There’s a lot of opinions and theories around the storing and drying of 3D printing materials. Some people are absolutely convinced you must bake filament if it been stored outside an airtight bag, even for a few days. Some others have ‘never had a problem.’ So it’s about time someone in the know has done some testing to try to pin down the answer to the question we’re all asking; How bad is wet filament really?
[Thomas Sanladerer] setup a simple experiment, using samples of three common types of filament, specifically PLA, PET-G and ASA. He stored the samples in three environments, on his desk, outside in the garden, and finally submerged in water for a full week. What followed was a whole lot of printing, but they all did print.
Different filaments will absorb water at different rates, depending upon their chemical composition and the environment, nylon being apparently particularly fond of a good soaking. It would seem that the most obvious print defect that occurs with increased water absorption is that of stringing, and other than being annoying and reducing surface quality somewhat, it’s not all that serious in the grand scheme of things. It was interesting to note that water absorption doesn’t seem to affect the strength of the final part.
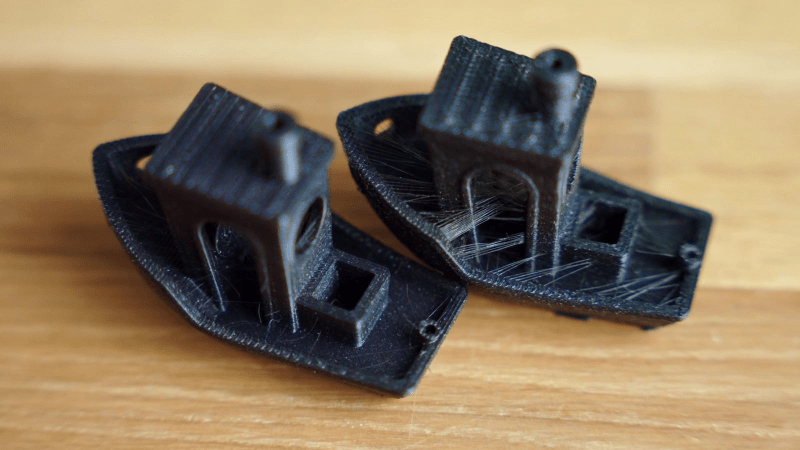
Visually speaking, the good old benchy is a great test model, it has lot of features for evaluating print quality, in one cute little model. Specially, [Thomas] noticed that the areas of the model where the extruder needs to slow down, the print quality worsens. He summises this is due to the filament spending more time in the hotend, allowing the water to boil off for longer, and impact the print a little more.
Filament to filament performance seems to indicate that PLA was the least affected, whilst PET-G was the most affected. In conclusion, it would seem that PLA is pretty much fine just kicking around on your desk, whilst you do need to take a little drying care with ASA and PET-G.
Need a filament dryer ready-made? Why not use an off the shelf food dehydrator?














On the other hand Nylon is nearly unprintable once wet. The hot end sounds like a little steam engine, and you can see pockets of vaporized water exploding, blasting a void in the molten plastic and deforming the print. I guess technically something did print (at least small things, since there didn’t seem to be any value in doing a big print with wet filament), but the surface is potted and deformed, delamination was also an issue.
I’ve run into this issue with nylon at work, we print some small floating bearings I designed with it and I pretty much have to bake the nylon spool weekly even though it’s stored in an airtight container with desiccant between sessions. It absorbs enough moisture in one day of sitting on the printer to make it unusable without drying. If we could use PLA for the bearing we would, but it’s both too brittle and not slippery enough for the application.
Perhaps placing the active reel in an enclosure with a nitrogen tank slowly venting into it would help keep the nylon dry while printing.
Another win for my laziness. I don’t do anything special with my PLA, and now science vindicates me! Thanks, science!
I agree with this statement and must honestly admit that I have not heard of sealing the filament in a plastic bag, for example.
I live in the desert and after about two months out unbagged, my PLA (matterhackers) gets so brittle it starts breaking as it feeds into the printhead. The prints themselves seem okay, but having it break in the pinch feed mechanism itself is pretty frustrating.
