There are times in every 3D print enthusiast’s life when it would be convenient to join two pieces of filament. The problem with simply melting them together is that the resulting join has a blob of plastic surrounding it which has difficulty making it through the printer’s internals. [Pete Prodoehl] has a solution, in the form of a well-executed splicing jig that’s sure to leave a join which will glide through your printer.
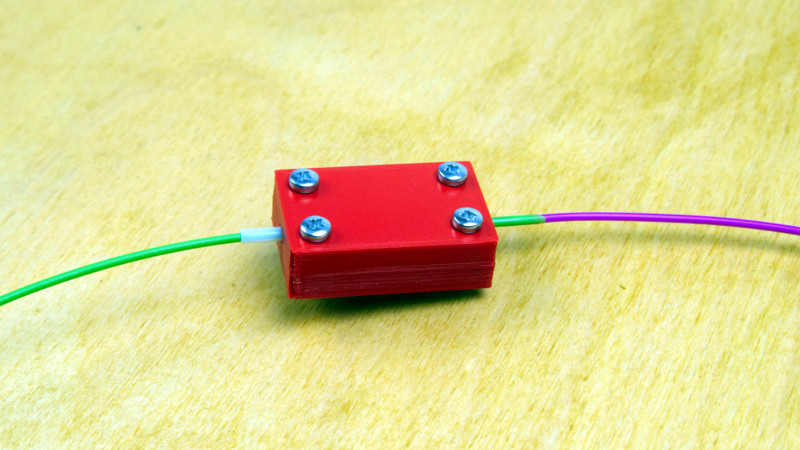
The trick lies in performing the join in a space only marginally wider than the filament width, in the case of 1.75 mm filament a short piece of 1.775 mm PTFE tube encased in a 3D printed clamp. A 90-degree cut piece of filament is fed through the tube and heated with a candle, then withdrawn into the tube where a 45-degree cut piece is pushed in to fuse with it. The result is a seamless and bulge-less join, that can pass through an extruder without issue and print continuous pieces from different filaments.
It’s a very effective technique, but it’s not the only one we’ve seen over the years. This one by comparison heats the filament in a hair straightener, and relies on gently pulling the join apart as it solidifies in order to reduce the bulge.














No to the very first sentence.
Why not?
Agree. I’ve never had the need to do this. The printer itself works just fine, and offline splicing means that you have to wind the new section on to the old.
Because you’ve never had a meter of filament left on a roll that you would like to use for something? All of your final prints from a spool use the exact right amount of filament to empty the spool with none left over?
3 words: filament runout sensor
It is very very common thing on 3d printers that are not ender 3.
I personally only waste like 1 inch from the roll
The printer I use at work (BCN3D Epsilon) has one, but it’s at the far end of the bowden tube from the print head, so I end up with ~60cm lengths of left over filament, every single time.
Great, but now your print has been interrupted and you’re left with a dangling filament end and no way to finish the print unless you splice in new filament and resume.
A runout sensor is a nice safety feature, but it doesn’t solve the problem. That’s like saying you don’t need to steer because you have brakes.
It’s not about “need”, it’s about convenience, and doing fun stuff. Printing several colours at random, now that’s fun.
Bear in mind that the filament on both ends must be essentially “melted” before fusing and even then a high chance of the joint snapping in the extruder or along bowden bends. I’ve done it many times from “end of spool” to beginning of next and using a candle 45° cut bowden to smooth the melted bulge and it’d still very hard to get the material to stay joined and your also risking blackened/burnt filament in the process from the flame. I just save the last 100g of a spool until I need to print something under that size. Too much work for very little success.
I simply start a print when I have time to see the roll ending. Then let the printer use up the last foot or so while putting the next roll on. When the last little bit is going in, follow it with the new filament pushing it until the hob gear is completely in control (you will have retractions most likely just keep compression…) For all new ends I figured out this trick for better insertion: with very little contact heat end of filament about 1/2″ from end… the quickly pull it out. Cut the filament at the start of the thinner section. Makes the end nicely tapered so as not total jam up.
How does that “Palette” multicolor printing attachment do it?
see https://www.youtube.com/watch?v=KlJQBmv9a0I
8 bit clean : https://www.youtube.com/watch?v=A4wQiy47opI
1 line with re:”marks” : https://www.youtube.com/watch?v=yQwkHDDed0o
The Palette uses a splice core heater and a buffer. It is a really unreliable and overpriced machine and Mosaic has really let down ots customer base in terms of support. I owned an original Palette and a P3P. I gladly sold both.
heh, i actually want to do this, because i cut off about 30m of filament at a time to leave on the printer (so the whole spool is not soaking up basement humidity for months). i’ve gotten pretty good at pausing the print, switching to the next filament segment, and then continuing again…but i waste about a meter of filament within the bowden tube, and obviously i’d like to do it without pausing.
so this got my attention and i was trying to decide if i would actually try it. unfortunately, Pete came to my rescue to help with the decision…he helpfully pointed out that he usually has a spool at one end. and that’s my undoing…i have a big coil of 60 loops of filament at one end, and my 3d printer on the other end. there’s no ready way for me to slide the doohicky out of the way, unless i want to manually feed it around 60 loops of filament.
i guess i could leave it on the filament and it’ll just slide on its own once it runs into the inlet on my extruder assembly.
but i think i’ll give it a pass. oh well. it would be neat!
Just get a direct drive and you won’t have to deal with the nonsense of a bowden tube ever again.
I think a lot of people experimenting with this, like me, are coming at it from the PET pullstrusion angle where you may only pullstrude 15-25meters of filament per bottle. I got fed up of reloading via filament sensor detection and pausing so splicing becomes a more attractive solution.
I found this video while searching for an easy way to splice filament, and has been 100% reliable. I subscribe to the KISS method.
https://www.youtube.com/watch?v=gVOy2CHf6_s
I agree with you about simplicity but sometimes mixing the colors to create your own rainbow would be nice. :-)
It is a nice device, but there are certainly better executed examples of this. With a piece of tubing and a pen spring, you can 3d print the connector ring and just push the two pieces together.
Please explain
Something similar is on my list… I’ve got a few 1.75mm drill bits
I was going to say, I tried this a long time ago with a wood jig I made, a #50 bit is about the right size. I did not make one end flat and the other a 45. Anyway, it never worked reliably. It would be cool if there was a reliable way to do this but I have not hit on it yet.
Why not just the buy a tool used to do this job? It’s called a belt splicer. You lock the pieces in the clamp, turn it on, it heats up, you squeeze the handle, it shoves the pieces together. Granted its for rubber belts, but it will melt our filaments. A little tweaking and we could make them work perfect for spool splicing.
This costs $10 for 5 meters of the tubing (of which you only need $0.20 worth) plus four screws and a bit of filament and is tailor-made for splicing 1.75mm filament. What’s the cost of a retail belt splicer plus the work to tweak it for 1.75 mm filament?
what does the “case” add to this, over just putting the piece of tubing in the vice directly?
It replaces the vice with something much lighter, smaller, and portable.
Looks like a good approach. A more automated approach might be nice, where you fold out / flip open to mold casing, then lay the two filament ends inside, and use some peltier element to heat them up, and some motor to move the wire around back and forth.
That could be said about many of the articles here.
I simply print until my Prusa tells me that it’s out of filament, insert the next filament and press continue…