is similar to the one I’ve heard many times: “why would you build your own airplane, when you can buy a cheap used Cessna for $20k?” It’s based on the assumption that only the rich should be free to do what they want. If you notice the things that [Eric Strebel] is making on his improvised lathe and milling machines, they are made of soft materials, specifically PVC and Bondo. It is unlikely that these are going to overstress the bearings, shaft, or even the taper holding the chuck in place. So maybe it would be appropriate to say “don’t try this with anything harder than wood or plastic”, but just issuing a broad “you can’t do this” is not something I think would sit well with the typical Hackaday reader.
[BrightBlueJim], I think you misunderstand [vinito64]’s point. I would be entirely unsurprised to hear that an errant chunk of end mill or drill causes over $20k in medical charges via any number of routes – chunks deep in the eye as mentioned below, medevac services because a larger chunk lacerated your throat and now you’re bleeding directly into your own lungs, etc. etc. Or, if you prefer, you can leave that nice chunk of carbide in your eyeball and probably lose the eye entirely, plus get a nasty infection.
Nobody here wants to discourage anybody from making things, in fact we’re all gathered here to appreciate what people do on their own, often at substantial risk to their person and/or finances. But it behooves people to be aware of the consequences and risks, and I think that many people would rather drop $20k on a machine than take a gamble on $20k in medical bills plus disfiguration. Or, third option, pay a machinist or buy some time at a shop – don’t many of these hackerspaces have these kinds of machines? Isn’t that one of their primary reasons for existing?
Maybe other people would be willing to take that gamble (to each their own), but speaking for myself I would not. I’ve developed an appreciation and awe for the amount of energy individual people can harness every day, from observing failures (machine and human) and from running the math. Shit’s bananas, and the human body is nothing more than tissue paper to equipment like this.
And as much as I love the idea of building my own airplane (well, my own everything), that is fraught with risks. Commercial-off-the-shelf solutions exist for a variety of good reasons, including the fact that they are designed by a team of people doing this 9:00-17:00 with (collectively) multiple lifetimes of accumulated knowledge and the budget to perform long-term fatigue and failure-rate testing. Sure, nothing in this world is truly guaranteed, but 9 times out of 10 I’ll take the option with an entire team of people working to make sure it’s not going to take chunks out of me. As a concrete example: I am well aware of the failure of the Therac-25 (HaD link: hackaday.com/2015/10/26/killed-by-a-machine-the-therac-25/) and how common programming and configuration errors are (Prius unintended acceleration, various computer breaches in large companies, etc), but I was perfectly happy to dump most of my life’s savings into having my eyes lasered to get my vision corrected. Mistakes can always happen, but they are rarer in teams with substanital testing & verification than they are in “lone-wolf” scenarios (when the tasks are of equal complexity and risk).
So sure, saying “this can be done, but it carries substantially-increased risk and is not recommended” is probably better (and more in the spirit of Hackaday) than “don’t ever do it”. We can probably agree that “don’t ever do it” is an oversimplification, but I think it’s a reasonable one for the following reason: By the time someone knows enough to assess the risks inherent with doing it, they will see the simpification for what it is. In the end, pretty much everyone it stops from doing this are the people who lack the knowledge and experience to understand the risks they are taking.
But don’t pretend that saying “don’t ever do it” somehow ‘elitist’ – you’re sounding like a college millennial. It takes time and effort to do things right, for some things more time and effort than others. Anybody is free to put that time and effort in by themselves, paying the costs in time and effort to reinvent the wheel, or you can just spit a fraction of that time and effort out to another group of people in the form of money and get, often, something better. Speaking for my own country, everyone is free to pursue effectively whatever they want, in work or play. But freedom to pursue it is no gurantee that you will get it, and the difference between the two is up to you.
motonnerd: You don’t seem to understand the point of MY comment. vinito64 makes the comparison between $20k for equipment vs. $20k for fixing the damage, as if the $20k for equipment was an option. Which is fine if you’re working for a big company that can buy that shit FOR you, but is way out of reach for most individuals. And the number of examples of groups of people working together to make crap that will kill you goes way beyond your few examples. I fully understand the comparison he was trying to make, but it only illustrates his bias against people without unlimited resources, AND it starts with the premise that using a drill press in this way has some likelihood of causing more than $20k of damage, which as others have pointed out is just way beyond what’s likely.
motonnerd pretty much echoes my thoughts already.
