
Despite tuning my extruder steps perfectly, and getting good results instantly on larger prints. I was still having a ton of trouble with smaller parts. PLA is the favored printing material for its low odor, low warping, and decent material properties. It also has many downside, but it’s biggest, for the end user, lies in its large glass transition temperature range. Like all thermoplastics, it shrinks when it cools, but because of this large range, it stays expanded and, getting deep into my reserve of technical terms, bendy for a long time. If you don’t cool it, the plastic will pile up in its expanded state and deform.

I am working on a project that needs a tiny part, pictured above. The part on the left is what I was getting with my current cooling set-up and temperature settings. It had very little semblance with the CAD file that brought it into this world.
The bond between layers in a 3d print occurs when the plastic has freshly left the nozzle at its melting point. Almost immediately after that, the plastic crosses from the liquid state into a glass state, and like pressing two pieces of glass together, no further bonding occurs. This means that in order to get a strong bond between the print layers, the plastic has to have enough thermal mass to melt the plastic below it. Allowing the polymer chains to get cozy and hold hands. Nozzle geometry can help some, by providing a heat source to press and melt the two layer together, but for the most part, the fusing is done by the liquid plastic. This is why large diameter nozzles produce stronger parts.
What I’m getting at is that I like to run my nozzle temperature a little hotter than is exactly needed or even sensible. This tends to produce a better bond and sometimes helps prevent jamming (with a good extruder design). It also reduces accuracy and adds gloopiness. So, my first attempt to fix the problem was to perhaps consider the possibility that I was not 100% right in running my nozzle so hot, and I dropped the temperature as low as I could push it. This produced a more dimensionally accurate part, but a extraordinarily weak one. I experimented with a range of temperatures, but found that all but the lowest produced goopy parts.
After confirming that I could not get a significant return on quality by fine tuning my temperature, I reduced the speed of the nozzle by a large percentage. By reducing the speed I was able to produce the middle of the three printed parts shown in the opening image. Moving the nozzle very slowly gave the ambient air and my old cooling fan plenty of time to cool the part. However, what was previously a five minute part now took twenty minutes to print. A larger part would be a nightmare.
So, if I can’t adjust the temperature to get what I want, and I can adjust the speed; this tells me I just need to cool the part better. The glass state of the plastic is useless to me for two reasons. One, as stated before, no bonding occurs. Two, while the plastic remains expanded and bendy, the new layer being put down is being put down in the wrong place. When the plastic shrinks to its final dimension is when I want to place the next layer. Time to solve this the traditional way: overkill.
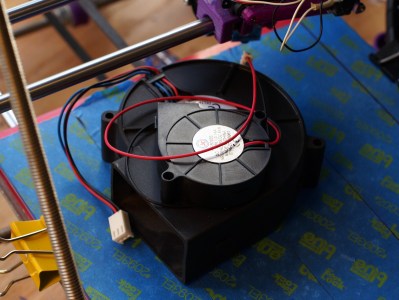
A while back my friend gifted me a little squirrel cage fan he had used with success on his 3d printer. Inspired by this, I had also scrounged a 12v, 1.7A fan from a broken Power Mac G5 power supply. When it spins up I have to be careful that it doesn’t throw itself off the table.

I printed out mounts for the fans. The big one got attached to the Z axis, and the little one rides behind the extruder. I fired up the gcode from before and started to print, only to find that my nozzle stopped extruding mid way. What? I soon discovered I had so much cooling that my nozzle was dropping below the 160C cold extrusion cut-off point and the firmware was stopping it from damaging itself. My heated bed also could no longer maintain a temperature higher than 59C. At this point I felt I was onto something.
I wrapped my extruder in fiberglass insulation and kapton tape, confidently turned the nozzle temperature up, set the speed to full, and clicked print. With the addition of the overkill cooling I was able to get the part shown to the right in my three example prints. This was full speed and achieved full bond. Not bad! Thus concludes this chapter in my adventures with cooling. I was really impressed by the results. Next I want to try cooling ABS as it prints. Some have reported horrible results, others pretty good ones, I’m interested. I also wonder about cooling the plastic with a liquid at a temperature just below the glass state as it is deposited. Thoughts?














Gerrit, thanks for article. What are the dimensions of the part at top of the article? I can’t get sense of dimension with nothing to scale.
Yeah! Where’s the bloddy banana, mate?
I can’t afford an ANSI standard banana, and I don’t want to just buy any banana from harbor freight or something. What if the scale is wrong, you know?
Why not just borrow one for the shot? It’s a bloddy poor hackerspace that hasn’t invested in a ISO/TR 20461:2000 certified banana!
