The subject of this Fail of the Week installment is entertaining if nothing else. [Chris] decided to see what kind of forces his home-built 100 ton press could stand up to. Turns out the press failed at punching a 1.5″ hole through 1/2″ plate steel.
If you didn’t see it back in February make sure you take a gander at the premier of Lil’ Screwy. The diminutive press packed quite a bit of punch, using four hand-cranked screws to knock out holes in metal. [Chris] decided to tie-one-on and take his lathe for a spin to machine the larger 1.5″ punch set.
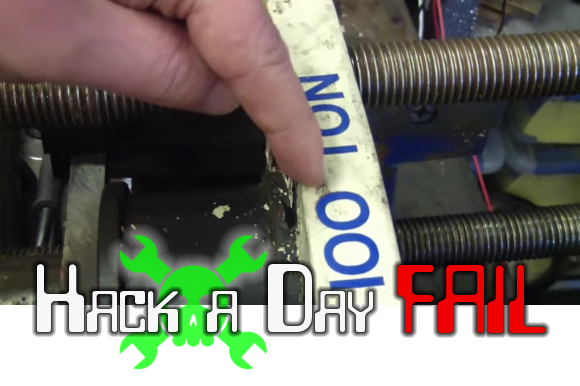
He probably should have known when he switched from a 4-foot ratchet to a crescent wrench with a 12-foot pipe for leverage that this was going to be more than the press could handle. The bottom plate seen in the image above is beginning to cup, which in turn jams up the screws in the off-kilter threads.
We fell a bit guilty in admitting we love to see equipment pushed to the point of failure like this. But perhaps that’s part of what this column is all about. Our favorite is still the PCB shear failure, but this comes in at a close second. Check out the video presentation after the break; just be warned that there’s a bit of rough language as part of the narrative.
http://www.youtube.com/watch?v=ND-iB_eX-fU
 Fail of the Week is a Hackaday column which runs every Wednesday. Help keep the fun rolling by writing about your past failures and sending us a link to the story — or sending in links to fail write ups you find in your Internet travels.
Fail of the Week is a Hackaday column which runs every Wednesday. Help keep the fun rolling by writing about your past failures and sending us a link to the story — or sending in links to fail write ups you find in your Internet travels.














Stiff as a wedding prick!? Do you have any actual numbers on how stiff that is?
Yuck. That was where I turned off the video.
this man has the most colorful expletives i have ever heard. It’s wonderful.
I deeply regret offending your puritan sensibilities.
Not a fail on the rematch!
https://www.youtube.com/watch?v=QHX1AOBKkW4&list=UUhWv6Pn_zP0rI6lgGt3MyfA
“On the Harbor Freight standard, that’s about 120 tons.”
Brilliant!
I’m surprised he hasn’t ripped that vice right off of its base.
He should 3D print a new case :)
Taking a swag at the math…
If the steel has a ultimate tensile strength around 80ksi, the shear strength should be somewhere around 45ksi.
A 1.5″ diameter hole has a perimeter of about 4.7 in and with a .5″ thick plate the shear area would be about 2.35 sqin.
This means the force required to punch it is 2.35*45,000 = 105,750 lb.
Considering it started to go through, the limit of that bottom plate is right around 100,000 lb.
Solutions:
Since it is a bending failure mode, the press could be strengthened by putting some cross braces on the under side of the plate to give it higher area moment of inertia. Another method to strengthen the press would be to take advantage of die thickness. Make the die as wide as possible, so that it rests on the bottom plate with very little room to clear the screws and at least half as thick as it is wide. This lowers the overall bending moment that the plate has to resist.
cant be 100,000 that’s only half a ton
Um… a “short ton” (ton) is 2000lbs. A long ton is 2240. So that’s 50 tons or 44.6 long tons
@daler
Outside of the US “,” is a decimal, rather than a digit group separator. I think that was either a bad joke or a lame “silly americans, doing things that aren’t the things we do” jab.
Wooooo… I could smell that guy’s breathe through the video!
Don’t miss the re-match where little screwy came out victorious.
https://www.youtube.com/watch?v=QHX1AOBKkW4
I work in quality control.
My whole job is…failure.
sigh
Please don’t say you’ve been a smashing success !
Well, it could fail. But he will build a better one and that’s it.
I was thinkin if this press could be improved by adding gears to each screw and add an electric motor that moves all the screws at the same time. Offcourse it have to be a high torque motor. But a motorized press it’s more usefull and easy to use repeatedly.
no failure there looks like Victory to me
I’d’ve sprung for some Acme threaded rod and nuts. (and tack welded nuts to the base instead of buying an acme tap) The threads are usually courser, but the almost square threads give a large increase in mechanical efficiency. Last I looked the Acme threads were ~45% efficient with the “black molly” while the typical screw form is ~30%.
I wonder what would happen if he went with finer pitch screws, added stepper motors, and gear reduction for them?
Of corse it will break if the piece with the hole to allow the excess metal to go off does not apply his momentum spread in all the base plate, but only in a focus point. It is the same principle used to get the first intended hole. As it is a stiffer part it simply breaks..
An hydraulic jack, or even an screwjack could be more eficient than this screw and nut configuration. Substitute screws by cilindrical columns, two plates fixed at both ends, and a floating one betwen. Put the jack between top and floating plate.
Also with this configuration, you are aplying force evenly, not a little bit at one corner, then the next. And the force is applied just over the punch set, so less bending of the floating plate. Just make sure to reinforce the top plate.
If you want to use screws, substitute the jack by a big enoug screw threaded trhoug the center of the top plate and pressing againts the floating plate. Same advantadges as using the jack.
This is why the load bearing parts of a press like this should be symmetrical, they can be turned over and pressed straight.
I have done a number of questionable things in the pursuit of sufficient torque, so I feel confident in saying that the cross member is too thin to to avoid being a potential failure point. Two hundred thousand divided by sixty thousand gives you a minimum cross section of three square inches with no safety factor (I prefer to use a factor of three, but have used zero…) There is a reason that production machine tools and the like are heavy, and use a lot of material in the structure. Catastrophic structural failure is an experience that one never forgets…