Injection molding is an industrial process used the world over for the quick and economical production of plastic parts. [Nikodem Bartnik] wanted to experiment with this at home, so whipped up some molds and got to work (Youtube link, embedded below).
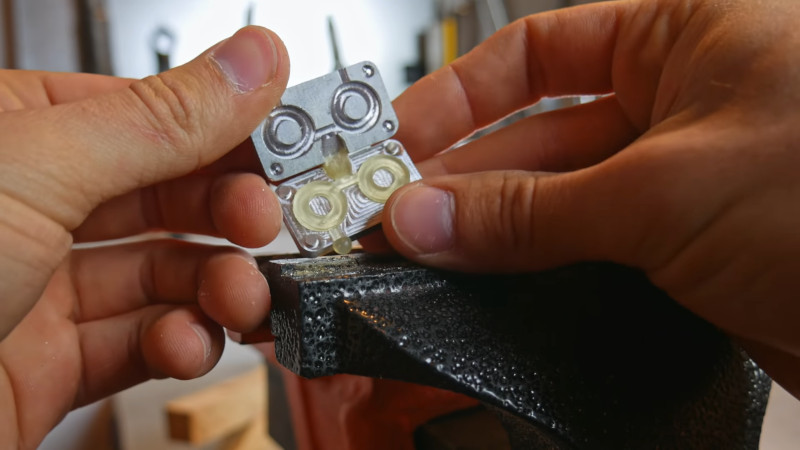
[Nikodem] produced aluminium molds, using a Dremel-based CNC platform. This allowed for the design to be created in CAD software, and helps with the production of the geometry for both the part, as well as the gates and vents. Having learned about thermal issues with an early attempt, the mold was then clamped in a vice. Wood was used as an insulator to minimise heat lost to the vice.
With this setup, it was possible to mold M5 washers using hot glue, with good surface finish. Later attempts with a larger mold were unsuccessful, due to the glue cooling off before making it through the entire mold. [Nikodem] has resolved to improve his setup, and we look forward to seeing what happens next. We’ve seen others experiment in this area before, too. Video after the break.














Heating the mold may be the way to go on larger molds, give the glue some time to creep into all the nooks before it hardens. The professional glue guns sometimes have a temp adjustment, that might help if he’s not already using one.
Higher temp and greater pressure. Heating the mold will then require cooldown for part removal, but will also help. Heat to just below where the injected material becomes fully plastic.
As the material is injected,the surface material, in contact with the mold, solidifies nearly instantly, and this is desirable. It helps prevent surface imperfections. The cooling rate for the material nearer the core of the flow needs to be low enough that the cavity can fill without damming.
Mold design is not simple, and when I needed to deal with it, decided it was worth the money to have a specialist do it. Awesome for someone to do for fun. A lot to learn.
i agree on a higher pressure.
He did try heating the mold in previous video and the glue (beeing a glue ) got stuck to the mold so much that it couldn’t be removed without destroying the mold. People in youtube comments mentioned some release agent …
Any heat on the mold will be beneficial, for the scale some small cartridge heaters could be used to hit 60-80 C, I’m betting that would be hot enough to avoid excessive shrinkage/warp due to slow cooling times.
That said, I work in Nylon and PPS. Both can be molded on a bench with an arbor press and melt cylinder (commercially available rather inexpensively, Google ‘arbor press injection mold’)
I have to wonder if the IASCO catalog’s IM gear might be of service. I also wonder if hydrocal would make an adequate mold…
Pretty cool! This stuff might work well too for SLA 3D printed molds, I’ve personally used a resin that could handle 250 degrees c without cracking or deforming.
What resin were you you using?
Would a printed PLA mold work? I’d expect it should be able to withstand the temps necessary to prevent the glue from stiffening up to soon.
Fun stuff! Can you tell me where you purchased your CNC milling machine?
Cam
He didn’t purchase it – he build it!
Seems to be a very talented young fellow – check out his youtube channel:
https://www.youtube.com/watch?v=I7woln6urVY&list=PLktKi_COpyPRVn0faQq_ZoM37WAOP8pfA&index=1