But… just wow.
How much machining have you done, Jim? I’ve done this for over 30 years (I underestimated in my first post). I still machine stuff every week day and I have trained countless others in the field. There’s a reason safety is taught before moving on to any other facet of the subject. It’s VERY easy to hurt yourself around machine tools when you aren’t tuned in to where the dangers lie. It’s not even difficult to be killed by a machine tool if you do the wrong thing, and injury or death happens faster than you have time to react EVERY time, so it’s a good idea not to become aware of where the dangers are. Honestly I’m only trying to help.
Quite a leap to label me as an elitist for pointing out a danger that was evidently overlooked by both the author and Mr. Strebel. You totally missed my point. I wasn’t saying that everybody should just go blow $20K on a milling machine and “do it right”. I OBVIOUSLY was saying that once you mangle a tendon or few in hands or arms (easy to do) or lose an eye, then milling on the cheap with a Morse taper spindle becomes a regret rather than the clever idea you thought it was. If $20K sounds like a lot of money (and it IS), then how does it possibly make sense to take the chance of it easily costing that much in medical bills to fix you if you get seriously hurt? Being aware of a danger then deciding to just go ahead and hope nothing goes horribly wrong is not a bright idea, but if folks want to do it anyway then that’s their choice. I won’t laugh or exclaim “I told ya” because it’s simply not funny at all, but at least I did my part to point out a danger that isn’t easy to see if you don’t already know how the stuff works. I kinda felt obligated to do that much.
I’m actually a big fan of making things with less expensive tools using clever techniques rather than expensive machines. But relying on an unmodified drill press to do turning and milling is simply dangerous and not a good idea. You could take just one step further and figure out a method to lock the Morse taper into the spindle and I’d have less problem with it. That’s not a super-easy thing to execute well either, but it could be done inexpensively.
The fact that some have done this successfully, or that theirs came loose but not completely free, means nothing. It certainly does not mean there is no danger. You can use a bare finger to guide the solid metal of a circular saw blade as long as you avoid the teeth, but it doesn’t mean that is a good idea and the more you do these kinds of things, the better your chances of getting hurt. You could do this every day for the rest of your life and be lucky enough to not get injured, but there IS a danger of serious injury and that is just a fact. To encourage others to do it while offering false assurances of safety is wrong, unethical, maybe malevolent for all I know.
vinito64: oh, so now you play the “I’ve got way more experience than you” card. Okay, in those thirty years, how many times have you seen a chuck come off and do $20,000 worth of damage? Ditch the hyperbole, and give me the benefit of your actual experience.
I see. So “benevolent” wasn’t far off the mark then.
I had a detailed response but I decided I you are not bright enough to understand basic conversation anyway so I won’t waste my time.
You’re missing so many points by so far that it’s obvious you’re just a troll anyway, so I’ll not reply to you again. You’re obviously not reading what’s written and diving down some weird path with blinders on.
Or keep working stupid and get hurt if or killed if you want. I honestly care not. I cared about my co-workers who got hurt & killed and we watch each others’ back as best we can to help keep ourselves safe as the winds allow – you’re a total stranger to me so I won’t mind at all when you finally realize this stuff matters.
Carry on.
vinito64: I see, then. You have no experience that indicates the hazard you describe is real; you are just operating on superstition and rumors.
Some shop are dangerous more than you want to share from experience as you do not have the experience. I’ve not directly witnessed events, nor am I acting like I watch Faces of Death or Snuff videos… still… there are cases if you search the internet for strange events that have killed or maimed people. Without a doubt.
If you’ve worked in a corporate environment that is driving the cost of insurance and health care related expenses… the goal is to have “Right the First Time” and “Zero Accidents.” You design systems to mitigate the risk that say I did witness directly that my Dad would either come home shook up and warn to me in more detail than I wanted to know or have to care for him.
Sucks, though his accidents were more controversial for the era and in regards to toxic exposure like “Mexican Coolant” and “Nickel Plating” incidents that seem bad. Even if not the exposure during the working environment life cycle causation… idiots who don’t want to pay out pensions and live off the investors capital interest will mass murder to keep the money they illegal stole. Rather desperately if you grew up in mobville you’d know how deadly corporate leadership, union operations and hostile takeovers of companies can be. U.S. Presidents were even almost killed and killed over Union and Mafia issues from hostile takeovers of capital and assets.
