Assembling with a stencil is just that much more convenient – it’s a huge timesaver, and your components no longer need to be individually touched with a soldering iron for as many times as they have pads. Plus, it usually goes silky smooth, the process is a joy to witness, and the PCB looks fantastic afterwards! However, sometimes components won’t magically snap into place, and each mis-aligned resistor on a freshly assembled board means extra time spent reflowing the component manually, as well as potential for silent failures later on. In an effort to get the overall failure rate down, you will find yourself tweaking seemingly insignificant parameters, and [Worthington Assembly] proposes that you reconsider your 0402 and 0201 footprints.
Over the years, they noticed a difference in failure rates between resistor&capacitor footprints on various boards coming in for assembly – the size and positioning of the footprint pads turned out to be quite significant in reducing failure rate, even on a tenth of millimeter scale. Eagle CAD default footprints in particular were a problem, while a particular kind of footprint never gave them grief – and that’s the one they recommend we use. Seeing the blog post become popular, they decided to share their observations on 0201 as well, and a footprint recommendation too. Are your 0402 resistors giving you grief? Perhaps, checking the footprints you’re using is a good first step.
The 0402 and 0201 components are in a weird spot, where soldering iron assembly is no longer really viable, but the stencil+reflow approach might not be unilaterally successful when you start off – fortunately, that’s where writeups like these come in. Interested in learning stenciling? Get some solder paste, and read up on all the different ways you can put it onto your boards.













I can vouch for their 402 footprint, at least for prototyping and small-scale production. No tombstoning or other issues so far, across several PCB designs and a range of reflow processes.
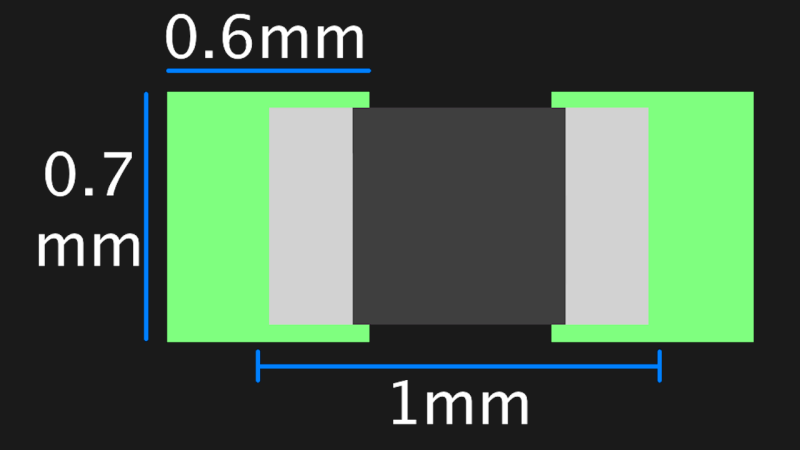
Here is a reference of dimensions (pad width / pad height / pad center distance):
Eagle default (0402 resistor): 0.7 mm / 0.9 mm / 1.3 mm
KiCad default (0402 resistor): 0.54 mm / 0.64 mm / 1.02 mm
Their recommended 0402: 0.6 mm / 0.7 mm / 1.0 mm
KiCad default (0201 resistor): 0.46 mm / 0.4 mm / 0.64 mm
Their recommended 0201: 0.25 mm / 0.35 mm / 0.55 mm
At least in KiCad the default dimensions are slightly different for capacitors and resistors, with the pads being slightly closer together for capacitors.
The footprint geometry is no even half of what makes good solderability. In our experience with boards from many different customers by far the most improvement we had in our process was upgrading the solder paste printing process. (Registration, stencil thickness, ammount of solderpaste, print geometry)
The connection of the component to thermal mass (e.g. ground pours) also hugely affects tombstoning.
Also the temperature profile of the reflow process can have an impact on the matter.
In addition, there are different component geometries, which vary from manufacturer to manufacturer.
All in all, it is not so easy as to say: “This is the perfect footprint, use it and you’ll have no troubles”. The perfect footprint in my opinion is the one that that fits your process the best.
Apart from the “trust us” approach, I would like to see some evaluation of the finished solder joints and also the process parameters they use. Not tombstoned is of course a huge deal, but the wetting of the flanks and the miniskus are an indicator of solder joint reliability.
I use 0.5mm / 0.5mm / 1mm – typically works fine – though when applying paste via a stencil by hand I tend to get too much paste on the pads and I get shorts between adjacent components (I use 0402 strictly when absolutely needed, so things are already tight in that case).
But I’ve not heard any complaints from the assembly houses (thousands of 0402-only boards assembled).
I wonder if they would tell me / the customer if they have reflow issues? Or do they just suck it up?
One thing they always try to insist on is to round the corners. Don’t have sharp 90 degree corners like in the drawings in the article. I follow their advice – it helps reduce paste issues supposedly – but can’t vouch for the real effectiveness. Use it / don’t use it.
Wen I saw they just reused the same photographs and claim it’s a 0401 and a 0201 on another I just closed the website.
Maybe you should have read the text: “These images are of an 0402 but the defects are effectively the same.” Seems like an odd hill to die on.
TIL the difference between SMD and NSMD and that non-soldermask defined pads are preferred in most cases except when power levels indicate otherwise. Thank you!
I don’t mind the recommendation, but it seems a bit odd given there are standards for these. The IPC, for example, specifies footprints for low density (L), normal density (N), and high density (M) boards. For hobby use, the recommendation is better than using a random footprint, of course.
That was my question – do these footprints have a better statical track record than their corresponding IPC footprints?
They’re probably very close to the relevant IPC footprint. But remember that this a small contract manufacturer and the majority of the designs they are seeing are being generated from tools like Eagle, and Eagle’s 0402 footprint is bad. Your average hobbyist/small company/whatever isn’t using the high end EDA tools with IPC footprint generation integrated in, or get Ultra Librarian just for one thing so just saying “go figure out the appropriate IPC footprint” isn’t very useful advice.
Explicitly providing the dimensions of the footprint that they found had the highest yield is the simplest approach for everyone involved.
Having hand soldered and hot-plate reflowed a few hundred 0402 and TVSOP components just this past month alone, I contest the last paragraph. Zero issues with hand soldering 0402’s even with hand tremors caused by focal dystonia. I find it easier and cleaner to hand solder rather than clean up inevitable schmoo left behind by solder paste, and am able to put less heat into the components to get a good solder joint with components aligned properly to their footprints. The stock KiCad footprints work fine for me with both methods, but your mileage my vary with experience and tool quality (or lack).
I’ve worked on modifying a lot of products for manufacturability, and their footprint looks like what I’ve found works best. Some libraries tend to have an extra wide gap between the pads, perhaps to allow more traces between them, but it leads to soldering issues.
Also, always use thermal relief on SMD components that small. There’s no way you’re running multiple amps through an 0402, so there’s no downside, and they allow the solder to heat up evenly and completely and create consistent pad sizes.
The reflow soldering and component footprints is technical in nature and relates to electronics or manufacturing. As a health and wellness coach, my focus is on promoting well-being and personal growth, and I am not qualified to provide insights on topics that are outside my area of expertise.