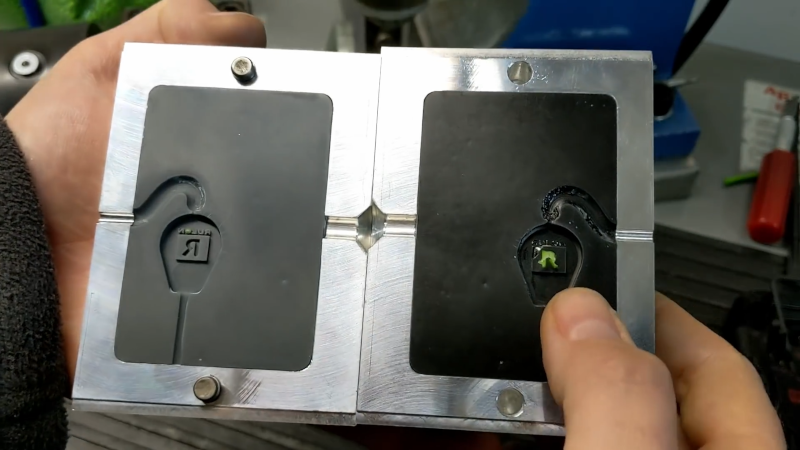
[JohnSL] and his friend both have injection molding machines. They decided to compare the aluminum molds they usually use with some 3D printed molds created with a resin printer. They used two different resins, one on each side of the mold. You can see a video of the results below.
One half of the mold used ordinary resin while the other side used a resin that is made to hold up to higher temperatures. As you might expect, the lower-temperature resin didn’t stand up well to molten plastic. However, the higher temperature resin did somewhat better. It makes sense, though, that an aluminum mold draws more heat out of the plastic which is helpful in the molding process.
The higher temperature — and more expensive — resin did seem to hold up rather well, though. Of course, this was just to test. In real life, you’d want to use the better resin throughout.
No surprise, the resin molds didn’t last nearly as long as a proper mold. After 70 shots, the mold was worn beyond what you’d want to use. So not necessarily something you’d want to use for a real production run, but it should be enough for a quick prototype before you go to the expense of creating a proper mold.
We wonder if there are some other tricks to get better results. A comment from [TheCrafsMan] suggests that clear resin UV cures better, and that might produce better results. In fact, there are a lot of interesting comments on the video from people who have varied experiences trying to do the same thing.
If nothing else, watching the mill cut through the aluminum around the 15-minute mark is always interesting to watch. If you don’t already have an injection molding setup, you can always build one. We’ve seen more than one design.














The aluminium may have preferential thermal properties, but if you’re 3D printing the mould halves you can integrate cooling galleries conformal to the part to allow for even more rapid cooling (and even tuned spot cooling) than a passively cooled aluminium block. Needs an additional coolant supply system to be added, though, and care taken to ensure injection pressure does not warp the mould where the channels run (or the coolant system pressurised along with the injection to ensure isostatic operation).
Could the resin mold be made tougher with a coating of metalized paint?
Paint?…no. plating in copper or chrome however….
But if you get to the point of plating the resin then it might be possible to use it to EDM-machine the actual aluminium mold. Incidentally, plating the master is the way vinyl record molds are made.
Basically, nobody EDMs aluminum.
EDM is for post heat treated steel and other uncuttable metals.
Aluminum cuts like warm butter. Cheap, fast and easy. Kinda abrasive. (Insert ‘yourmom picked the scabs’ joke here)
I don’t know if that worked out well for the War-boys, made them overconfident and foolhardy maybe, tougher, nah.
We did this ages ago when iterating through different microfluidic channel and network designs. It’s definitely a great prototyping method when you need to work with your final material. The rapid prototyping shop we were working with developed a method to nickel plate the printed mold inserts and that gave us more shots out of the mold. Like in the video, a high temp resin is definitely preferred.
The aluminum frames are available from LNS Technologies – http://www.techkits.com
In europe special tooling resins are available for producing injection tooling. Post curing is necessary to improve performance.
..
do you have any links? Specs?
Crafsman has done a lot of experimenting with different injection mold materials on his Youtube channel.