[Thane Hunt] needed to find a way to make a variety of different heat-seal patterns on a fluid heat exchanger made from polyolefin film, and didn’t want all the lead time and expense of a traditional sealing press machined from a steel plate. Pattern prototyping meant that the usual approach would not allow sufficient iteration speed and decided to take a CNC approach. Now, who can think of a common tool, capable of positioning in the X-Y plane, with a drivable Z axis and a controlled heat source? Of course, nowadays the answer is the common-or-garden FDM 3D printer. As luck would have it, [Thane] had an older machine to experiment with, so with a little bit of nozzle sanding, and a sheet of rubber on the bed, it was good to go!
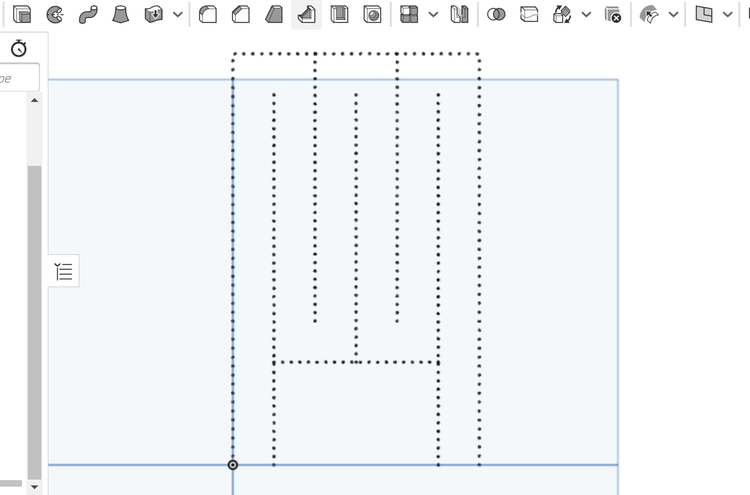
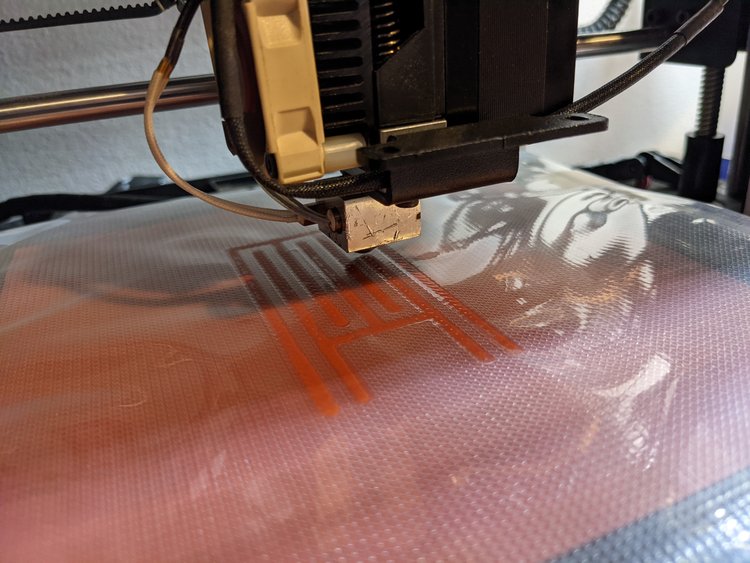
Now, heat sealing is usually done in a heated press, with a former tool, which holds the material in place and gives a flat, even seal. Obviously this CNC approach isn’t going to achieve perfect results, but for proof-of-concept, it is just fine. A sacrificial nozzle was located (but as [Thane] admits, a length of M6 would do, in a pinch) and sanded flat, and parallel to the bed, to give a 3mm diameter contact patch. A silicone rubber sheet was placed on the bed, and the polyolefin film on top. The silicone helped to hold the bottom sheet in place, and gives some Z-axis compliancy to prevent overloading the motor driver. Ideally, the printer would have been modified further to move this compliancy into the Z axis or the effector end, but that was more work. With some clever 3D modelling, Cura was manipulated to generate the desired g-code (a series of Z axis plunges along a path) and a custom heated indenter was born!
This isn’t the first such use of a 3D printer we’ve seen, here’s an earlier failure, and like everything, there’s more than one way to do it – here’s a method of making inflatable bladders with a defocused CO2 laser.
(warning! Two minutes of a 3D printer head-banging into the bed!)