I recently used up the end of a sample pack of white filament that was so brittle it had disintegrated into short lengths. Spent hours hand-feeding the direct drive extruder these little segments, and in fact just as you observed the parts were fine.
i find if a model has a lot of layers that are disproportionately small, it pays to set a minimum layer time. set it so that it wont effect most layers until the area gets small enough to be a problem. this fixes low quality issues especially in the final layers on parts with small protrusions like benchy’s stack.
i generally haven’t had very many issues with stringing, and i live in a rainforest that is at 100% humidity most of the year. i only keep my filament in a sealable tote with some silica gel packets. never really had an issue.
never heard of a slicer setting a minimum layer time… i had to do it as a hack, a perl script that post-processes the gcode file. if a layer takes less than 10 seconds to print, then it moves the head off into nowhere land to delay for a while, and then comes back. i do it so that the layer before has time to cool off. and yeah, for something like a post, it makes a huge difference!
i wonder how a slicer implements minimum layer time?
im using a rather old version of cura. as much as i tried updating to something newer i just cant get it to work with my machine. im pretty sure it works by slowing down the the feed rates for that layer so that the print time for that layer conforms to the setting. i thought it might just let the fan run a bit but i didnt notice a pause in printing. im still using my old printrbot play with the extended y axis and heated bed upgrade. its been a pretty durable machine if not all that modern.
Simplify3d has a minimum layer time and customizable floor times (a minimum % of slow down). It will use those settings dynamically when slicing. So for instance, if you have a min layer time of 10 seconds and a min 25% floor, the slicer will slow those layers down to meet the ten second minimum, but not reduce the speed below 25% of normal when trying to compensate.
I had issues with my Ender 3 where I had the PLA filament left connected to my printer and we had quite a bit of rain (100% humidity).
The PLA must have soaked up some moisture because I could no longer do any prints, not even a few minutes. The base layer was not printing correctly – globbing up and catching the next layer. The filament was continually breaking.
My son took it to work and put it in a chamber for the day at 60C.
Fixed. Printer now back to normal !!!
So after printing, I remove the filament (cut it) and place it back in its’ sealed bag. Works great.
Could you place a bag around the spool and filament still attached to the machine without cutting for the same effect? I’m imagining maybe a trash bag with a reusable tie to secure it to the filament. Would that effort be more than storing and reconnecting the spool?
Yes, you could. In fact there are lots of projects that encapsulate the entire spool in a dry box with a small hole with some sort of sealing system so it stays on the printer and out of moisture the whole time, but even in the hot humid mess I live in, that seems like overkill. A dry box if you swap filaments often is enough. If you never swap, just print enough to use the spool within 6 months or so and I doubt you’ll have trouble.
I recently bought the SUNLU filament dryer, which makes a world of difference from just using an air tight rubbermaid container with a bowden stuck into a pneumatic fitting with dessicant, especially with nylon or petg. Other options include; food dehydrator before print, food dehydrator converted into a drybox with pneumatic fitting on it, filament in box on hot bed for a couple hours and rubbermaid containers with dessicant.
Exactly. I can’t tell you how many times I’ve left a roll of PLA set up in the printer only to come back a few days later to find it broken in half and fragile as can be. Baking it does solve the problem, as does keeping it in a air-tight bag or a dry box with some desiccant. Though, of the two, it’s better to not let it absorb the moisture in the first place.
But– here’s a question– what if it’s not the MOISTURE that’s the problem? What if it’s something else in the air that’s causing the problems?
Something else in the air that’s eliminated by heat and desiccants? 3D printer gremlins? “I saw something out there! Out there on the extruder!”
LOL.
What I’ve found with PLA is that I can leave a spool on the printer for a long time, “naked”, and the print quality isn’t effected, but the filament is more likely to snap in the middle of a print, between the roll and the feed gear.
Definitely.
I’ve found that leaving most plastics in the sun makes them more brittle. Just cover them with some cardboard or keep in dark hot box.
It’s not solar exposure in my case. Mine is covered on the printer when not in use and has the same brittleness increase over (a very long) time. I live in a very dry climate. I have seen brittleness blamed on-line on BOTH moisture issues and dryness issues, so I begin to wonder if its neither, but instead some other compositional change in PLA over time.