Now, in regards to stories I haven’t directly witnessed the effects from other than missing limbs… there is the missing fingers from screw machines, steel rolls and rollers and presses (I think I’ve met people though am not in detail recalling who at the moment) and holes from high current high voltage not putting their one hand in their back pocket. I got the saw that “beep” and be carefully this and that every time I’d do anything or my Dad would even do electric work… No gloves, no long sleeves, when I had long hair that had to be in a pony tail tied back in the machine shop. I had to be on site as the first responder ready to resuscitate, transport, get transport or treatment, treat or the one that I wasn’t as sure about in regards to household (I think seeing at work scared him bad from the stuff he saw as a union steward and maintenance) knock him off with a 2×4 if he got stuck on the live line. Strange to me on some days. When you see accidents that kill or maim real bad… you get rather picky and can think worse case scenario and error on overboard. I think there used to be more drunks on the job and on drugs too at one time issues also. Same goes with emotional pervs or cheating issues. More not wise or not logical issues.
HaD comments never cease to amaze. I wonder how many people leaving these long rants even bothered to watch the linked video. The guy is “machining” plastic and wood, maybe some lightweight alu like the PC heatsink in the picture. Nobody is suggesting that you try and cut steel, or even saying it’s a very good solution, but if you’re trying to route out holes in a block or foam or something, you don’t need to go out and buy a proper mill for that kind of action.
Yes, the chuck could fall out. Somebody even linked to the AvE video where it happens. Guess what? The chuck falls down an inch, makes some noise, probably screws up whatever you were working on, and that’s that. Where can it go? It’s still going to be in the taper, just not engaged. The chuck would have to fall down ~5 inches before it came out of the taper, but it’s going to be in direct contact with the piece your working on so it won’t have the room.
Scary? No doubt, but I don’t see any more threat of bodily harm than half the stuff that gets posted on this site.
I see that you left basically this same comment on the creator’s YT video, and his answer seemed very fitting. We all know that a drill press is not a mill, nobody has claimed otherwise. Nobody has learned anything from these comments you are leaving, and the idea that the post should have an addendum about how you personally corrected their ignorance would be funny if it wasn’t so incredibly narcissistic.
Unless you are using a very chunky endmill (which you totally shouldn’t btw), the chuck falling out will probably break your tool, sending little sharp bits around. Not really that much of a danger unless they land in your eye (good luck getting carbide out of there, it’s not ferromagnetic like most steels), but still…cringe-worthy (talking from experience, done it as well, would not recommend unless very desperate)
A used light-duty milling machine is not all that much more expensive then a (usable) new drill press, but unlike the drill press, it’s suitable for both milling and drilling holes ;-)
I have done some milling using an end mill in a chuck, in a milling machine, when I needed to do something quick and didn’t want to bother with the collet. The chuck fell out exactly as described, but didn’t go flying because it couldn’t fall far enough to clear the taper.
Nothing much happened, but I could see the end mill striking the work and breaking (if you’re machining a hard material, which I wasn’t) and sending bits of metal flying.
Thanks to the comments here, I understand why the chuck fell and won’t be so lazy in the future.
Guys, sometimes it is NOT a morse taper! Sometimes it’s a taper about 78ths of an inch long and the chuck comes out, like out for real, the cutter hits the work piece and flies off horizontally and permanently removes your front teeth, but don’t worry, as it turns out you don’t actually need them!
p: I think you may be talking out the wrong end of your alimentary system. All drilling machines are designed to take axial loads, and every drilling machine I’ve ever seen had some kind of bearing designed to bear the axial load. If they didn’t, they wouldn’t survive the first big hole you tried drilling with them. You are not making sense.
Bearings are no different than the ones on my small lathe and mill. Issue is definitely the tapered chuck. A decent fix is to pull the spindle, take it to a real lathe and turn it down to 1/2-20 or 3/8-24 to thread on a chuck.
Except that what you are turning down to thread is a MT taper that fits into the actual spindle. The whole notion is ill advised, and frankly stupid. Do Not put side loads on anything held by a taper.
I can see that CarlosA is describing to machine that exact taper you are warning about down to parallel and then cut a thread suitable for a drill chuck onto it. Once that chuck is screwed onto the end of that spindle, no amount of side-load will disengage it, short of shearing off the newly threaded spindle end.
