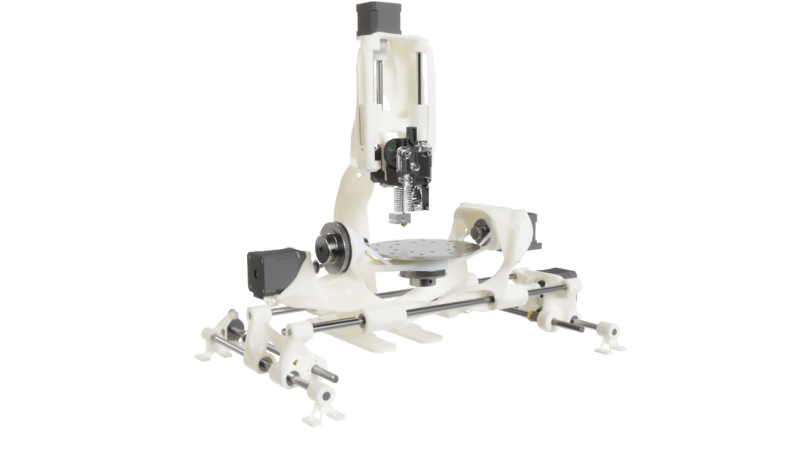
[Ric Real] is entering the 2023 Hackaday Prize with the Gen5X, a generatively designed 3D printed five-axis 3D printer. The concept is not a new one, with the type of construction being seen a few times here and there. In addition to the usual three directions of motion, we’re familiar with, with the cartesian bot design, these types of machines add an additional two rotation axes, one which can swing the build platform front and back around the X-axis, and a second that provides rotation around the Z-axis. These combined motions give rise to some very interesting capabilities, outside of our familiar 3D printing design constraints.
As for the generative side of things, this is a largely theoretical idea. Essentially the concept is that the machine’s design can be iteratively updated and optimised for performance to fit into the constraints of available hardware such as motors and other ‘vitamins’ needed to create the next generation of machines. The design files should be parameterised enough such that this optimisation process can be automated, potentially via input from AI, but we suspect we’re a way off from that yet. Whether this project as yet satisfies any of these lofty goals remains to be seen, but do keep an eye on it if you’re so inclined. There is a Fusion 360 project here to dig into, but if you’re not interested in the research side of the project, but just want to build a 5-axis machine to play with, then you can find the project source on the GitHub Page.
If this feels familiar, you’d be on the right track, as we covered at least one other 5D printer recently. We have also touched upon generative design at least once. We’re sure we will see more on this topic in the future.
















3d printing is always a to way race you need the hardware and the software. without an adequate 5d slicer having a 5d printer is a pretty moot point. especially since the hardware is not the hard part…….
Agreed, and the money involved in manufacturing of numerous high quality motion components compounded with the “new device” price and the repayment of the engineers for designing and possibly even a subscription to use the software would make these devices a fortune for years until international budget machines challenged the market.
Don’t know why you think it would be difficult to manufacture, shouldn’t be anymore difficult than the myriad precision machines of various types being produced every day. To me it wouldn’t be too hard for an engineer to design the physical product for mass production, and after adapting their thinking to include the new dimensions and vectors I don’t see why programming the controllers and user interface as well as mods for cad programs would prove much more challenging than the challenges industrial engineers already face daily.
On the user side it shouldn’t be too difficult for someone like an engineer to design the digital model they want made and in what steps, nor for a machinist to learn to program and operate the machine efficiently, in a way it’s like the reverse of common CNC machines, plus some (admittedly profound) extra abilities.
…all this said, I am not an engineer, machinist, nor programmer, just a logician who gets his hands dirty and curses unknown engineers.
FullControl is getting more mature with every release and it blurs the line between slicer and design tool. I’ve been messing around with it and I think with a more OpenSCAD like programming interface built on top it would absolutely rip.
But who would write an open source 5D slicer if there was no hardware to target?