One thing that can cause brittle filament is “over drying ” which changes the state of the filament to a brittle state, or micro stress fractures from coiled filament that has been straightend then recoiled. I dehydrated my PVA Waaay too long by accident and when it came out it snapped from looking at it. (One week sitting on top of a humidifier didn’t help either)
For me, once it gets fragile, it stays fragile, anywhere the air (presumably the moisture) has gotten to it. So anything hanging off the roll, the top layer or two going around the roll, the areas along the side where the spool is open to the air… There’s a definite theme brewing here. Though, in fairness, I do have a few rolls that i got back when I got my first printer in 2018, that seem to have never reached that point, even though they’ve been open to the air the entire time. But, apart from those, I have nine printers now, and this is a big problem for me, so I use dry boxes religiously.
For the high end 3D printers that use a soluble support structure filament as well, the support filament is completely unusable if left out to absorb moisture. the filament bubbles out of the head and creates a mangled mess. FYI
there are a lot of variables with PLA that i fear are poorly understood.
when i ordered my printer, i got the undyed (“clear”) PLA. everything i printed with it turned out brittle. i had the filament break before printing a couple times. i bought a rubbermaid box to keep filament in, and put that color change silica desiccant in there, and it absorbed a bunch of moisture from it right away. i have no idea if that’s changed the quality of that filament though.
but then i bought some formfutura easyfil PLA and it has never done anything at all brittle to me, and the desiccant hasn’t needed to be refreshed in years, and i can leave bunches of it naked on the printer in my humid basement for months without problem. of course, i wouldn’t notice new stringing because i use a bowden extruder with a long (800mm) teflon tube, i get a ton of stringing anyways. but i think i would notice if it was popping and sizzling at the nozzle and it isn’t.
so i don’t know if formfutura’s easyfil has magic proprietary ingredients? i kind of think all dyed PLA has better material properties for most purposes than the clear stuff? or, for all i know, that undyed PLA was actually fine filament that had just seen an extremely bad storage situation at some point in its history?
but i’m convinced not all PLA is created equal. and i kind of fear that even within a brand, some colors are better than others and there’s no way for me to know. for each new roll, i try to buy a new color (to roughly date my creations), and i hope that doesn’t eventually give me a bad experience :)
I agree. I had clear PLA that would snap as you describe quite often until the stuff on the outer layer of the spool was used up. Then it was ok. Colored spools were always a little better at that brittleness, but the colored spools tended to swell more.
> Do you really need to dry filament?
Yes, but that depends on what filament you’re talking about. All polyamides, anything with carbon added, all polycarbonate, most PETG, all PVA-based support material.
All of these are practically useless unless dried. Typical PLA is pretty forgiving, but I’ve found that drying them usually yields better surface finish, especially on the Z-axis… though I don’t remember the last time I printed in PLA.
I can only speak from experience, but it is about 10 years of experience, so maybe it’s not useless. I have never had trouble with 3mm PET-G. As far as I can tell, moisture does nothing to it. It’s super humid here inside and out all spring, summer, and fall. 3mm PLA (especially green and glow in the dark blue) will swell so much that it will no longer slide through a bowden tube. Attempting to dehydrate the filament will simply warp it and make the situation worse, but maybe I had the temperature too high (50-60C) and ran it for too short (24 hours give or take). Keeping new rolls in a sealable box with desiccant will prevent any trouble. Running humidity affected PLA through your hotend will make it snap, crackle, and pop. It will jam and grind out spots, making all prints fail or at the very least, have uneven extrusion with lots of thin spots. That is IF you can get it to run through the bowden.
1.75mm PLA seems to not run into very many issues compared to 3mm. Perhaps it can’t absorb as much water since it’s so much smaller in diameter. I only got this newer 1.75mm printer in the last year, and I’ve been using up the spool before buying new, so I haven’t needed to store anything in my dry box. I can go through the spool before it gets ruined by moisture, and perhaps the bowden has a bit more space compared to the 3mm one I used to use on my old printer. I haven’t tried any PET based plastics in it yet.
Oh, and 3mm ABS never had trouble with water in my experience either.
