Slicing software needs to maintain a balance between ease-of-use and control, while handling handle any STL file you throw at it. If you eliminate the need to convert an existing 3D model, and create G-Code directly, you gain a lot of design freedom, at the cost of increased design effort. By taking advantage of this freedom and making it more accessible, [Andrew Gleadall] and [Dirk Leas] created the FullControl Design Library.
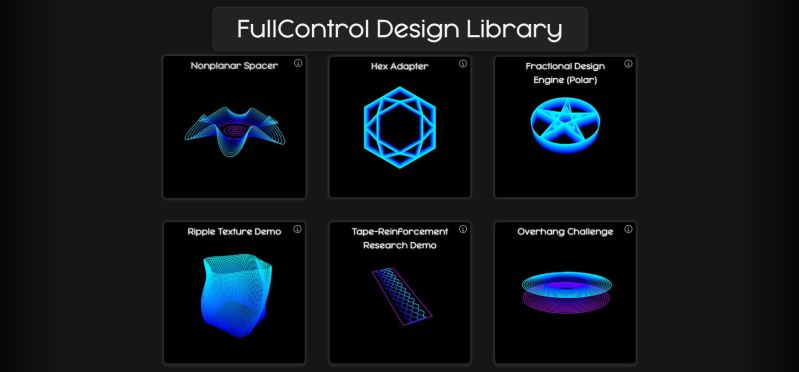
Each model is a mathematically generated extrusion path with a host of adjustable design parameters and print settings. This allows you to print things like a single-layer non-planar part, or 90° overhangs without any support (video after the break). The website was built using the python version of the original Excel-based FullControl Designer (unreleased at the time of writing), and threejs for the 3D visualization.
Go browse the library, play with some parameters and see what strikes your fancy. For ideas, help and updates, keep an eye on the FullControl Subreddit.
We’ve covered another web-based tool, Gcode Designer, which actually took its inspiration from Full Control.
Thanks for the tip [Keith Olsen]













For a library called FullControl, it seems to give very little control. Maybe more will be published later, but for now it seems to be just a few quite limited demos.
BEWARE! Used the “Prusa_i3” printer option on my Prusa i3 MK3S+ printer and the resultant Gcode hosed the Z-axis calibration. Error halt. Extruder began crashing into the bed. Had to recalibrate from scratch. No thank you! :-)
Full Control out of the printing box.
Sounds like the start gcode generated isn’t aware of your bed leveling system. It shouldn’t take more than 5 seconds to replace it with your own start code.
True ‘dat. I just looked at the Gcode generated by Full Control and it looks fine to me in that it emitted a simple “G28” to home all the 3D printer axes, whereas PrusaSlicer normally emits:
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
“G28 W” seems to be a Prusa-specific Gcode command. So what does a simple “G28” do on a Prusa i3 MK3S+? At least once it seems to have badly fouled up the Z-axis calibration—when sent by my embedded RPI Octoprint server anyway. Will it do it again? Answering that question is on my list of “Things to Do Real Soon Now”! :-)