When it comes to choice of metals that can be melted in the home foundry, it’s a little like [Henry Ford]’s famous quip: you can melt any metal you want, as long as it’s aluminum. Not that there’s anything wrong with that; there’s a lot you can accomplish by casting aluminum. But imagine what you could accomplish by recycling cast iron instead.
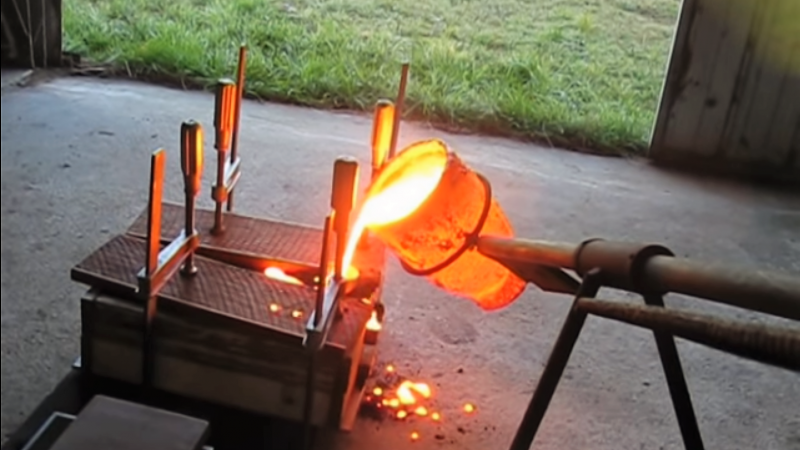
It looks like [luckygen1001] knows a thing or two about slinging hot metal around. The video below shows a fairly expansive shop and some pretty unique tools he uses to recycle cast iron; we were especially impressed with the rig he uses to handle the glowing crucibles from a respectful distance. The cast iron comes from a cheap and abundant source: car disc brake rotors. Usually available free for the asking at the local brake shop, he scores them with an angle grinder and busts them into manageable chunks with a hammer before committing them to the flames. The furnace itself is quite a thing, running on a mixture of diesel and waste motor oil and sounding for all the world like a jet engine starting up. [luckygen1001] had to play with the melt, adding lumps of ferrosilicon alloy to get a cast iron with better machining properties than the original rotors. It’s an interesting lesson in metallurgy, as well as a graphic example of how not to make a flask for molding cast iron.
Cast iron from the home shop opens up a lot of possibilities. A homemade cast aluminum lathe is one thing, but one with cast iron parts would be even better. And if you use a lot of brake rotors for your homebrew cast iron lathe, it might require special handling.













Do not pour over concrete. Spill enough and the concrete can spall and ruin your day.
I had a boyfriend that worked in a foundry. Steel was dropped in the kettle, it had moisture/water collected were they didnt see. His friend in the crane was burned alive. Just be careful about any moisture that may have collected from being out side on sitting on concrete.(will draw from concrete)
Wow, i heard this exact story from a colleague, whose realtive or friend, I think, was at the scene. It was in Germany. Was it the same incidence?
In his YouTube video luckgen1001 shows and explains what happens when spilling molten cast iron.
Wonder how he went about cleaning up the spilt iron?
You just let it cool then pick it up. You should throw sand over it to let it cool safely, but im used to spilling amounts bigger than he casts.
Furnace running on motor oil and diesel? i want to know more! I thought that motor oil can’t melt them steel beams.
With oils you can use a babington design, mig tips, or a piece of soft copper tubing crimped mostly closed. Throw 10 – 40psi of air through the injector with your fuel oil and you’ve got a burner.
I use a steel brake line to drip oil inside a 1″ pipe connected to a shop vac output. Roars like a jet, and melts aluminum faster than I can ram molds.
It sounds like he is using the old vacuum cleaner as his air supply.
I cast iron occasionally with Rivers of Steel Arts group in Pittsburgh, they use an old 1950s aluminum body vaccum cleaner motor attached with aluminum furnace tape to their blast furnaces, they work well for this.
What i don’t like about babbington is that only small fraction of oil is atomized and most of it has to be recirculated after going thru burner, where it was very easy to get contaminated by carbon and other dirt that can accumulate in your burner/furnace. So you would need to filter the waste oil before recirculating, filter might get clogged also. Overall it does not seem as very dependable and maintenance-less design.
