If you’re going to do it yourself, you might as well outdo yourself. That seems to be the thinking behind this scratch-built CNC mill, and it’s only just getting started.
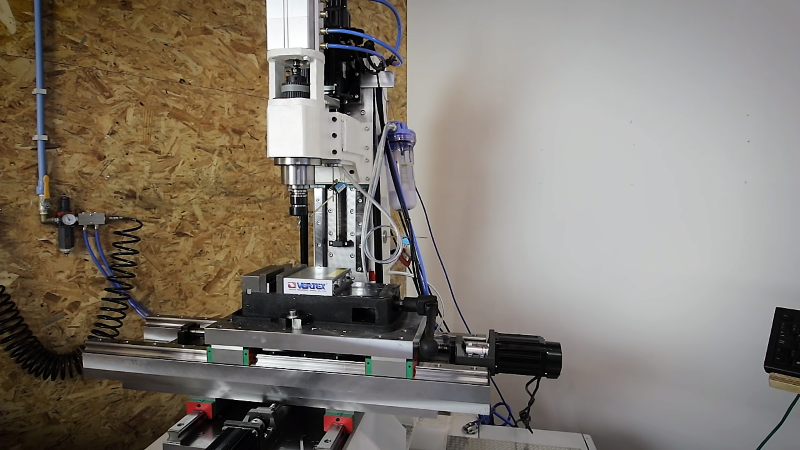
According to [Kris Temmerman], the build will cost about $10,000 by the time he’s done. So it’s not cheap, and a personal CNC from Tormach can be had for less, but that’s missing the point entirely. [Kris] built most of the structural elements for the vertical mill from cheap, readily available steel tubing, of the kind used for support columns in commercial buildings. Mounted to those are thick, precision-ground steel plates, which eat up a fair fraction of the budget. Those in turn hold 35 mm linear bearings and ball screws for the three axes, each powered by a beefy servo. The spindle is a BT30 with a power drawbar, belt-driven by an external motor that [Kris] doesn’t share the specs on, but judging from the way it flings chips during the test cut in the video below, we’d say it’s pretty powerful.
There’s still plenty to do, not least of which is stiffening the column; perhaps filling it with epoxy granite would do the trick? But it sure looks like [Kris] is building a winner here, and if he keeps the level of craftsmanship up going forward, he’ll have a top-quality machine on his hands.














$10k? For that i could get a nice used CNC mike a MyCenter1 or a fanuc robodrill.
Oh well. He is going to have to do something to dampen that machine. It’s going to sing. There is a reason that machine tool manufacturers still use cast iron.
..or granite gravel with epoxy if 10T/h foundry in basement is currently occupied.
You can use precast pieces of cast iron. Stuff like durabar.
Thanks for introducing me to a new product.
Cast iron is used less and less. And the main reason for cast iron is low cost at high production volume, not superior material properties.
I believe many people think its damping is way higher than it actually is, because theyre thinking of Box way/Dovetail machines.
The ways are damping vibrations to a degree one most probably would never notice the difference between a welded steel and a cast iron construction.
Though it is right that cast iron has a better damping – it is still extremely low. And it’s elastic modulus is a mere 50% of steel.
If you look at the relationship between stiffness, mass, modes etc. and leave out the manufacturing cost – it’s hard to claim cast iron as a far superior material for modern machine tools.
Nowadays many one-offs, prototypes and low volume production machines are made from thick or thin-ish steel weldments with or without filling. And they work just fine either way if properly designed.
THIS is the kind of build I’ve been waiting to see featured. No 3d printed parts, no aluminum extrusions, no chinese Dremel spindles, no printer parts for leadscrews.
No offense to anybody, but there is a crowd of people who read hackaday who work at a high level on machining, not just jobbing it- I’ve been waiting to see what and how they make.
I myself am about to start designing a lathe from scratch, because nothing currently made is up to my specs. I have special needs for prototype work I want to get further into so I”m bothering.
This is a really cool build, and I enjoy those less precise builds too, don’t get me wrong. But I’ve been waiting for something like this.
What are you talking about “nothing made is up to your specs” would love to hear more lol
I’ll have to agree. As someone who has owned a machine shop and is aware of the many types of lathes that are commercially available as new or used, I find it hard to believe there isn’t a lathe out there that couldn’t be retrofitted for any custom job. Only thing I can think of is if you need a thru-spindle that is in the 3″ plus range – but the whole machine needs to be under a certain size. That’s the only time I’ve been left wishing they had a lathe that would suit my needs
Well, I don’t own a machine shop, but I’ve worked in many, seen many more, and used almost every class of machine tool extant, including antiques.
To those interested in why I want my own lathe-
I don’t have normal needs, and am perfectly aware I can retrofit another lathe for these purposes.
The kind of work I do when not being paid to be a tool and die maker is horology, and instumentmaking. I have 4 lathes, and the closest to filling my needs fully is my Schaublin 102.
I came close to buying an English lathe called a Scope, as it does many unique things I wanted well, but there are many things I didn’t like about it as well, such as split castings instead of split cotters.
I have a need for a very high precsion lathe with live gundrilling lever feed tailstock ability, at high speeds, with need for chase screwcutting using master hobs for optical attachment threading and micro thread grinding, shaping attachment with leverfeed, as well as full quickchange gearbox, with integrated screwcutting clutch like a Hardinge. A micrometer offset tailstock would be nice as well.
If I could combine the build quality of a fully equipped Hardinge toolroom lathe and a Schaublin 102 with the unique build features and versatility of a Scope lathe, and a feature I like on the Clement watchmaker’s lathe that pivots the entire bed around the headstock, I’d have the lathe I want.