Oh, sorry! Good suggestion. The part is 10mm in diameter, and the little round nub at the top is 7mm in diameter with a 3mm hole through it. It’s maybe 18mm tall.
I solved the same problem by extending the time between layers to 30ish seconds. It only counts on small parts and seems to work well without an extra fan. It is also kind of automatic, so I don’t need to change the print speed manually.
+1 for the print time between layers. If you are printing small parts it is better to print 10 of them at the same time, this way the print time between the layers is sufficient for the layers to cool down.
I also just use a regular 16″ stand fan for PLA. I turn it on after the first layer is down. Very low tech solution.
Same here. I use the orbit function in skeinforge to increase the layer time when required, it leaves me with a lot of messy stringers but they are very easy to trim off and I get good consistency between smaller and larger parts.
I’ve been having good luck with fiberglass around my heater too. Makes a huge difference over just kapton wrapping it.
Careful about cooling ABS like this. ABS has to cool slowly, otherwise it will warp and delaminate. ABS really really doesn’t like drafts and rapid temperature changes.
BTW, the trick with the cooler fan on the extruder to cool PLA is nothing really new – most current (aka designs from the last 2-3 years) printers come with at least one extruder fan, with the exception of some very low cost ones. The fans keep the top of the extruder cool so that the PLA doesn’t overflow (not a problem with ABS for which the top of the extruder is too cold to keep it flowing) and also to cool the printed part for the same reasons as said in the article.
Nice information, with many newcomers everyday its good that this is easy to find. I too put a couple fans on my hotend. With another on the board, my steppers run quieter with more current. You’d be surprised at how often this question is asked at r/3dprinting.
With the answer always, print slower, more cooling, and hot enough plastic the current layer sticks to the last.
You can also solve the curling problem by printing multiples at once.
Love, love, love articles about tuning 3D printers. Its super time consuming, especially when you have to test many hypothesis first. This helps to find a better starting point. Thank you for the article! With all the new materials coming out I would love to see an entire series about fine tuning for different materials (PETG, HIPS, ABS, etc)
How about a laser pointer to preheat the lower layer right before laying down a new layer? Like what they are planning for future hard drives.
Could work in theory, but you will quickly run into problems. First problem are absorbtion rates. Different colors and materials absorb different amounts of energy from your laser, so how do you get just the right amount of energy into the plastic? How do you handle thermal conductivity of the part? (heating a 0.5mm wide wall compared to a solid block of plastic) And how do you heat just the part in front of the nozzle where the next track will be layed down if the nozzle can freely move and print in every direction on the X-Y-Plane?
HDDs have it way easyer since you know exactly what you want to heat up (platter), where you need to heat it (just the track that is always aligned in front of the magnetic head), and by how much you want to heat it.
Should have printed a bracket that does not block off 25 to 30% of the fan’s intake area.
+10 to wrapping your hot end heater block in fiberglass insulation and securing with kapton tape. I started having problems with the hot end getting up to temperature and maintaining temperature. It turned out the insulation blanket was torn and the heater block was exposed. I did not have another insulation blanket so I used house fiberglass insulation and kapton tape to secure it. While it isn’t the prettiest thing in the world my hot end heats up super quickly and has no problems keeping the temperature anymore. The fix was basically free (look in your attic for insulation) aside from my time.
abs can work with a very light fan on it. it helps with bridging and small details.
If you want the highest accuracy prints with ABS, you need to let it cool below TG before printing the next layer. I experimented with this by adding g-code that would part the head after each layer change. the problem is that the extruder is still heated, and oozing, so there is a change in nozzle pressure. I tried solving this by adding in a small tower that would print first, but getting those settings right is difficult.
I tried with various time settings, having the nozzle park for 180 seconds, 300 seconds, etc. it takes a ridiculously long time for the print to cool, and you don’t want it to cool too much by using a fan or your layer adhesion will be crap, and the part will still warp!
The best way to print ABS is in an enclosure, with the hotbed just below TG, and a cooling fan on the nozzle to help with bridging and small details. Bonus points if the enclosure is heated. if you use my method of letting the head park and the print cool, a 4 hour part becomes a 24 hour part.
I’m currently considering to get me a CEL Robox printer just for ABS prints. It has a bed that can heat beyond 120°C, has a temperature controlled enclosure around it, and it has an extruder with needle valves so it basically can’t ooze. For the price it seems to be a solid printer giving excellent results, even if i would like to have a bigger build volume.
When printing small parts, I found that just printing multiples does in a pinch. Cloning the part and setting the two pieces on opposite sides of the print bed adds the necessary delay for cooling, but you get another part out of it instead of dead time.
Second this.