I’ve been thinking about this as means of heating cottage during winter and i don’t really like the fact, that air compressor would be running all the time. It might be hard to get dependable compressor, that will run nonstop whole winter, while being quite enough, so you can relax and enjoy time on your cottage. Unless you’re willing to pay for really expensive compressor.
Look for an Air Atomizing Nozzle. I use one made by Delevan for my shop heater; they’re commonly used in converting fuel oil burners to run on waste oil.
I feed mine about 10 psi of air and meter oil to it using a fuel oil pump driven by a stepper motor; it works great and I don’t have to fiddle with the fuel rate constantly. My only limitation right now is I’m blowing in from the side of an old wood stove with no additional air. I have to use a flame holder to keep it lit which needs to be cleaned periodically to remove deposits and I have to leave the stove door cracked open to have enough air to support the flame.
In the long run I have a proper fuel oil burners assembly (from a hotsy pressure washer) that I plan to convert over and blow into a proper burn chamber with a heat exchanger. Video link follows:
https://youtu.be/Chbs9cobCto
Steel structural beam =/= cast iron.
And weakening =/= melting
It’s a meme, guys.
Not in the EU.
That conspiracy about what can and can’t melt steel is one of the more ignorant things I’ve ever heard. You can melt / deform steel with gaddamn wood. How do they think people worked with steel centuries ago? With a fusion furnace? It’s all about the conditions of the furnace, how much heat is held inside and how much oxygen you can blast in there. Fuels don’t have a written-in-stone temperature that they burn at; keep the heat from going anywhere as you add more and it’ll get hotter. Energy must be conserved.
Reminds me of the marching over a bridge to collapse it where the mechanical resonance can oscillate the bridge if amplified enough and in tune with the bridge resonance frequency… albeit wind or marching or both. Same goes with oscillating signals of whatever force or energy (EMF also) if sympathetically resonating and the system is absorbing and I guess even reflecting to an extent though not transmitting.
Heat generation from reduced carbon sources is a function of both energy density and oxidation rate.
If you have a charcoal fire with no wind or aspiration of any kind, you will just have a gentle campfire, but if you pump oxygen in it (air is about 18% oxygen) you increase the speed at which the carbon oxidizes. If you were to blast highly oxygenated air into that charcoal with something like a leafblower motor, you would burn the carbon very quickly and release all of its heat very quickly. If your fire is in a thermally insulated container, the heat has a hard time leaving.
Natural gas (methane) has the lowest energy density, but is suitable for melting aluminum and bronze if you aspirate it. Propane has a little higher energy density. Liquid hydrocarbons like pentane- hexane-septane-octane can get your fire even hotter. Motor oils and diesel (which have a mix of very long carbon molecules) are suitable for melting iron and stainless. Of course coal and charcoal are the most energy dense forms of reduced carbon, but using them for casting can be tricky because the heat generated can quickly destroy your furnace.
You could melt a steel I-Beam with a candle if you oxidized the wax quickly enough.
If this is who I think it is (by the sound of his voice) then he has been doing this kind of thing for well over twenty five years. He is very talented, fully aware of all the risks and has developed lots of techniques for melting all sorts of metals for casting.
Good to see him posting some of his work on youtube.
Aluminum alone is extraordinarily dangerous. Iron is even more so. Better to not do this, or if you do, spend a lot of time gathering the proper safety equipment, and then don’t do it.
If you understand the safety requirements and do your due diligence, you minimise the risk. Yes, the processes can be dangerous, but so is riding a bike or walking down a footpath. If it is who I think it is, then he was safety conscious back in the day when I watched him doing pours with molten steel and aluminium. If you look closely, you’ll see the various safety protocols he was using.
It’s like biking on a cliff edge with an armed grenade in your hand. Definitely doable, definitely dangerous.
More like riding a motorcycle in traffic surrounded by texting drivers. Definitely doable, dangerous for sure.
do you live in bakesfield,CA? been hit twice in a year. still ridin!
Wow I’m so glad for that! Just think of how the industrial revolution would have progressed, if meme had been around to give his advice.