Telling me I don’t NEED it to do work, I know that. But I am not doing production pieces. I am doing one off exact work. I am working on a very complicated watch as well. I am sick of settling for working around multiple machines that don’t have all the things I want- so I’ve decided to make something unique that combines the functionality, mechanical beauty, and ingenuity I prefer to have in a small, highly precise footprint I want.
Dan Gelbart didn’t NEED his airbearing lathe to do fine work. He made it anyway. People have their needs and reasons, and some people’s needs and reasons lie outside traditional framework. Mine do.
If it’s high precision you are after then check out the video of Dan Gelbart on his air bearing lathe/grinder https://www.youtube.com/watch?v=sFrVdoOhu1Q (And the rest of his Prototyping series)
Other than that, if it’s commercial/for profit and you have the budget, find a lathe that is close to what you need from a commercial supplier and contact them, I don’t know a single high end machine supplier that doesn’t do custom machines for special applications. If the budget doesn’t stretch to paying someone else to do it, think long and hard about how much time you will have to sink into a project like that yourself and what your hours are worth. You might find DIYing it is as expensive or more so at the end of the project
Extensively researching what is out there on the market should also give you a good idea on the construction techniques used by the commercial suppliers. While a one-off job might make it harder to replicate those techniques exactly, they can be a good guideline on how to do things. No need to reinvent the wheel as they say.
Potentially (and if you are willing to share/crowdsource the ideas) you could make a hackaday.io page on the project and lay out what you want there, so others can chip in their ideas.
I know Very well about Gelbart’s lathe- it was featured here a few weeks ago, because of a tip of mine.
Funny enough- could have sworn I found it originally on Hackaday years ago.
For $10k I can buy 3 used Miatas in decent condition. Those are way more fun than watching metal chips fly from a not-so-rigid CNC.
Then why did you even come here? What purpose do you serve here, or anywhere else? Go buy your cars and not make stuff, and gripe about other people’s pursuits that you apparently have no interest in somewhere else.
Excellent workmanship! I didn’t expect so much of the build to be able to be done with hand tools. Also, I never knew about mag drills before. Now I want one!
Where’s the flood coolant, drain basin, and recycling sump? Amateur…
Generally that is a nice build. Anyone looking to follow that path should consider what happens when you bolt expensive flat-ground plate to non-flat stiff beams though. If you’re going to the expense of ground plate, you need to either grind the beams flat before mounting, or use a gap-filler interface material that is capable of conforming and setting to the shape of the gap. , eg moglice, or a thick epoxy. Wax and buff the plate first, apply even light pressure to mould the interface. Once set, you can bolt the plate down.
Thanks, I was wondering about that. It felt wrong to see him do that, but I wasn’t sure what the correct procedure was. Also, how do you decide when to over-constrain something vs do it the “correct” way?
Yeah, its called bedding and you use a bedding compound. You can also use thick epoxies. I have used moglice and it works well, it’s just devitt machine charges you a hazmat fee everytime you order.
Devcon Titanium Putty is an alternative to Moglice. They have a variety that has brass in it which is supposed to make it better for bearing surfaces.
Sorry no more brass filled Devcon epoxy putty being manufactured by Devcon, just tried a few weeks ago to buy some for another use
I have heard of this stuff in passing before, but really know next to nothing about it. I know babbitting, iron casting, machining, and much else, but nothing on this. Would love a good primer article on HAD or a good site to read on what these are and do.
To each their own. There’s a difference between the people who design the parts that go into these machines, and people who buy them.
There’s also people who use chisels as screwdrivers and try to chisel with screwdrivers.
Well put sir
A few weeks ago I read (almost) all youtube comments on this build.
Apparently he has carefully shimmed and aligned the whole lot,but it is not shown in this short video.
I believe he took te better part of a year to build it, and the movie is only 11 minutes.
I don’t know if he derived the idea on his own, but David Gingery used a similar method of making machine tools, with the idea that you cast an aluminum body, then use a combination of files and scraping against a glass plate to get a dead flat surface, and then bolt your precision steel ways to that. It had the downside of temperature instability because of the thermal expansion mismatch, but if you did this with steel that seems like a really good start. (Or do what Dan Gelbart did and glue your precision ways to giant granite slabs.) It’s possible this build did something similar and we just don’t know it.
For the most part, Gingery just reprinted old out-of-patent books. The process you describe is called ‘hand scraping’, a centuries old technique, and with aluminum you can do it with any wood working chisel. For steel you can use a chisel but you’ll need to sharpen it every few minutes. Carbide will make life much more bearable, paying a machine shop to throw it on their surface grinder will save you some sanity at the expense of your checkbook. Unless you just want the build/ skill experience buying an import mill will get you better accuracy for cheaper and fewer headaches.
For things like tuning a surface plate, hand scraping with blueing is still the preferred method but surface grinders are what’s used most frequently.
where are the picures of your machine Mr Hightower?
“belt-driven by an external motor that [Kris] doesn’t share the specs on”
Yes he does – @5:24 in the video he shows 3x750W ‘servos’ before sliding into shot a 2.6kW ‘spindle servo’ :-/
Cool machine – I didn’t realize how big it was till I watched the video, the photo a the top of the blog post somehow makes it seem smaller than it is, while the video reveals it to be more like a full-sized machine.
The one thing that makes me wince, though, is the unguarded ballscrews and linear ways. The next project should definitely be some chip guards before those nice, shiny, oil-covered parts start to collect grit inside. Watched that destroy a lot of motion components….