Mills are a huge investment, and for hobbyists without the space to install their own personal mill, it can sometimes be a pain to have to find a facility with a mill to complete your project.
What if you could convert your drill press into a mill instead? YouTuber [Small Metalworking Machines] explores this in his video, where he takes a small Central Machinery drill press and adds a few mods. He took some steps to improve the quill, spindle, and bearings — boring down the quill, replacing the bearings, and finally turning and re-threading the spindle it at 1/2-20.
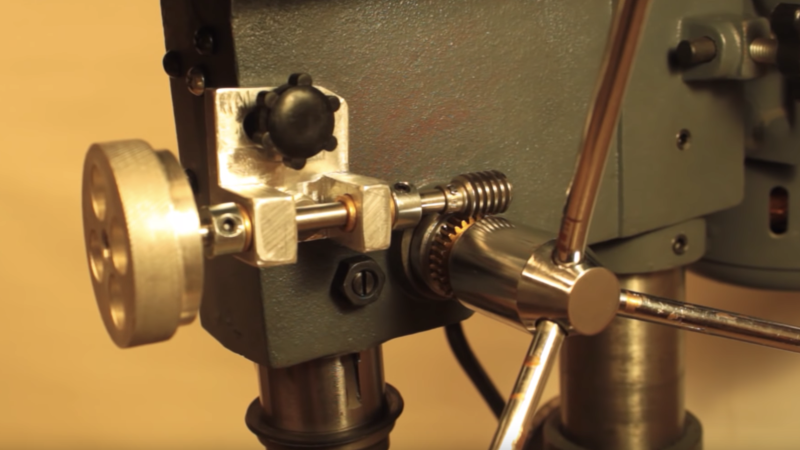
With the adjustments, he was able to add in a cheap drill chuck, which fit in quite nicely with just a slight wobble of 5 thousandths on either side. To introduce some control, he added in a worm gear to engage a gear on the spindle. A pivot point disengages the worm gear, while bearings provide it controlled movement from the worm wheel.
He also added a cheap milling table from eBay, attached to the base of the drill press, all for a total of $120. While it’s not perfect, it’s still significantly less expensive than buying a mill!
[Thanks to jafinch78 for the tip!]














Keep in mind that those motors in those drill presses are designed to work in S2 duty cycle. Use it as a mill and you’ll likely burn it out quickly.
We had someone at the workshop using a drill like a mill. Took 2 motor replacement before we found out why it was happening. So yes. This is a real problem.
Yes you appear to be the first. Woo hoo. Anything less than 1/2 plate hardened steel is just wrong. That and repeated use with any lateral pressure is likely to pop the chuck right off arbor of that cheapo press. Most dont even have a classic holding screw. Pressure fit only.
Which is why he threaded the spindle 1/2-20.
Beats the $500+ mill from Horrible Freight mill being dumped upside down in the driveway by FedEx
No kidding, my mini lathe “shifted” on the ups truck, both the mounting bolts were totally wrecked and the chip tray was destroyed
If you take the bedrock out of the ground you’re basically taking away all the rigidity, right? I bolt my ways directly to the Earth’s crust for that reason.
Chuckle!
I converted mine 25 years ago.. (Maybe 35..) Anyway, a XY vice bolted to the bed, grabbed some surplus mills, bingo..
screw any naysayers. I give it a solid kudos.
I give a nod to the Ingenuity here. Serious mills with real rigidity are expensive and if you are using high-speed Steel you can probably get away with the 0.005″ runout without destroying your cutter, as long as you take light cuts.
It is perfectly possible to mill on something like this, just not quickly for a lot of metal stock, and not normal mill accuracy. but if it works for him, sure.
The really critical thing is the spindle bearings and if he upgraded those to take side load some you should be able to use it.
I’m a professional machinist and I’m not going to boo the guy. This is called bootstrapping, we’ve all had to do it at some point. kudos to him.
This. Obviously he cannot take heavy cuts, and he’ll struggle with surface finish with a 0.005″ runout – potentially oscillating between rigidity issues and rubbing during a single rotation of the spindle, especially for deeper depths of cut and harder materials. Also, the lack of a power feed will exacerbate surface finish problems.