Eh, what’s a little bodily injury in the name of progress? It’s not like we need those parts or anything. :-p
Please…, proper prior planning, with personal protective equipment, prevents piss poor performance.
B^)
If you do it right, there’s no problem. It’s like any other trade like being a high voltage electrician.
It’s not for everyone and certainly those who are fearful.
Ah yes, best not to try and leave it to the professionals–the HaD commentor’s motto.
Just research and take the necessary precautions. Acceptable risk is not zero risk.
Ah, reminds me of working the summer at the Bosch foundry and testing iron (me mostly testing sand though). Silicon carbide is what we used as an additive though were manufacturing the calipers and other components.
A homebrew arc furnace might be neat to save time, though have to think about using free or more cost effective resources. I’d guess homebrew batteries, caps and transformers will help if off the grid. If you’re really crafty and want to go primitive… you can make an old school clay bloomery furnace.
https://en.wikipedia.org/wiki/Open_hearth_furnace
Why doesn’t that thin steel hoop in contact with the crucible just droop right off?
I was scared.
Because crucibles are bad at conducting heat. The ring is connected to a big heat sink and in the open air.
Why not the ubiquitous DIY turbocharger derived centrifugal turbojet engine to heat the furnace the jet for simplicity might burn LP or natural gas. Especially with with supplemental oxygen but even without a post jet reheat/afterburner would probably give a nice temp boost though then lampblack probably becomes a problem if you burn heavier junk fuels like recycled motor oil. You could add supplemental oxygen as needed, even from big plastic sacks kept outside and filled over several days from a discarded medical oxygen concentrator, you don’t need 100% just better than atmospheric to see a significant improvement though might melt the turbine stage. Maybe tap the compressor stage for bleed air to cool the afterburner pipe.
I come to HAD in part to never have to read or think about the name saturating 24/7 all English(and other) news and entertainment media.
I get that, but with the iron tariffs and my use of ‘cast’ and the subject of this article.. it’s hard to not joke when it’s set up like this.
As mentioned above somewhere, I cast iron occasionally with Rivers of Steel Arts foundation in Pittsburgh. I just did a pour a month ago or so of 700lbs of iron. Have done a 5000 lb pour too.
There is a lot to running a blast furnace, but its not rocket science. A lot can go wrong though. The people I cast with are very experienced, far more than I.
Tidbits of info- brake rotors aren’t ideal- cast iron bathtubs from builder’s salvage yards are. Iron is better quality, thinner, and easier to melt. Plus, smashing bathtubs with sledgehammers is fun and a great workout. The enamel comes out as slag.
We add a handful of limestone gravel to each charge of iron and coke, it acts as the slag flux and coagulant. Critical is ratio of coke to iron- you have to weigh them out carefully. I think I did 3 lbs of coke, mixed sizes, for every 25 lbs of iron. We put coke in plastic grocery bags, and throw em right in the top of the furnace before charging the iron. Everyone uses a slightly different ratio doing this.
Key thing about crucible use is it MUST be preheated very hot before you fill it with iron- or it will explode. We use forced air and propane for this, the blast furnace uses forced oxygen and a 1950s vaccuum cleaner blower to blast air in.
Keep compressed water canisters nearby- if your furnace lining is too thin, or starts to fail- the iron body of the furnace walls will get cherry hot and burn through- you can shoot compressed water like seltzer on that area to keep it cool and from melting through, in short bursts.
Keep sand nearby too- to cover any spilled iron. Nothing else will put it out. It will set the ground and dirt on fire.
And for godssake- wear a lot of caster’s leathers and spaks over your shoes- or iron may enter them and burn to and past the bone.
Have fun!
That’s a lot of coke…
Per charge, no. For 700 lbs, or 5,000 lbs of iron, total, yes, its a lot of coke. More than Tony Montana has :) The coke is donated by Shenango Coke Works here in PA and theres maybe a dumptruck bed full stash they use. Not much to donate tho- thats a tiny amount of coke for a coke works.
Some stuff I noticed in the vid- his rolling tilting crucible stand is really nice design, great idea for solo casting.