Although, if you have a lathe large enough for chucking up and machining the MT2 end of your drilpress spindle down (to 1/2″ or 3/8″), then it would be wiser to chuck the mill bit in the lathe chuck and attach your material to the cross-slide to to use your lathe to mill with.
Like milling, or anything really, on the mini-lathe that is harder metal or steel… the first part to be changed can be the spindle bearings. Replace with tapered bearings. They will take lateral loads better. Updating the chuck also with a collet chuck is a good idea too.
I recently found three videos I thought were pretty good and can use some improvements also for milling steel with a drill press converted to a mill.
I like this one in general for replacing the chuck and other improvements for milling:
https://www.youtube.com/watch?v=3menFwDDFOI
I like this one for making an indexing head (I think can be made more rigid from the looks of it):
https://www.youtube.com/watch?v=-ak4NzjeIjE&t=1s
Then AvE has the right idea… though not the complete follow through with the spindle upgrade:
https://www.youtube.com/watch?v=gXvaZImOTbc
In general some neat ideas in this articles video. I’ve been looking into aluminum and steel applications lately… so figured I’d jot down here before I forget.
“There have been many different approaches to solving the issue” should instead read “There have been many different approaches to trying to at least somewhat increase the ability to solve an issue while not really properly solving it while also introducing a number of downsides and potential negative things at the same time”.
It’s cheaper from a dollar amount though. Though maybe not from a time perspective. Plus the results will usually never be very good in comparison to doing it in a more traditional or proper method. Plus it can be considerably more dangerous.
Don’t get me wrong, I like using things in creative and novel ways. But using a Harbor Freight drill press as a lathe starts to get into the territory of just plain ill advised. You can skimp on things but only to a point and this feels like it is getting awfully beyond where you should be advising others to generally go as a normal type of thing.
“many different approaches to trying to at least somewhat increase the ability to solve an issue while not really properly solving it while also introducing a number of downsides and potential negative things at the same time”
Maybe this is your first time to HaD, but that basically sums up 80% of the projects on this site…so yeah. Thanks for visiting.
Just buy a milling machine. It’s cheaper than paying for a doctor to patch you up because you used a drill press for something it was never design for.
Harbor Freight has one for $700.00 and Ebay for similar prices. For a couple grand you can set up a nice metal working shop with lathe, milling machine, grinder, etc. Won’t be fancy but something that is safe and functional.
It also used to be common to add an axis to the compound slide of lathes to do horizontal milling, but most modern equipment really is not rigid enough to safely do this anymore. Those $700 mills usually use a nylon gear on the main quill, so make sure there is a documented rebuild kit available prior to purchase.
The run-out on this video from blown bearings is cringe worthy, and one could buy 2 mills with the number of bits he probably broke already.
People also used to make tires out of wood, but it does not mean people should…
=)
The little tiny milling machines are not much better than a drill press. That is about all I use my X2 for these days. I picked up an old Deckel KF12 for less than what I paid for the X2 and its a whole different experience. Its far more ridged than even the SX3 I have at work. The KF12 isn’t even a really powerful mill. Its a pantograph machine that I’ve locked down to use as a conventional mill.
Real machines are out there for cheap. I just picked up a big Monarch 16CY that will do 78″ between centers for $800 Canadian. I got my Deckel KF12 for $650 Canadian. It just take time to find the machines. It took 5 years to find my machines. Neither were really advertised. I found the mill when I went to look at a lathe. My father in-law found the lathe on the side of the road.
Both machines were not much to look at, but under all the dirt they were both functional. I had to replace the motor on the mill. The lathe might some work in the quick change gear box. I may have to make a new gear or two for it. Its currently functional but running rough.
/me looks up at the safety comments… I am SOOOO much in trouble here….
Flying drill press chucks are scary common if you try and mill. I investigated after having two loose chucks. I can confirm that the repetitive side forces are almost designed to loosen a drill press chuck, even when super tight and lightly loaded. A common mill spindle is designed to pull the collet up as you tighten a large nut at the top of the spindle. A drill press usually is just a wedge fit that gets tighter as you press the chuck down, and looser as you wobble it sideways. Do not do this unless you plan for ruined work and flying two pound chucks hitting you in the face. If there is a decent solution to this safety problem please advise and I will try it as I don’t care about the bearings and the chatter and the poor control. Sometimes it is still fun to make things work the way we want them to even if it under performs.