I wonder if in plastic injection industry they need to dry pellets before using them?
yes, all the machines I worked around had material dryers.
Not only that but sometimes parts are packaged with extra water. I recall a part that would crack in the assembly machines if the molder just packed it in plastic bags and sent them dry. The molder started throwing a cup of water into the bag with the parts before shipping. Once the parts arrived at the assembly plant the water was nowhere to be found and the parts were a little more flexible or tougher or something because they wouldn’t crack during assembly.
I am one of the people who never thought about drying the filament and never had a problem. But I think the reason why somebody had problem and somebody not, is the extruder.
That can be true to some extent – but really bad filament for water absorption are so full of it they crater and pop out of the hot end, won’t matter what hotend or extruder it is all that water turning to steam makes a mess. For the stuff that will still print but some folks get jams etc yes the extruder and hotend can make a big difference in actually getting a result out of it, but its still going to look worse than well stored filament..
I rarely take much care of my filaments, living in the UK for the most part its not needed, it might be wet here often but its rarely humid, but that has bitten me before even on relatively forgiving filament material choices – perhaps the colour added by different brands makes a bigger difference than you would expect for how little of it there really is in the mix, and for the less forgiving filaments I definitely take care of them, even here its needed after a few hours/days and its not that hard to do, and takes away one more source of failed prints…
This is a good start but it’s not quite the scientific approach. However, kudos for submerging filament in water. The key issue I see is that the article points out “Different filaments will absorb water at different rates” which could means three days doesn’t mimic a month in a humid environment. The other issue is temperature. A properly designed experiment would have temperature and humidity controlled chambers with tests run days, weeks, and months apart… using separate reels for each test.
That said, a better approach would be to have small chambers and small samples of the filament and them into a spectrometer to measure differences in composition. From there, you can determine which may print differently and therefore reduce which types of filaments need testing.
Just weigh the filament to determine its moisture content. If the weight isn’t changing after an hour/day/week then you can be pretty certain you’ve hit the equilibrium moisture content for that humidity level.
The weight percent of water adsorbed on filament and pellets is too low to measure by weight.
There are plenty of videos on YouTube by reputable testers showing measurable drops in weight after dehydration.
That and the most obvious addition to the experiment would be to actually measure the moisture content by weighing the filament, putting it in a dryer oven, letting cool in desiccator and weighing once again to find the water weight adsorbed/absorbed
Of course you’ll need an expensive lab scale though
Jim im a Doctor not a wristwatch!
Very much yes. The plastic injection companies I’ve visited and/or worked with all had both dryer systems on the storage silos and pellet feed dryers for each individual injection molding system. Any plastic pellets that fell out of the sealed storage and feeder systems couldn’t just be shoveled back but had to go into a special recycling system for it to be cleaned, any dust removed and dried.
To say they are slightly paranoid about moisture would be an understatement.
The rotary/blow moulding place I’ve visited was slightly less critical about moisture, but I think they worked both in slightly more forgiving plastics and the process itself allows moisture to escape more easily such that it would have less of an effect on the final product
I never dry out PLA, ABS, or ASA before printing, and I don’t have any problems. I’ve printed PETG but never thought to dry it out first. TPU, on the other hand, benefits greatly from spending an hour or two in the oven at 160F. The surface quality between wet and dry TPU is like night and day.
I always thought nothing of drying out the filament until I started to use TPU. That crap is extremely sensitive to moisture! I have worked with both 98 and 93 so far. Both bubble like crazy and gob up the nozzle unless they are very dry. I have added a 3-4 hour heat soak time to each print whenever I use it since an airtight bag with desiccant does not seem to be adequate.
Yes, and same for me with nylon 6 also, I’ve even put 30+ grams of dessicant and vacuum the bag completely and next use is still not the same. I think for me and you we understand but all the pla users will need to try the REAL hygroscopic filaments to fully understand.
I researched thermal degradation of polyesters during the manufacturing of optical grade films for several years, so I can provide insight on how moisture and other properties affect performance. Moisture does impact strength/brittleness, but it’s only one contributor.
I’ll go over the film making process to show how significant polyester degradation happens and give some insights on how to deal with it.
