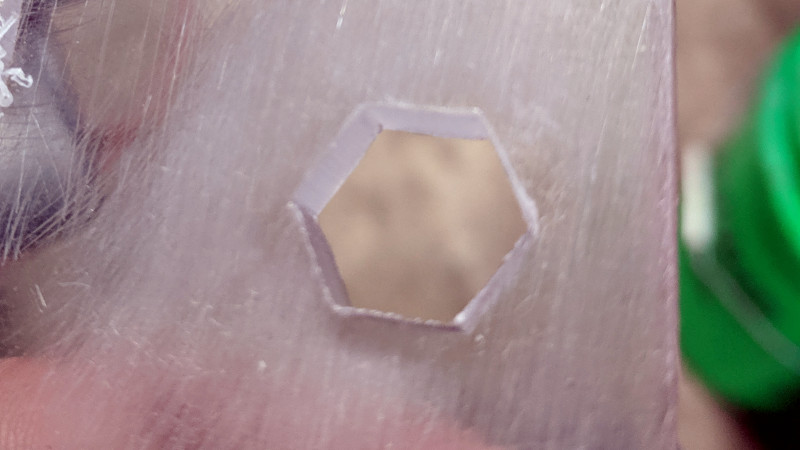
Making a hole in a piece of material is a straightforward process, after all most of us will have some form of drill. If we need a hole that isn’t round though, after the inevitable joke about bad drill control leading to oval holes, what do we do? Get busy with a file perhaps? Or shell out for a shaped punch? [Skunkworks] has taken a different tack, using LinuxCNC and a vertical mill to machine near-perfect hexagonal and other polygonal holes.
The tool path appears to be more star-shaped than polygon shaped, the reason for which becomes apparent on watching the videos below the break as the rotation of the tool puts its cutting edge in a polygonal path. Anyone who has laboured with a file on a round hole in the past will be impressed with this piece of work.
The latest in the saga takes the work from simple hexes into other shapes like stars, and even tapered polygonal holes. These in particular would be a significantly difficult task by other means, so we look forward to what other developments come from this direction.
Thanks [Andy Pugh] for the tip.













This got me wondering. I remember these.
http://i.ytimg.com/vi/L5AzbDJ7KYI/hqdefault.jpg
I was presently surprised.
https://m.youtube.com/watch?v=EGw45yD44Iw&feature=emb_title
https://www.youtube.com/watch?v=GWyHJVOxKK4 or just a rotary broach. It’s the supporting device that costs.
This approach allows for any size of hole (including tapered) with a fixed orientation to the work.
With a rotary broach the orientation tends to be random.
He has also demonstrated cutting a second hex at 30 degrees to the first to make the classic 12-point socket shape.
This does make me wish my mill control had spindle position feedback.
Even a low end CNC lathe would likely handle this well, and I may add polygon bore if I do a next revision of my controller after seeing this (home-rolled auto-leadscrew with canned cycles, not full g-code capable CNC. About 10 years old, now. Then again, I could just GRBL).
Or you could just drill it: https://en.wikipedia.org/wiki/Watts_Brothers_Tool_Works
Drills for square, hexagon, octagon, and pentagon-shaped holes. You can find some videos of them in action on the youtube.
Cost of boring bar used in this video: $2.50
Cost of rotary broach: $1250 (plus you need a different broach for each size/shape hole)
The hack here is that with some clever mods to linuxcnc you can get the end result of an expensive tool using a cheap one.
You’re forgetting the cost of the CNC mill
But doesn’t everyone have a cnc?
You can built a decent rotory broach holder for under $200 (at most)…pre-made broaches are spend too but for most hobbyist or open tolerance jobs you can make them yourself from O1/W1 (O1 is more stable during heat treating, W1 will get harder) or even A2 with a DIY heat treating oven, for cheap(ish).
Even cheaper, rebar steel works suprisingly well as a broach:
https://www.youtube.com/watch?v=LxiEzxR32Lw
What ever works.. You use what you have. It makes it hard to make shapes like this though.. (radius(fillet) into a tapered hex)
http://electronicsam.com/images/greenmachine/IMG_20200314_182353.jpg
http://electronicsam.com/images/greenmachine/2020-03-14-152321_1920x1080_scrot.png
or fillet into pocket + hole.. (again – more of a proof of concept…)
https://www.youtube.com/watch?v=LWLcFdObLvA
I had some super cheap drill bits that made triangular holes a while back… they were supposed to drill circular ones though.
That’s just due to a lack of stability in the drill’s web…it’s especially bad if the drill diameter is 2x (or more) greater than the material thickness.
Try wrapping the drill in cloth, I’m not kidding…it will result in a round hole; just keep your fingers and hand away from it.
I’ve also had luck supergluing thin material to a spoil board and drilling through both.
Also if you haven’t picked up the skill yet, cheap drills are great for experimenting with grinding geometry…a tip with a 90 degree angle works better in thin material than a 118 or 135 degree angle.
I’ll believe you, because I have not dived deep into the secrets of drills. As for sharpening, I keep looking for one of the jig things my Pop used to have, but keep finding these spendy automatic sharpeners that work or don’t.
These though were not sharpened right as they came from the factory, they had more of a chisel tip than a point on the bigger ones. So a compounding factor might have been that they walked around on the corners of that. Using them in a handheld drill, I thought I’d forgotten how to drill straight or gone super weak and squirrelly. Then I put them in a drill press and on thicker stuff, no matter how slowly you went down into anything that wasn’t super soft pine, you’d see the stupid things start to bend as they went off course.
This may be an entirely new form of polygonal milling- I’ve never seen this done before, and I live near where the Watts Bros tool works is, where the unique polygonal drill is made.
There is something similar to this that only works on a CNC lathe on the OD called polygonal turning, using spindle synchronization and a large diameter flymill, that can turn tapered polygons and straight polygons but they have slight curvature to their facets.
This is some damn impressive creativity.
Aluminum!!!
https://www.youtube.com/watch?v=C0Wz8vnFAQU
http://electronicsam.com/images/greenmachine/IMG_20200328_133410.jpg
How about with a twist?
http://electronicsam.com/images/greenmachine/IMG_20200403_155600.jpg
Well – I added a higher resolution encoder and I think it helped… Putting it all together…
https://www.youtube.com/watch?v=PtD9w6lp8n8