AvE has a good video on this, converting a cheap drill press into a crappy mill:
https://youtu.be/gXvaZImOTbc
At this point the chuck falls out:
https://youtu.be/gXvaZImOTbc?t=368
(fortunately it was at low speed and still retained between the quill and the work, so didn’t go flying).
He “solved” it by gluing the chuck in permanently. It is a horrible kludge and basically something you do on a throw-away tool.
That Proxxon XY table is NOT cheap. That EU company is very proud of their entire product range, even the items that are cheaply made.
Since the problem is the solely friction fit of a taper mount, a (kind of) solution is to figure out a way to mechanically retain the taper in the spindle, such as a taper pin, large set screws or something else mechanical. It’s still not great since pins or set screws are still much smaller (less strength) than a drawbar typically used in a milling machine, plus you’d have to do it in such a way that the retaining method at least holds the taper securely and better if it slightly pulls in in, all while not damaging the tapered bore (or making sure all burrs are removed). Still, tons safer than nothing. Not super simple, but could be done and while not totally eliminating danger, reduces it by a magnitude at least.
AVE’s super glue method explained in the video below was probably better than nuthin’, but I wouldn’t bet my flesh on it. If it ever did pop loose somehow, we’re back to having nothing but luck to keep it from flying out.
Ya : All of the above.
YES to all of the above concerns, however: for some older presses, like my 1945 Rockwell Delta DP-220, you can get different spindles which alleviates the “Rapid Unscheduled Cosmetic Surgery” (love that, BTW) problem caused by the jacobs taper.
I still wouldn’t go milling steel, but for light jobs on wood/plastic/aluminum, I’d be game with the right spindle.
The only things I’ve ever turned in my drill press is a small piece (1/8″ thick and about 2″ long) piece of poplar dowel to make a model cannon for a Napoleonic army diorama. I used a piece of fine grit sandpaper glued to a tongue depressor to shape the wood.
I sure hope the bearings in my drill press aren’t shot…
How did the facial surgery go?
Why not to use a router for milling?
FINALLY, an constructive alternative, instead of a useless “don’t do this” comment. Routers use a collet chuck instead of the murderous taper-mounted wedge chuck. The challenge, I guess, is the third axis. You can put an X-Y table under it, but you somehow have to position the router bit in Z.
The RPM is far to high for milling steel, it would work fine in softer materials with small diameter end mills. You then need to come up with a ridged way to hold the router and accurately move the router or the work in the Z axis. The high RPM scares the hell out of me. I can work next to my manual mill all day at 1000rpm. The 18,000rpm of my CNC router scares me. I typically don’t stand too close when its running. I’ve hit a clamp and sent them across the shop with the CNC router. It was like a gunshot going off.
Milling is all about having ridged constrains on all 3 axis. With out that you might as well do it by hand. To get rigidity you need mass. My milling machine weighs nearly 4000lbs. The CNC router weighs something like 2800lbs.
Will the motor on a router run with a rheostat or variable transformer so you can vary the RPM? I’ve not tested the motor on a router with something to vary the speed. Might be a project to take apart a router and rebuild on a different Z-Axis mount. Also, I’ve found an old Bridgeport mills on ebay go for as low as $1,000. I only see a not working CNC head on there for that price now. $400 more you can get a working head. https://www.ebay.com/itm/Bridgeport-CNC-Milling-Machine-Series-II-ONLY-Head-and-Electrical-Boxes/122164395058?hash=item1c7190bc32:g:4ZoAAOSwoi1X8soJ
Interesting read though. Brings back memories that anger me a little. More about moving to the UP of Michigan to go to Tech and those UP mafia idiots (traffickers, miner dangerous, hitmen hideouts and prisons anything) and Axis War Criminal Camps descent that are still no way rehabilitated or anything U.S. interest other than murdering anything they can and stealing whatever they can… targeting anything that is smarter and doesn’t molest like they do. Yeah, at one time industrial machine repair (screw machines mainly) was a thought till somehow they brain damaged my Dad along with their “trolling” inbreds downstate that playcate with their Roman f-up hoards. Maybe they’re the Polac Navy Project Sanguine idiots.
HHhmmm… yes, a router head would be more suitable for harder materials. Not sure the chuck in the router is the best… still. I’d figure on making a shield or guard around for safety reasons if needed. I’ll have to read into and see what is on the market. Wasn’t there someone making an open source mill from a router somewhere I recall?
