Need a plastic mesh in a custom pattern? 3D print it, no problem. But what if one needs a curved plastic mesh? That’s considerably harder to 3D print, but [Uncle Jessy]’s figured out a simple approach: 3D print the mesh flat, then break out a mold and a heat gun.
Of course, there are a few gotchas, but [Uncle Jessy] shares his tips for getting the most reliable results. The important part is to design and 3D print a mold that represents the final desired shape. Then print the mesh, and fit it into a frame. Heat things up with a heat gun, and press into the mold to deform the mesh while it’s still soft. It’s much easier seen than explained, so take a few moments to check out the video, embedded below the page break.

Because the plastic in a mesh is so thin, [Uncle Jessy] says to keep the heat low and slow. The goal is to have the mesh stretch and deform, not melt.
Speaking of heat, when thermoforming, one usually needs to make the mold out of heat-resistant material. But the thermal mass of a mesh is so small that it really doesn’t matter much — there just isn’t enough heat trapped in the mesh to really damage a mold. As long as the mold is reasonably dense, there’s no need to go overboard with making it heat resistant.
The whole process takes a little practice, but since the meshes are so fast to print and use so little plastic it’s easy to experiment a little.
As for the meshes themselves, a simple way to print a mesh is just to print a disc with no top or bottom layers, only infill. Set the infill pattern to honeycomb, for example, for an easy hexagon mesh. We’ve seen a variant of this “exposed infill” idea used to create a desiccant container, and using it to print a mesh pattern easily is a neat trick, too.
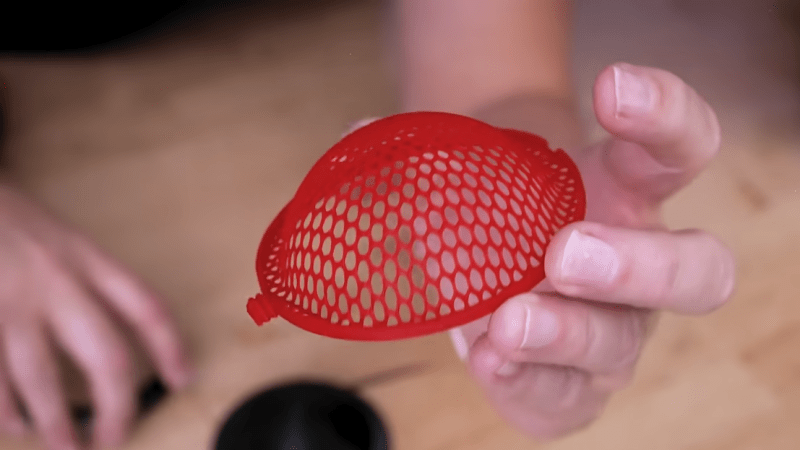
Why might one need to reshape a mesh into a curve? Perhaps to custom-fit a costume piece, or make custom eye inserts for masks, as shown here. In any case, it’s a good technique to keep in the back of one’s mind, and if you put it to good use, drop us a tip!














“simply print infill without top and bottom layers” seems a bit of handwaving where handholding might be more appropriate.
That aside, excellent! Love the idea and results. This would even work if you could find something the shape you want already, say a large spoon or small hemispherical bowl or cup. And use an off the shelf plastic mesh. Hacks abound!
I mean, just set the top and bottom layer counts to zero. It really is that simple. You’ll see what it looks like.
Yes, it really is that simple! Set number of top and bottom layers to zero for the print job.
It’s one of those things you might assume would throw an error, but it does not. It’s perfectly logical from the slicer’s perspective, and prints perfectly fine.
Cool, will try it sometime 😄
Thanks, I didn’t assume it could be so simple
It’s really handy when an infill pattern is geometrically useful and you don’t want to model it manually, and/or you need it to print really cleanly. For example, I’ve used grid infill to make filter screens. Makes certain tasks way too easy.
Definitley giving this one a go at some point soon!
My first thought is if a hairdryer on high would be better than a heat gun as it should be able to get PLA up over the glass transition temperature with much lower risk of melting. Doubt a hairdryer would be hot enough for other plastics though.
That sounds almost exactly like what Adam Savage did to make loads of radar dishes for one of the Star Wars movies. Granted, it was laser cut material, but the overall idea is well proven.
For dishes that’s fine…but you might like hexagonal cells to be deeper and not stretched.
This is one of the better fan-created Star Trek ships I have seen:
https://www.deviantart.com/shipschematicsnet/art/Alaska-Class-Battle-Cruiser-898102494
Note the two dead areas to either side of the central dish on the bottom hull. (Main sensor array).
Now, you could lay the mesh over the two areas…but printing true cells and cutting contours to keep things flush with the hull curves would be better—then it would look more like Death Blossom from LAST STARFIGHTER…only bigger.
Surprised they didn’t just use freshly cooked water — that’s what I go to when I want to deform PLA; it easily gets it into the glass transition temperature range without risking pushing it too far.
And by cooked I mean boiled — missed the autocorrect!