His mold would have been a lot safer against underfilling and overpressuring if he had added one or two vent holes, and just filled until the iron overflowed a bit from them. You should always try to have at least one vent, unless enough of your mold is exposed to air to vent from more than the pour cone.
We never leave the mold boxes assembled on mold- but we use novaset pink chemical hardening agent to create hardening sand molds, and bind them together with metal banding. I think he’s using a non-hardening traditional resin style casting sand.
Always add those extra channels or cups around the fill gates inside the mold, where your pour cone goes to- it lets a refresh supply of iron build up to create constant steady fill to your mold, and allieviates pressure of iron splashing directly into the main form of the mold, which could erode mold walls, like pouing water out of a cup onto beachsand from up high.
Graphite dust is nasty- don’t breathe it. You will really hurt your lungs. There is a mold release agent called Zip Slip, that looks like thin watery silver paint cut with denatured alcohol (denatured has no moisture content that would make mold explode) that works really well for complex surfaces and clean mold release. Graphite powder afterwards on mold cavity gives clean cast surfaces.
Lastly- the further the iron falls, and the more iron mass, the more likely your mold will explode apart under pressure of entering iron. Always leave a minimum of 2″ if sand around your mold cavity to the ourside of the sandmold to stand up to the pressure of the molten iron, more if you have a really large mass. Less than 2″ for even a rubber ducky sized object is not safe.
And yes, first item I ever cast was a rubber ducky ;)
Iron has a higher density then sand, the overflow is a result of buoyancy. The sand literally wants to float on the molten iron. Having a vent doesn’t change the buoyant forces in molten iron.
We use vents on most stuff, but not all. You don’t have to have them to cast, but I think our sand may not be as porus as others when mixed with novaset binder. I think the main reason we use vents is to confirm we filled molds with enough iron- mostly large lots of one off art pieces, so we don’t calculate amount of iron needed that much. We pour until we see mold flooded out from touch/vent holes, and we know its probably filled.
I am not as experienced as the other folk I cast with, I’m sure they could answer this better than I.
The Ford model T engine was made of cast iron.
What i’m trying to say is, who’s going to build one from scratch first?
Amazing is there is aluminum blocks. I guess the next step would be titanium. Can even make via a 3D printed method also.
Though, yeah…, that would seem awesome to have someone or even like at a National Museum cast iron engine blocks and components. That would be an interesting museum to visit. Like have even a history of casting from holes in the ground with clay mounds and animal hide bellows… to modern advanced systems.
The thought of a 3d printed titanium engine block, is awe inspiring for me to think about. I’m a simple man, i guess. :p
I can’t speak for anyone else, but i’d go to a museum like that everyday. Metal smelting, cast, and working is truly fascinating.
He was building components for his steam engine on his YouTube videos. Not to mention it’s much cheaper to cast and machine.
3D printers are also very limited such as size and material they can print with, you would think that some basic materials such as nitrile rubber would be available to print with, but nope we are still stuck with using that awful resin. Titanium is an engine block wouldn’t last due to the nature of Titanium losing its strength in high temperature situations and its expansion when heated, whereas the rocket cover gaskets seems to last much longer in cast iron engines. An engine expands and contracts when cooled, cast iron distributes the energy efficiently hence why it’s still used in most powerful vehicles such as 4×4. Think of a skillet compared to a frying pan.
So out of my choice I would still cast and CNC machine over printing due to affordability and satisfaction of creating useful components. Cast Iron, Wrought Iron, Ductile Iron they are still good metals depending on application.
Nice video! which material have you added to melt iron fastly!
And all we got to cast was aluminum and brass back in HS. Thankfully? we didn’t have to fight with sand, but used petrobond. Even with the exhaust turned up before the pour, petrobond reeks.
Where can you get a crucible that you can trust for cast iron?
Interesting design. Will take a closer look. Might get some good ideas. I built a blast furnace last year using forced air and propane. Using oxygen makes me too nervous. I can eek out just enough heat to melt iron with this design, but it’s difficult to stem heat loss and maintain integrity of seals around input pipe. Need to rebuild with different design because current design isn’t efficient. Uses too much propane to reach melt temp. Also, 3100 F is max temp for refractory material, so I’m pushing everything to the edge.
CastingIronEngines on youtube also does iron work to build small steam engines.