It may sound like a pop band, but μ-WAAM is actually a 3D printing technique for making small metal parts from the NOVA University Lisbon. Of course, WAAM stands for wire arc additive manufacturing, a well-known technique for 3D printing in metal. The difference? The new technique uses 250 μm wire stock instead of the 1mm or thicker wires used in conventional WAAM.
The thinner feed wire allows μ-WAAM to create fine details like thin walls that would be difficult to replicate with traditional methods. Typically, for fine structures, printers use fused metal powder. This is good for fine details, but typically slower and has higher waste than wire-based systems.
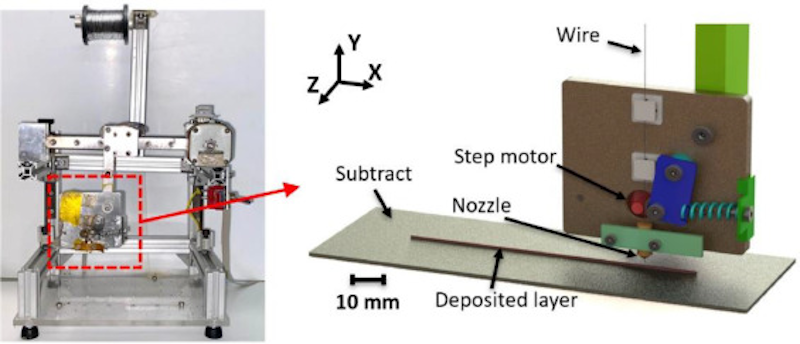
What we found most interesting is that the printer looks more or less like a conventional 3D printer with a special extruder that handles the fine metal filament. Of course, instead of heat, a 12V 100 aH battery provides an arc. Oh, there’s also an argon shield gas system to keep everything working well and prevent defects.
Still, this looked like something you could reasonably attempt to build yourself. The wire feeds through a conventional brass nozzle. The arc system and the associated shield gas would be the only big modifications, it seems.
Of course, finer wire means the prints are not as fast as a normal WAAM system. A powder system might deposit 2 grams of metal per minute, but μ-WAAM did about 5 grams. Of course, with fatter wire, a real WAAM system might reach over 18 grams/minute, but will not be nearly as precise.
We’ve followed [Metal Matter’s] homebrew metal 3D printing efforts for some time. You can see a video below of his system that also uses fine wire, but uses a laser instead of an arc. We’ve also seen fused powder done with a laser cutter. If you build something that works — or even something that doesn’t be sure to let us know.














Awesome! I think in the picture it should read “Substrate” not “Subtract”. We don’t need no stinking subtraction!
Not to mention, the battery with a tiny inductance.
Still a pretty interesting project.
It’s surprising that it takes that much to melt the wire, considering how thin it is. A little like MIG welding I suppose. Perhaps an angled nozzle and circular motion might help them with their print quality, at the cost of a little wall thickness.
Random thought: rather than running current through the wire, would it be possible to use electromagnetic induction to heat it up and melt it? I’m not sure it would offer any advantage, but could offer another approach.
Same with the shielding gas. Rather than nozzle it out around the wire, if it were a closed build volume, it might be possible to purge the entire volume once and use less gas over a long print.
Maybe if you do that, but flash it into vapor like aluminized plastic. Maybe do it in a Wehnelt Cup from an electron gun to contain the vapor and focus it out the nozzle…🤔
The advantage of using the arc is you melt both the wire and the substrate in a local pool. I’m not confident that you would get good fusion just melting the wire the way you can with plastic.
Re the Argon – sure if the seals are good. You have to use enough argon to purge the volume not just fill it and keep it topped off with some positive pressure, but for bigger jobs there’s going to be a cross over point where you use less.
Where did they get the wire? I honestly want to know.
This definitely is no home depot stocked wire, but looking into the paper you read it’s a ‘ASTM A228’ wire with 0.25mm.
Doing some googling you find specialized dealers offering/listing wires like that. I found for example metalleschmidt.de and a pdf mentioning it with sizes from 0.2mm and above. Give them or someone else a call, maybe they respond and are willing to sell it. Might be tricky in small quantity, but maybe u are lucky.