What is neat, is once you have enough tools made or available… you can make your own tools. If you’re really critical with measuring… you can even make tools that are more accurate than the tools that made the tools.
jafinch78: aside from “my, that escalated quickly”, yes, you can use a rheostat (or variac, or whatever) to slow down a router motor, but no, you really wouldn’t want to do that. High-speed AC/DC motors get their power from speed, where power = speed x torque. With a rheostat or other voltage reducing device, you decrease the speed, but the torque does not increase to make up for it. In fact, the torque decreases because reducing the voltage also reduces the current, which is where the torque comes from. You can feel this on a variable-speed Dremel (the newer ones, not the ancient ones that use a centrifugal speed regulator) by turning the speed down to the slowest speed, where you can easily stop the motor with your fingers. Yes, all you safety nazis, I said stop a Dremel motor with your fingers! Preferably with a drill bit mounted in it.
Was elated to find the article… til I read the comments.
Ok, looking for suggestions: I have one of those far east X-Y platforms:
https://www.banggood.com/Miniature-Precision-Milling-Machine-Bench-Multifunction-Drill-Vise-Fixture-Worktable-p-1027924.html?rmmds=search&cur_warehouse=CN
… so any suggestions for a suitable milling tool/fixture to use with this? I won’t be doing anything big with this, maybe some careful work with aluminum.
Thanks
The picture on that item (lower on the page) indicates it was designed to fit a Dremel style tool mounted in a drill press fixture. Dremel tools use collets and aren’t mounted with a Morse type taper, so neither the taper mount issue nor the lack of a collet issue would apply in that case and safety wouldn’t be a problem. The small size also reduces the mass of everything down to pretty tiny thus reducing chance of injury even if something else went South. Just wear safety glasses and keep your fingers away from the spinning parts & pinch points, as always.
Of course this would require you also purchase the drill press fixture, but those are only around another $30 I think.
Having said that, Dremel tools are notorious for having flimsy bearing mounts, i.e. the bearings just fit in a recess in the plastic housing. So it is probably going to inevitably and annoyingly vibrate way more than you want. But you still may be able to do some light stuff.
Even if the milling doesn’t work out, you’d still end up with a miniature drill press with precision positioning via the X-Y platform and that would probably work fine.
Thanks. I do have Dremels, and some smallish mill bits to try; still looking for a suitable drill stand. The drill press fixture on that page is closer to US$80, and it holds a Dremel or a power drill… and once again we have a drill, which comments suggest is not suitable nor safe for milling. A drill press… I already have.
$70? wow. Yea seems more than it’s worth. Heck, the table seems to have more stuff in it than that stand and it’s half that.
Actually a hand drill is almost always either fastened to its shaft with a bolt inside the jaw area or threaded on directly, so it doesn’t have the Morse taper issue either, but it still has the chuck rather than collets so not ideal. That’s not the big safety issue though as it will only be susceptible to slipping and lots more runout rather than flying apart and sending big mass somewhere. Probably more of a precision & quality issue rather than the big safety problem.
Here’s a thought – you could figure out a way to mount a Dremel motor (or whatever) to the quill of your drill press so you have the table and quill (the outside, up/down part of the housing of the spindle). This would give you the table and up/down motion but bypass the dangerous part of the drill press. It might work for some experimenting at least.
Hey! For a motor/spindle these are pretty decent for your purpose:
https://www.banggood.com/400W-DC-12V-48V-12000rpm-Air-Cooled-Spindle-Motor-Engraving-Milling-p-1051176.html?rmmds=search&cur_warehouse=CN
They could be better as the bearings in them are mounted in a rubber or plastic bushing rather than the metal housing, which is a shame – they were soooo close. But for a small milling/drilling device they aren’t too bad and a fair bit better than a Dremel. You can also find them maybe cheaper and/or closer on eBay and maybe Amazon or the like as well. Search “DC motor collet” and some will pop up. The collets are ER-11 I believe, which is a standard machining thing and easy to find inexpensive sets or other desired sizes.
By those motors being mounted in a rubber bushing, I mean that they are mounted inside the metal housing, but they also have a rubber or plastic bushing around them. This makes them easier to manufacture as perfect alignment isn’t necessary, but does make it less rigid than other better designs. But they are pretty inexpensive so…
While not ideal, it’s still a fair bit more rigid than a Dremel.
