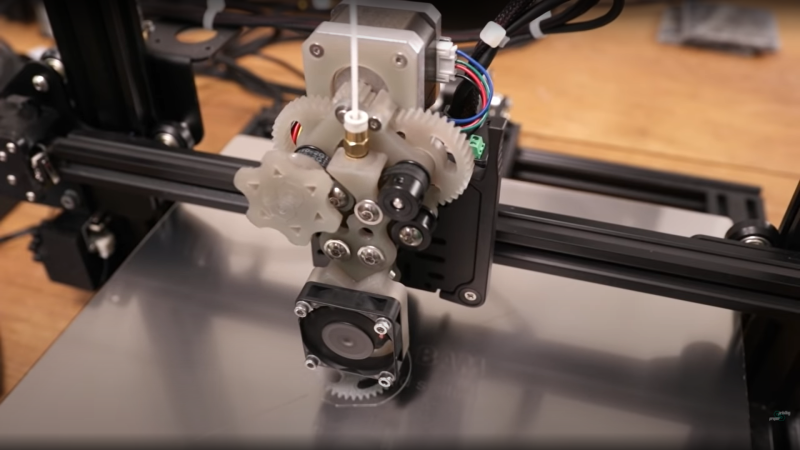
[Proper Printing] clearly enjoys pushing the boundaries of 3D printed materials, and sometimes this requires building custom 3D printers or at least the business end of them. Flexible filaments can be a bit of a pain to deal with, simply because most extruders are designed to push the filament into the hot end with a simple hobbed bolt (or pinch roller setup) and only work reliably due the rigidity of the plastic itself. Once you go flexible, the rigidity is reduced and the filament often deflects sideways and the extruder jams. The longer the filament path leading to the hotend, the harder it gets. The dual belt drive extruder (they’re calling it ‘proper extruder’) grips the filament on two sides with a pair of supported belts, guiding it into the hotend without allowing it to deflect sideways. The extruder body and gears were resin printed (but, we checked — the design is suitable for FDM printing as well) proving that resin printing on modern printers, does indeed maintain adequate dimensional accuracy allowing the building of mechanisms, despite the naysayers!
The extruder design took a bit of tweaking, as the belts themselves, were deflecting, but after a few iterations to add some guide rails, it appears to work rather well. Of course we usually don’t get to see all the failures along the way! That withstanding, they started by testing flexible filaments in a logical manner, starting with a minimally flexible filament, with a shore hardness of 93A, before quickly moving onto NinjaFlex (85A hardness) and even successfully printing a gear in an unidentified 60A hardness filament.
The test printer was a Creality CR-10, with a WhamBam Mutant tool-changer installed, so an adaptor plate was needed for this to allow the ‘proper extruder’ to be mounted. The belt-driven design, with the extra friction from the modifications proved a little too much for the typical NEMA17 stepper motor used for direct drive extruders, so they needed to use a beefier unit. Due to the heat from the this larger motor, it needed to be printed in polycarbonate (we think, the video is unclear) to prevent warpage during operation, but that shouldn’t be a major obstacle for the intrepid builder wanting to duplicate this work, we reckon.
We’re no strangers to 3D printing with flexible materials, and the associated hacks to tame them, such as this modified bowden driver for TPU. The applications for printing with flex are numerous and important, such as printing custom gaskets, to name but one, so anything that lowers the difficulty of printing with the floppy stuff is a great step in the right direction in our eyes.
Thanks [BaldPower] for the tip!














Now a peristaltic bowden with tiny cilia to counter backslip would be something of a bio-tech-punk thing…
Wonder how fast that extruder drive can get up to, with all that contact area its not likely to strip the filament even with very high feed pressure, so with a hotend that will manage to transfer enough heat to get the filament through the nozzle it aught to be able to go very fast.
I wonder if this extruder could be merged with the spiral drive mechanism, previously featured on HaD. It seemed to have much better grip. No doubt it would provide a nice balanced feed for this flexible filament.
Whats wrong with the old classic design with steppers and gearwheels?
For many users nothing at all, but that doesn’t mean the trickier filaments or fastest or best printing design for everything has yet be found. This seems like a design concept that should feed really well and once you put in the R&D time be really cheap to produce and run.
I’ve found on all the drive systems I have they skip really quite easily, just don’t have the grip to pull the filament off the roll and through the printer that well. (though they are all now very old and often very cheaply made parts so hardly representative of what you can get now – just not been worth replacing yet, a really decent motion platform that fits my space and all the tools I’d like has been on my projects i’ll hopefully get to eventually list for a while)
E3D Hemera… I never had such a reliable extruder that’s small and handles even Ninjaflex like a charm.
I wonder how well a threadless ball screw would work filament drive.
Obviously at least one bearing would need to be spring loaded, and you might need some sort of anti twist mechanism, but I think it could work.
Already patented, I’m afraid. Fuselabs has been very litigious about their rolling ring drive design even though prior art is already well established.