But… $120.
I spent more than that on dinner out for the family last week.
This is hackaday at its finest – taking something that is useful and hacking it to make it more useful using little more than ingenuity, time and components appropriate to the original item. No Ferrari engine in a Lada, and no loud proclamations of racecar-like performance.
Ah, thanks for the respose. Was wondering if the ability to take a sideload could be improved on those.
With double angular bearing it’s should improve.
Remember that crappy mini-mill use standard groove bearing, and they are working fine (for some time). Going to taper instead is a big improvement anyway.
I have the same XY table on my drill press, just for drill press usage, and if the casting is quite nice, the screws are horrible non-acme ones, with wobble and very bad finish (it’s just a standard screw in fact).
That’s always been the failure mode for drill press conversions: the spindle bearings get demolished and runout goes up dramatically as they fail. Redoing those with decent bearings is necessary and why this project is a good idea rather than a failure in motion.
You can use fancy angular contact bearings, but a stack of lots of deep groove ball bearings is a pretty good approximation at a vastly lower price.
Love the swapping and changing form metric to imperial lol..
The whole world works that way apart from the US. We are forced by law to use the crappy metric system but our hearts lie elsewhere.
Not sure if I want to start a new discussion over metric + Si-units vs. randomness + imperial units but your sentence needs a correction:
“We are (thankfully) required by law to use the well thought out metric system but our decades of laziness and spineless politicians still haven’t introduced a gradual switchover despite the obvious advantages.”
But we have, since the 1860’s. Resistance by the user base is certainly a valid reason to not force it. And how would you like your meter or scope to scale by 10’s? Anyway, I have a calculator and a phone and the exact ratio of 2.54:1 eliminates round off.
(((dislike)))
I’ve never worked in any technical field in the US that didn’t use metric when given the option. Customer-facing stuff needs to have an option, but behind the scenes, it’s metric. Imperial units are fine for height/weight/distance where precision isn’t important, but the system is dead.
Hey… Nice job! There is a lot to be said for doing what you can with what you’ve got. It’s not perfect, but compared to no mill, it’s a great one! :-) BTW… If you haven’t already done this, you might like to put a little slug of brass rod in your quill lock hole before screwing the lock lever in. You don’t want steel against steel or you’ll really mess up the quill.
Great hack for a quill lock here;
https://www.homemadetools.net/forum/drill-press-milling-machine-70697
Uhh, this is asking for a nasty injury – those chucks and drill presses are not designed for side loads. Unlike a normal mill a drill press does not have a draw bar or something else to ensure the chuck stays put. This machine has the chuck only screwed on and it is well possible it gets loose under the load (on machines that use a taper to hold the chuck in it could literally fall out while working!).
Also, don’t use a cheap chuck but a collet for milling.
The threads get tighter while milling because righty tighty righty mill-y. Also don’t worry he used SUPER GLUE!!!
If he really wanted to mill something he would just take it over to one of the two bridgeports he has in his shop, he only made this video to make a point to everyone saying it can’t be done.
Well I don’t think anyone says it CAN’T be done. I think they are just saying it’s kind of dumb to do so for most people because most people are just going to get the x-y table and MAYBE some real end mills, not even bother with better bearings and go to town, destroying their perfectly good drill press in the process.
Nothing about a drill press makes it a milling machine. From the crappy bearings to the crappy motor to the lack of rigidity. Heck, a lot of milling machines are not proper milling machines…
Sorry, I was replying to the wrong mill/drill conversion article in my other reply. Got the tabs mixed up for some reason, my bad.
|Well this isnt commonsenseaday and it’s a hack.
At the risk of necroposting, there’s an old popular mechanics article floating around where a simple pair of bearings mounted on an arm supports the chuck directly to take up radial loads. The runout on my drill press chuck is bad enough that I wouldn’t want to try it, but it might be useful for someone else.
https://www.scribd.com/doc/269706198/How-to-Mill-on-a-Drill-Press
jafinch78,
How did you mount the Boston G-1027 gear on the drill press handle? The shaft of the handle is about 1″ and the gear hole is 3/16″. I have gotten this far in the mod, but am stuck at this point. Thanks.