My first through is that this might be useful for quickly prototyping/building flexible/soft robotics components. Like https://hackaday.com/blog/?s=soft+robotics
It wouldn’t be as “3D” as casting methods, but could be much quicker and easier to produce (vs making molds and casting in silicone or rubber).
OK. That’s a hack. I love it.
Brilliant!
Another 3d printer hack article?
Yes, another one, and a good one at that.
Great Hack!
From the look of it in the video the build plate is actually moving very slightly on its springs, so I’m not sure how much the silicone mat is doing except maybe helping to prevent slipping. It would probably be very easy to just replace the 4 x M4 bed screws and springs with much longer ones to give the needed extra compliance.
Different scales of compliance. The springs stop the system from breaking itself, but the silicone sheet squishes to press the film against the entire contact patch of the heating element. Otherwise you might end up with only a tiny irregular spot actually receiving enough pressure to seal properly, rather than the full intended tool shape.
Dull a vinyl cutter wheel and mount it in place of the nozzle. Now drag the heated wheel around. Far less up-down-up-down nonsense means faster results – maybe?
That may cause it to rip if it is dragged, a heated ball might be better.
Heated ball will probably bind more easily from contamination if it’s allowed to move and will rip foil if stationary in mount. A wheel will not rip the foil, but might introduce some displacement if it’s low diameter, which could impact integrity.
I was also thinking of holding a ball captive inside a modified print head (like an oversized ball-point pen.) The biggest problem I came up with is the dissimilar thermal coefficients of expansion – a brass tip has a coefficient of 18.7um/degC while the steel ball would be somewhere around 12um/degC. The thing would seize up in a hurry. So it would probably need a spring-loaded bearing mechanism to contain it.
After working out the size issues, in order to minimize friction the ball either needs to minimize contact with the housing (via tiny bearings), or maximize contact requiring lubricant to overcome friction.
Unfortunately minimizing contact would greatly reduce thermal coupling, meaning a change in the hot-end heater block would be needed to focus heat on the ball. And a lubricant would transfer the messy grease to the plastic parts, and that’s only if it didn’t just melt and run out of the block entirely.
I think the hacker approach he took by plunge-tacking the plastics together was a really good first step, even though it may never be efficient.
Hi guys – Re: The thread regarding using a swivel wheel or a ball instead of the plunge operation…. You could inductively heat the ball so that it could freely roll without needing to have a lot of surface area engaged with a conductive heater. You could also modify a hot air pen used for soldering to blow on the ball. You could also take some metal brushes from a DC motor and use that power transfer to resistively heat the ball itself. If I cared to do so, I would use the channel that previously controlled the extruder stepper motor to swivel a steel wheel around the vertical axis, keeping it aligned with the current path. As for all the tearing or other issues you guys are talking about, that is simply a matter of process tuning, which is always needed anyway. The “up and down nonsense” that you were referencing works great, was easy to do, and got me what I needed. Please feel free to create an updated version to meet your own project goals!
Yes, added complexity is always a possibility.
@Sheff said: “That may cause it to rip if it is dragged, a heated ball might be better.”
I agree with your ‘heated ball’ suggestion, but unlike a circular vinyl drag cutters, there’s nothing off-the-shelf.
“With some clever 3D modelling, Cura was manipulated to generate the desired g-code (a series of Z axis plunges along a path) and a custom heated indenter was born!”
Surely for something that trivial it would have been much easier to hand-write some basic g-code rather than mess with custom modeling and messing with Cura?
Hey Will – I wrote G-code by hand for the first test but moved to Cura out of laziness after that. I’m working on a little script that will turn a DXF into the G-code automatically, mostly for fun.
That makes sense then. Great idea!
there is a very big problem with this article in that dealing with this industry most have moved away from conventional heat sealing of any type from vinyl to plastics of all types. Most industrial plants are now using ultrasonic welders for this type of work. I applaud the hack but the article is very wrong in that heat plates are the primary source for this type of work.
Hi – well, it does say “traditionally”! :) Yes, ultrasonic vibration as a heat source is being used more and more, but having spent several months in China working with films I can tell you that impulse heat sealing is alive and well, for better or for worse. You bring up a great idea though…perhaps a cheap sonic knife could be modified and mounted on a gantry?
Cool video of the uses of a 3D printer! I agree that most industrial plants are now using ultrasonic welders for this type of work.