So many times of late I have seen machinist related articles on youtube and hackaday and just *cringed* before even getting to reading or watching them. This is no different. All of the above comments ring true. If your not made for this job drill press doesnt have a female morse taper socket the chuck with a tail fits into, it will most likely have a jacobs jt series male mount that fits into the chuck body, both which will break free without anything to positively retain the taper tooling in/on it.
Having a milling cutter fall out mid cut at high speed, would be very bad indeed. I’m not even going to bother discussing what side loads will do to a quill not designed for them as given the above, if your brain dead enough to do it anyway, nothing is going to dissuade you.
Milling and miling capable machines either have a drawbar of some description to pull the taper tooling into the socket, from above or they have *something* that won’t come loose on the end of the quill (qc30 for example has a 1/4 turn capable only locking ring that grips the flange on the qc30 tooling pulling into the socket). Even a collet chuck *Screwed* onto the end of the spindle would perform this function. It just has to have something to stop whatever dropping off when turning without having a spanner or tool applied to it to loosen it.
Seriously, hackaday, employ someone who knows enough about engineering to not post stuff that will get your readership in trouble. In another article you mention that the people who do good engineering in small hobby shops dont come to HaD very often, well this is why.
I have done several one offs in the drill press in wood with a Dremel and burr bit as the tool bit. It does all the work and the drill press just turns.
Ditto… even backcut and refaced some engine valves like that, to my own “special recipe”… that was a wonderful motor after… it was reputed to get valve float at 5500 RPM, but just taking a few grams of material off, which also theoretically opened up the airflow by 25%, it was still pulling at 7000RPM before I’d chicken out, (Really should have got round to making a rev limiter for it…) … Sounded like an F1 motor… I think it saved my wife’s life one time, emergency stop on highway on a steep hill to avoid an incident in front of her, then there was a semitruck bearing down on her with no hope of getting even under 50 probably by the time it got to her position, floored it and avoided becoming a hood ornament…. motor got killed the following year though by a thermostat that managed to block it’s own bleed hole by sucking it’s own damn sealing ring into it, allowing head to overheat and crack, I was rather upset about that.
Isn’t a router used by some for the reason to avoid issues in the X-Y direction failures on the equipment and causing injury. I’ve used a drill press for wood and plastic before… which is like a pathetic though worked grooving material with a hand drill. Not the best for longer use or harder materials. HaD surface grinder would be interesting. Strange on some days when I can look at tools my Dad made since certain equipment is just not best used long term for certain tasks and we can make even better versions of those tools. Challenging looking at the cheap harbor freight lathes that we were talking about converting to make tighter tolerance and I was even thinking going all the way to make CNC with. Reminds me a safety and cost shear reminders when custom making to design in failing for safety at points and save money on replacing parts. Even yard tools have to be custom made or upgraded if used for longer term. I have to buy 10′, 3/4 to 1″ black pipe and cut in hand and make custom handles for yards tools since I always tend to break them.
Twist drills… they’re not drill bits. :-|) The vacuum ideas are great and Eric does produce easy to follow videos. Good article for many using soft materials.
So if using a drill-press [unmodified] as a mil or lathe is such a bad idea then how about some more interesting advice. Tell us what we need to change about our drill press’s to make them safe for these very interesting uses. This is HACK-a-day is it not?!?
And no, most of us can not afford a 4-digit tool so don’t even bother talking about such things.
Use a live center!
http://reboots.g-cipher.net/rabbot/image/acmetap1_filing.jpg
(Bearing and taper wear concerns still apply; flying chuck concerns still apply if your plastic or PVC workpiece collapses.)
Attention Hmart shoppers, Horrible Freight regularly posts 20% (or more) off coupons. While noisy, gummed up with horrid red grease and not all that precise, their cheapest vertical mill does a much better job as a mill than a drill press. For bonus points, it even doubles as a drill press.
5min in. Dust collection system. Copying that idea !!
That is my favorite idea also with the smaller size adapter for more intricate cleaning coming in second. Reminds me of the hot water or sand PVC bending techniques also to save costs on joints and make larger radius bends.
There are two potential points of coming apart on most drill presses when attempting to use them for milling.
First is the taper on the bottom end of the arbor (or spindle) the chuck is pressed onto. That will most likely be one of the Jacobs Taper sizes, without a retainer screw up inside the chuck.
Second is the Morse Taper (usually a #2 on models with a 1/2″ or 5/8″ capacity chuck). Cheaper drill presses may omit this and have the Jacobs Taper directly machined directly onto the end of the spindle instead of using the MT to JT arbor.
