
 The next time you find yourself in need of some large-ish plastic springs, maybe consider [PattysLab]’s method for making plastic springs out of spare filament. The basic process is simple: tightly wind some 3D printer filament around a steel rod, secure it and wrap it in kapton tape, then heat it up. After cooling, one is left with a reasonably functional spring, apparently with all the advantages of annealed plastic.
The next time you find yourself in need of some large-ish plastic springs, maybe consider [PattysLab]’s method for making plastic springs out of spare filament. The basic process is simple: tightly wind some 3D printer filament around a steel rod, secure it and wrap it in kapton tape, then heat it up. After cooling, one is left with a reasonably functional spring, apparently with all the advantages of annealed plastic.
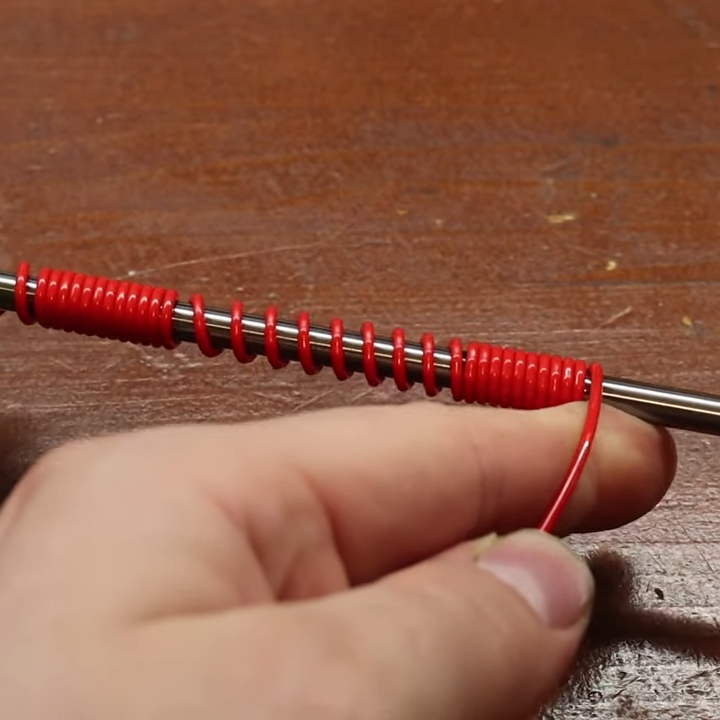
The basic process may be simple, but [PattysLab] has a number of tips for getting best results. The first is to use a 3D-printed fixture to help anchor one end of filament to the steel rod, then use the help of an electric drill to wind the filament tightly. After wrapping the plastic with kapton tape (wrap counter to the direction of the spring winding, so that peeling the tape later doesn’t pull the spring apart), he suspends it in a pre-heated oven at 120 C for PLA and 160 C for PETG. How long does it stay in there? [PattysLab] uses the following method: when the spring is wound, he leaves a couple inches of filament sticking out to act as a visual indicator. When this segment of filament sags down, that’s his cue to begin the retrieval process. After cooling, the result is a compression or extension spring, depending on how it was wound before being heated.
[PattysLab] shared a short video on this Reddit post that shows both springs in action, and the process is all covered in the video, embedded below.
This method clearly works for [PattysLab] and doesn’t require any unusual hardware or equipment, but should anyone wish to apply a bit more finesse to the process, this scientific approach to annealing plastics used in 3D printing might come in handy.













What if instead of folding open the ends to make eyes you just left some filament pointing straight out the ends. Then you could either trap the end under a screw head or if you really want eyes then just crimp on ring terminals.
Maybe that would eliminate that stress point which killed the PET-G and PLA extension springs.
Nice work [PattysLab], I appreciate the video and I think this is good information. The eyelets on your pull springs failed due to the internal stresses left after cold forming them. I’m certain that you would get similar results to the push spring tests if you formed the eyelets prior to the baking process or do as kc8rwr suggests.
Ideally, you would want to heat the plastic to the appropriate “forming” temperature, then form it, then let it cool, then anneal it. The annealing process usually entails bringing the internal temp of the plastic up to “annealing temp”, holding it there for a period, then cooling at a specific rate down to a given temperature.
The process and temperatures varies for each type of plastic. For applications where service life and a specific spring force are not critical the extra work wouldn’t be worth it.
kc8rwr, I like your solution of using a screw or crimp-on ring terminal.
Why is the optimal temperature always a multiple of 10? Isn’t that incredibly unlikely, statistically?
Probably has more to do with the digital settings on most ovens having 5 degree increments, or the dial type controls being analog with a woeful lack of precision
It’s unlikely that the recommended temps are optimal, but also unlikely that +-5 degrees from optimal has a significant difference on the outcome. Combine that with the fact that most people aren’t going to be using a high precision oven, that temperatures within an oven can vary by quite a bit by location, and that ovens tend to work by turning on the heating filament until some maximum temperature is reached and then turning it off until it cools below some minimum temperature, and you’re left with the conclusion that specifying something other than a multiple of 10 would be, well, rather silly.
Optimal (printing) temperature even differs per color of the plastic. But it’s only a few degrees C (except for white PLA, as white PLA sucks)
Source: I worked at Ultimaker for a long time.
How well do those plastic springs hold up over time, how quickly do they lose their springiness? I assume they also can’t exert much force compared to a similarly-sized metallic one.
I have had a problem with them taking a permanent set when left compressed for over a couple of weeks. Which sort of sucks, because they work great (until they don’t)
Can I do this by sticking the metal “mandrel” into an induction heater instead of the oven?
Any idea as to what range of spring constants can be achieved? Obviously it’ll depend on the plastic used and the winding parameters but I’m curious about what was had with the springs demonstrated.
Maybe a quick job for temporary, little load… I suspect it will suffer from creep and fatigue