I’m new to 3D printing, so haven’t had a chance to need this yet, but printing multiple pieces to allow inter-layer cooling made intuitive sense when I heard it mentioned.
i noticed i was getting gooped prints when printing very small features. my solution was simply to increase the minimum layer time in the software. this doesn’t slow down the big prints while getting good detail out of small parts.
Ideally we should keep the part just below it’s glass transition temperature (Tg). In this way, minimal differential stresses are introduced into the part. Since differential stresses are only built up once the material has transitioned into a glassy state; once in the glassy state the part shrinks linearly with temperature.
This can be achieved by cooling it with air heated to the glass transition temperature. When the part has finished printing, the whole part is then brought down to room temperature.
Also by heating with ‘warm’ air/maintaining the part temperature to just below Tg: The rate of cooling of the freshly extruded molten plastic is reduced, increasing bonding time, therefore creating a stronger interlayer bond.
Agree. That is the only way to prevent warping with ABS.
Maybe add an air collar around the print head. As a way around putting the whole part in an poly tunnel and trying to heat the whole bed evenly.
Thank you for sharing so much understanding in short article. Makes an awesome lot of sense.
Thanks!
Experimenting with this on abs on a printrbot simple metal at the moment, the one thing I did which I didn’t regret was printing out a fan duct in flexible filament, so if anything did go wrong and workpiece fan shroud contacted something on the layer, it just flicks out of the way instead of having a crash and ruined print or worse and I can run it a lot closer the workpiece.
If I don’t use a fan, I can’t print smaller details even with a min layer time of 15 seconds, with the fan its mostly ok but it doesn’t like bridging for me yet after going from the infil layer to outer solid layers and I get the odd hole still. I print with a heated bed onto kapton tape. I’ve also had the extruder heatsoak and clog up inside the hotend body running 245c temperatures on a longer print in a bid to see if that helped but I’m using a ubis ceramic hotend with no active cooling of the extruder or stepper so that was inevitable. On one print my print quality went to poo at height, and I paused it and left it 15 mins with a fan pointing at the ubis and stepper and restarted and it was ok again just to confirm that suspicion. So nozzle hot, parts + extruder + extruder stepper cool !
For my cooling fan, I went to a noctura high quality fan to cool the print layer when the original printrbot supplied one went noisy and had to lower my fan speeds 20% in the same material/setup and its deathly quiet as a bonus.
Waiting for a e3d diamond with e3d heatsinks + extrudrboard to turn up in post, have a 60mm noctura fan ready for hotend cooling duties, repurpose the 40mm one for workpiece cooling, one direct drive nozzle for flexible filament still using the original printrbot stepper and two bowden connected airtripper extruder remote bowden extruders mounted remote to keep the weight down on the bits that move (its a printrbot simple metal and the Y axis is only simply supported). So hopefully will let me play with multi colour printing which interests me, and cure the heat soak on a long print if I want to run abs at a hot temperature.
Thinking about an enclosure too, but as much because I’m concious now I print in abs that the fumes might be a bit worse for whoever’s in my room with it on a long print, and its my home office. I’m wondering if it’ll let me print faster at higher layers also, since I can almost go as fast as I like for the first 10 layers or so, then have to back the speeds down to keep print quality. Either something is going funky in my Z, or its because the print is getting cooler the further it gets from the bed. Sounds like a good excuse to buy some new linear rods, a new length of acme screw and diy a Z axis expansion kit and eliminate it as a potential culprit while I’m at it. Then I’ll have a excuse to make the enclosure afterwards.
You should look into petg as a filament option, unless you need the higher glass transition temperature of ABS, it’s just a strong, prints like pla, and doesn’t smell. http://atomicfilament.com/collections/petg-3d-printer-filament-us-made-with-free-shipping.
I am also printing with a Prusa I2, but my Sanguinololu 1.3a controller does not appear to have a fan speed output. So I have been running a cooling fan at full speed. Are you using a variable speed control for your fan? if so, what controller do you have? I am thinking of switching to a RAMPS board, but I’m not sure it’s worth the investment for that one feature.
Personally, I highly recommend the RAMBo from ultimachine. It’s expensive, but worth it imho. Most of the printer manufacturer’s buy them because it cuts down on their support costs (lulzbot, prusa, seemecnc, etc). You can also get knock-off Rambo’s, but Ultimachine has a real life time warranty. They offered to replace my entire version 1.0 board from five years ago because a driver broke (which is impossible in the newer versions of the board). It’s just solid and always works.
Thanks for the suggestion and for the article, in the first place. This issue has been a challenge for me, and apparently a few others.
Bravo for your experimentation and scientific method. I have agonized over this same problem and I found that printing a half dozen widely separated small parts (even though I only need one) allows the layers on an individual part to cool below the goop threshold. And when I invariably lose one, I have spares.
EDIT I see someone else said this. Apologies for not thoroughly reading thread.