To tell if your drill press has a Morse Taper, extend the quill and look for a tall, narrow slot in each side. Rotate the chuck and look for a slot through the spindle. If there are no slots in the quill then the spindle *may not* have a Morse Taper. It could be the slots were left out to save money on machining the quill, with no intention of making the arbor removable (without first removing the spindle). If you see a slot through the spindle then it almost certainly has a Morse Taper.
What the slots are for is inserting a taper removal wedge. Align the spindle slot with the quill slots, insert wedge and strike with a hammer to pop the arbor out. Solid Morse Taper tooling has a flat tang on the end. That is NOT a drive tang! It is only there to poke up into the cross slot in the spindle so the wedge can be used to remove the tooling.
Two things cause separation of the JT or MT when attempting to mill with a drill press.
First is the sideways force and flexing can cause the tapers to shift and come loose.
Second is all but specially made ‘downcut’ end mills exert a downward force as they cut, which can pull the tapers apart. Downcut end mills push upwards as they cut, but can only be used for edge milling because they push the chips downward. Any bottom surface below them will cause the mill to pack full of chips.
The downcut force will also pull hard shank end mills loose from drill chuck jaws. The hard jaw surfaces with three small contact lines on the hard shank surface of an end mill = very poor grip.
How the cheap drill/mills get around the issues of the Morse Taper is they bore the spindle for a ~ 1/4″ diameter drawbar, usually with a larger bit of threaded rod welded onto the bottom end so normal Morse Taper tool holders can be used. That causes the annoying ‘feature’ of having to load and unload the drawbar from the bottom. That’s a real PITA when you have to switch between milling and drilling, especially with a round column that allows the head to pivot sideways when unclamped to adjust the height.
I used to have a “Big Red” 12 speed Drill/Mill from Harbor Freight. I made some neat stuff with it. Used it to fix up one of the earliest 7×10 lathes imported by Grizzly (serial number 346), and eventually sold it for more than I paid for it, in a package deal with a 10″ Atlas lathe that had a New-All quick change gearbox.
Although, I reckon you’re better off with a milling machine.. this is pretty creative!
I totally agree with you, I have been wanting to get into mechanical milling as a hobby. It is cool how you can use a drill press as a small mill. This is nice so that I can pick up work on a project that I would need a mill and lathe for.
Look being a Machinest for over 20 years n a millest at that n having used my small drillpress as a milling tool don’t take large cuts use ur head there’s a depth for each type of metal being milled take ur time don’t be a gorilla n I’ll be fine..
EVERY damn time someone mentions milling on a drill press you get the same old tired “read-it-on-the-internet” replies. “The bearings are not designed for lateral forces” do you all feel smart for using the word lateral? Have you tried it and failed? I have found that some machinists tend to be snobs frankly. Hung up on a couple thousandths of an inch etc. There are MANY home projects that could use a half shitty milling operation. I myself started with an old Craftsman drill press from 1948. It must weigh 150 pounds. I bored out the end of the quill housing to accept 2 bearings on the chuck end. Got a cross slide vice that needed some corrections…for as much as one is able to make chips with such a setup, CHATTER will be your main enemy. Stop worrying about those bearings that cant withstand lateral forces. Gee if I wreck my bearings, Ill have to spend $15 on another set and 45 minutes changing them out. Darn. CHATTER is what I need to work on. The chatter rattles my teeth long before my J2 chuck comes flying off the taper. IF you take a $50 harbor freight drill press and try it……not sure you will have much success…..they can barely drill a hole. I can mill aluminum if I take it a little at a time….Plastic of course is fine. Stainless sucks. I want to modify the chuck to accept a collet. That will be key. and if I fail, I fail. I will NOT spend $$$ on some piece of crap import. What I end up with will be as good. And besides, the journey is fun. Yeah, if I hawk marketplace and had $2500 to spend, and 3 phase in my shop, and could move a several thousand pound machine, Id buy an old bridgeport. Maybe someday.
This was some smart stuff. The critical comments are worthless to me and are comments that like those who can’t swim, either learn or get out the boat.
This is such a great example of making the most out of the tools you already have! A drill press with a cross slide vice might not replace a proper mill or lathe, but for small projects, it’s a clever workaround. I love seeing practical advice like this—it’s especially helpful for those of us who don’t have the space or budget for a full machine shop. Definitely going to try some of these techniques!