Pellets are stored in Gaylords or super sacks without any protection against moisture or room air. A stainless tube is stuck in the pellets and they are sucked into cyclones to get rid of dust, small/large pellets, strands and so forth. Then they’re transferred to the extrusion system by air flow. On the way they’ll pass through some heated tubing areas to drive off some moisture. Vacuum is pulled at several points in the extruder to get rid of bubbles of air or thermal degradation gasses. The melt is cast onto a chilled polished stainless drum. The thick cast web is heated and stretched to thickness in two stages. Length stretching is simply passing heated cast web though rollers that run faster at the exit than the entrance. Width stretching is done by grabbing the edges with clips and widening their rails in an oven that is 30+ meters long.
Thermal degradation is the big issue. The molecular weight of polyesters decrease as the ends of the chains react with middles. Longer molecules attack themselves when the ends fold back. Chains containing just a handful of monomer units are semi-volatile from the melt and are deposited on the walls of the oven as yellow powder. The same thing happens on 3D printers. I’ve seen quite a few discussions on scraping Creality glass plates removes the coating. People think the yellowish goo they scrape off is coating. It’s actually low molecular weight polymer. The coating on the glass plates are harder than steel and can’t be scratched. I clean my plate by scraping it with a razor blade then scrubbing with a Scotchbrite pad and no scratches.
Degraded polymer also collects on the nozzle and turns to black stains. That’s why they discolor even if melt doesn’t touch areas away from the opening. For new nozzles I use a micro drill to clean up the hole (I’ve found they are all less than 0.4 mm. Opening them to a consistent size helps decrease print-to-print variability). New nozzles are also incredibly dirty, so I polish them with Flitz on swab to get rid of the oxidation then wash with acetone to get rid of and residue. This cuts back on nozzle discoloration.
How does all this impact print quality? Lower molecular weight = higher brittleness.
How do you fix it? Holding a polyester at temperatures slightly below the glass transition temperature (Tg) will build molecular weight. I’ve measured the Tg of filaments from 6 different vendors and the average is 62 C, so holding the print or filament at 55 C for multiple hours. People refer to this as annealing, but the correct term is solid state polymerization (SSP) . It is very slow and can take days for poor quality material. Vacuum doesn’t speed it up. This is occasionally done in industry when higher, more consistent performance is needed. I use Sunlu driers and put spools in for 1+ days before I first use them then again around printing time. Eventually SSPing will reach a maximum, but unless you do chemical testing you won’t know for certain. You can’t over SSP, so I just use the drier every time I print.
How do you avoid it? Buy good filament. Price does matter because the quality of the PLA will be better and more consistent. Some filaments, like Inland, have lot number stickers on each spool which leads me to believe they are making at least some systematic effort for better quality. You can decrease degradation by running at lower nozzle temperatures.
Hopefully this isn’t information overload. I’ll be more than happy to answer any questions!!
That’s a hell of very interesting informations! It would make a nice HAD article by its own.
This low molecular weight polymer is something that one would probably not want to breathe. Is it volatile enough to stay in suspension in the air?
So lower molecular weight means higher brittleness: could it be an explanation to some filaments becoming brittle and starting to break before even reaching the extruder? But what would make it degrading like this? I was thinking that some heat like hot summer or continuous exposition to the heat radiated by a printer could be an explanation. But since SSP works by exposing to heat, that’s obvisouly not the cause of filament brittleness, it should even correct it. Or may be temperature variations can be enough to trigger molecules reactions and polymers shortening?
But there’s one thing i don’t understand. You advise to lower nozzle temperature to decrease degradation. But this applies to degradation/britlleness of printed parts, not to filament spools? And how low should one go?
The part about new nozzles cleaning is quite interesting also and would love to read more about it. “Flitz” seems to be some kind of polishing compound? Is there also accumulation of these short polymers inside/outside the nozzle that could degrade its performances? How to clean it?
Any advice about flexible filaments? They seem to be very difficult to deal with.
@EvilChemist Great information 👍, even more than I know (I’m pretty damn smart about polymers degradation and annealing to relieve stress) but I use my SUNLU S2 drybox the same way and it was food dehydrator before that, thanks again.