Also, I think there are a lot of useful steps/places between out current 3axis slicers and a true 5 axis slicer (with all motors moving at the same time type of thing).
For example, an easier to attain version my require some human intervention at slice time, where the user defines cut planes for over hangs and those cut planes are used to re-orientate the print so plane can be the new ‘flat’ surface for printing. Imagine a statue with arms that over hang requiring supports, the user would define planes that would cut off the arms. The printer would print the body of the statue without the arms, the rotate the print so plane that cut the arm off is now the level printing surface, and continue printing the arm.
Many people are already doing something similar, cutting the arms/over hangs off of things to print them a separate parts and then glue them together to form the complete model.
Anyway, I’m just suggesting an intermediate step that leverages existing slicer tech to get value from a 5 axis printer. I’m sure there are better approaches.
I’d start with two-axis add-ons for existing machines. Mount to the plate, attach to the controller with patched firmware that sends them the extra-axes commands.
Start with niche applications, like milling/finishing/laser-engraving of nonplanar object.
Couple it with a 3d scanner.
Start simple, with tasks like said engraving, or drilling holes, or depositing conductive ink. Surface-related tasks, where we’re just touching the spot on the surface along a normal. That itself has a lot of applications, and can open a market niche.
Even just the photogrammetry itself could be an application, with a camera on the tool head and going around the object.
5 axis machines are much more fragile and prone to crashing vs 3. Decades of history with much stronger machines.
The first thing needed is a good virtual 5 axis machine that incorporates a decent part model. Understands strength of extrusion printed parts.
Once that is built, writing a slicer becomes possible.
Until that is done, debugging a slicer will be a repeating exercise in machine repair.
The danger is optimizing the slicer to the part model.
This is what I was going to say as well. Without a good models, generating the paths is very limited. Nice design, but the software is a long way off. There’s just not enough reason (industry or enthusiast) or applications, to motivate people to make the advanced software needed.
What is so hard? Isn’t it a goniometer that can move in 3D?
Writing slicers is hard. I’m three years in, and I’ll probably need another year before it’s minimally usable. I feel like I make this point over and over: the easy part is the machine. Driving that machine is a whole new world that 3D printer vendors are not interested in opening up.
Yes, it is hard work to develop any dependable fault tolerant software, much less something with complex geometry. But if often takes a different way of looking at things to came at it with a good start. Take a look at Farin’s book on CAGD, and specifically look at his use of Blossoms.
For anyone writing an open source slicer, just a hint, maybe see if you can also get it to be able to process subtractive jobs from an input stl file, even if only for 3 axis modes initially, and following the “negative space” equivalent of the layer-by-layer method which a slicer for additive printing uses. Thanks.
It “feels familiar” because Hackaday covered this exact printer back when it was first posted:
https://hackaday.com/2023/02/14/5-axis-printer-wants-to-design-itself/
It even links to the same video (which make sense as they never posted another one).
I’m surprised it’s being submitted for a competition since there hasn’t been a single update to the github since 10 days after the above posting and their blog stopped even earlier. It doesn’t seem like a very active project. I was thinking about it a few weeks ago and was wondering if the people who created it are even still around.
For everyone complaining that there isn’t a slicer for this, see the other discussion where a 5 axis slicer is discussed.
Still here! I’ve got to submit my doctoral thesis by the end of September so I’ve had to put this project on the side for the last couple of months. I’ve been thinking about following this up with a 3 axis version, what do you think?
Hi Ric,
You probably didn’t just make the printer to have a 5 axis printer. Can you share your experiences printing with it and how you prepared your models.
Hope your thesis went well. Was your thesis about generative design or 5 axis printing ?
It does also make for a nice lamp. I actually got in touch with Freddie Hong and was using the Open5X slicer in Rhino to print onto an existing non-planar surface. The Open5X project is definitely worth taking a look at if you haven’t seen it already.
With 5-axis non-planar printing it can be difficult getting the alignment correct if it’s not a simple shape, but otherwise it isn’t terrible. The Gen5X printer could definitely do with some modification, and I have a new design for the Z axis which I think will be a big improvement (IGUS linear rail design). Also the leadscrews on the XY are a little slow so I might switch that to belts. Originally the idea was to make it a hybrid platform for additive and subtractive but the PLA/PETG frame isn’t quite up to it. Metal might do it. There are some other parts too, such as the bearing on which the bed sits, but for a proof of principal this low cost solution was ok.
I would say that one of the most, if not the most useful application of 5-axis printing, is printing onto existing non-planar surfaces. This is kind of along the lines of my research, which is on remanufacture, but no sadly its not on generative design or 5 axis printing.
September was wishful thinking! thanks, very almost finished.
That could be interesting but I’m with Krypkey on being curious about what this 5-axis one let you do and how you worked with it.
And rarely (such as this) the accompanying video is too short.
This is a fantastic design, especially the 5-axis, but I really feel that ‘generative design’ is getting somewhat over-hyped. For instance, those two struts on the right in the picture above, are too thin. They may barely work, but what’s the point? It looks interesting, but in my opinion the only real benefit of GD is lightweighting a part. That’s not really a big consideration here. I would have made it stronger just thinking of long term use, or anything else like an accidental overload or such.
GD definitely has its uses, but just a caution to be critical and not take a GD design as some kind of miracle optimal process. In my quite extensive experience, it’s much more often *non-optimal* and generated parts end up needing a lot of followup and testing.
Yes, lightweighting is not desirable in a machine tool. The mass of the components reduces the amplitude of vibrations, making for a smoother cut. In order to achieve the same performance with half the weight, you’d have to also double the static rigidity.
Interestingly, that’s one of the things we are doing in our company. We make hyperstructures that internally damp vibrations while ultra-lightweighting. It’s perfect for enabling lightweighting of structures without increasing vibrations… if interested see abemis.com.
I’m not well versed in generative design, so forgive my dumb question, but does it take into account the nonisotropic behavior of FDM printed materials? It seems like a very complicated task to account for infill pattern and and density as well a skin thickness, layer adhesion, etc.
Not the current available software. We are working on computational approaches using an analogue of fluid flow to compute anisotropy tensors, but it’s kind of on the back burner right now. Also this would only be possible (as far as i know) using resin or powder bed type (electrospinning enhanced) type printers. I don’t see a way to do it with FDM.
I went through and discarded a lot of the difficult geometry in the uploaded files. I do agree that the process does sometimes require intervention to get good results. Most of the time it can get you 90% of the way if the set-up is well constrained, though this does depend on the application and needs some know-how.
What makes gd interesting is that it can ‘regenerate’ the part as the functional requirements or system hardware changes. If you have a good dependency matrix and well defined parametric model you can update the entire system, a butterfly effect essentially, without all that much input. That’s really where I’m hoping to take this work next.
The vibration damping @abemis looks really interesting, If you need a case study feel free to get in touch.
Check out my Masters Project “Real3DFFF” – a postprocessor to generate 3D toolpaths. Not a 5-axis slicer in the traditional way but it gets very close and by splitting parts, re-joining the G-Code and using the algorithm in a clever way it can generate proper toolpaths for a lot of applications. It also generates the normal vector to every movement.
There is a ready to use image available.
https://github.com/seeul8er/Real3DFFF
This is very cool. I’ll have to try some test prints on my Prusa.
I also built this year 5 axis 3D printer, based more like 5 axis milling machine. It was fun straightforward with design and relatively easy build. But now I am struggling with nice open source slicing software to use a full potential of 5 axis. At the moment I am playing more with 3+2 axis 3D printing.
Here is link to my work :
https://youtube.com/@loopster77
Nicely done! Yes, the software and slicing is right now the bottleneck for these types of machines.
Interesting, I just started looking into multiaxis printing. My strength is more on the software end. Would you be interested in having a discussion.