We’ve covered a number of projects that assist makers who need to fill orders for their small businesses, or kitting. [Helmke] has sorted thousands of pieces of hardware that they include with 3D printed parts sold online. They have been developing an alternative, a modular system for sorting and packaging specific quantities of parts.
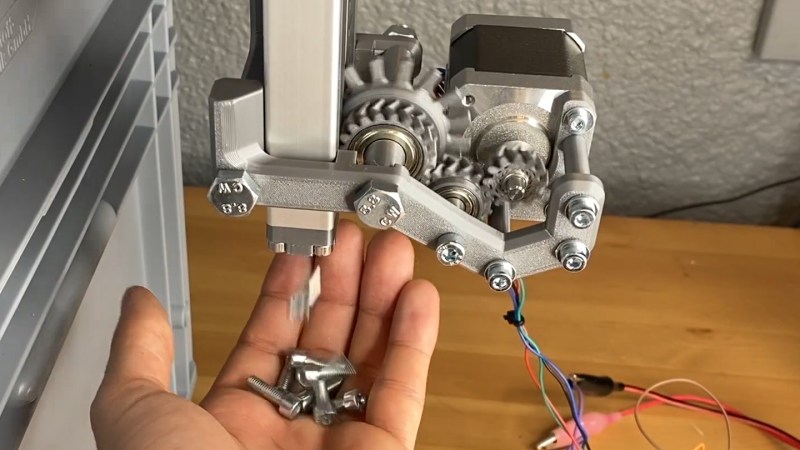
After the break, check out the latest video from their small but growing channel for a very clear walk-through of the counting system they’ve been iterating on. The 2nd video in the series explores solenoids, Geneva drives, and ultimately a sprocket to dispense a variable number of bolts from the sorting machine. The approach gives consistent results, easily to vary quantities, and is fast! These videos are also rich with lots of small details you might want to explore on your own like magnetic part feeding, discussions of different sensors for detecting and counting parts, 3D printed gear box designs, and we love the use of stackable crates for project enclosures.
We hope to see more videos from [Helmke] in the series as the project matures for deeper dives into the existing mechanisms and new features they develop next. Hungry for more? We’ve brought you everything from cutting and stripping wire, to SMD tape, to resistors, to laser-cut parts.














Similar disc with suction that smaller pill counters use.
very cool!
Don’t forget the traditional solution of dispensing by weight. 100 grams of 10-gram parts gives you ten if ten, within tolerances. If there’s too much variation, biasing toward providing one more ay eliminate the risk of shipping one fewer than needed.
Agreed this solution is a billion times overkill for the problem at hand. a nice scale is what they need.
The downside is that you can’t easily add or remove one. If you accidentally got one too many falling off the conveyor then you have no mechanism to undo the error.
It would be possible to add a multihead weigher. It is more complex than a simple conveyor but it is also component agnostic, pretty fast and accurate.
The cost of an extra bolt here and there is probably less than the cost of the sorting machine over its lifetime. Just skew the weight target upward enough so that you never have a bolt missing and the problem is solved for good.
True.
But introducing the potential for error at early stages makes your life difficult later. For example, suppose you’re packaging flat pack furniture, which needs 10 screws, 10 nuts, and 10 washers. You drop them in the box and then weigh the box to make sure you got the correct amounts – otherwise you flag a person to check it – except now since you have great uncertainty about how much is in each bag, one extra screw might be worth half the washers missing because the bag wasn’t closed properly.
Having tried using tare weight for small parts, I can tell you that scales with sufficient resolution and stability to make counting consistent are very, very expensive. Keep in mind that you need to be able to resolve about 1/10 the weight of a single part to use tare weight sucessfully.
The only way to do it with reasonably priced scales is to do as a later comment suggested and make sure you always over count, which is also costly in the long run.
Now if someone could make a sorter that sorts according to thread and length…
You also need to do it very fast, in a machine that keeps shaking and vibrating all over the place.
Dispensing by weight is very hard if you want to do it at speed. Each falling object has high impact so tips the scale way over the desired weight, you need to wait until an object has fallen, impacted, bounced back up (making all objects bounce so you kight end up with negative weights) then come back up again.
Hit the nail on the head – EVERY weighing system has design principles that are obfuscated and not necessarily known to the end-user as to what every nuance is and why it is important. There is a reason that mettler-toledo puts a stamp on some of their stationry scales that says “not legal for counting purposes” – no reason for implied liability if someone is using it outside of its design parameters.
Among other things I do in the food industry, high-speed inline weighing has become one of my typecast specialties. We have a motto – If you can’t get it right, fail heavy – Nobody complains about a freebie. A physical count is a physical count – but if you’re going by weight, material properties and batch/lot/supplier/phase of the moon all come into play. Higher safety margin means more freebies, but lower and tighter means it all has to work perfectly or you’re being shut down by weights and measures for “truth in labeling” violations a few months later.
That said – I love this – overcomplicated specifically because it needs to be for the reason the creator decided to do so. Sure, there are easier/faster ways – but, even for something as trivial and universal as a screw, every production run from the upstream supplier is slightly different, and every supplier is meeting a spec with with margins within an industry standard – this eliminates the edge cases that could/will slip through when optimizing for 3/3 rather than 2/3.
overkill perhaps, I don’t know.
One thing that sticks out to me (pun intended) is the nut on the end of the bolt holding the spinning magnetic disk. The one that means the finger that pushes the parts off the disk into the slide – that has to go up and down….
Why is the bolt that way around?
Use a countersunk bolt, facing the other way. No need for any extra complication to move out the way of something that isn’t there any more.
Probably because the end that sticks out of the plate stirs the pile of screws down in the hopper.
+1
Some time ago there were people commenting about how it’s not that difficult for cellphone manufacturers to use screws instead of gluing the phones together.
Well, the difficulty isn’t in having the screw in the phone, but all these mechanisms and contraptions to handle the screws at the factory. It’s fiddly business to take a tiny screw, which may or may not be magnetic, and get it transported from a box in the warehouse to the sorting machine, arranged the right way up and fed into a robot that can pick it up and put it in the correct positions, minding the part and jig tolerances, and then screw it down with the correct torque, extremely rapidly millions of times a day, without fail. Oh, and the screws can be dodgy and there may be dirt in the system, so the gripper doesn’t always work, or the screw gets stuck sideways in a tube, or…
Having seen some such systems live in action, it’s a Rube-Goldberg machine that shakes and jiggles and blows the screws up and down PVC tubing with air, and there’s little fixes like pieces of post-it notes taped to the end of air hoses to make the screw fall down just right… and every time anything changes, the system has to be “re-tuned” to work again.
Usually it starts with a machine much like this:
https://www.youtube.com/watch?v=pfi-JZ1Ed_E
And here you can see the feed tube into the robot that screws it down. The screws are fed by gravity through a clear vinyl tube.
https://www.youtube.com/watch?v=FkYsmFPO8Co
These are incredibly fiddly machines that require constant babysitting or they will just jam.
I took over design and management of a set of industrial nutrunners on a large aerospace automation system a while back.
100% right, and those vinyl tubes deform over time, especially when subjected to tight curvatures. To be actually reliable they needed to be changed out every week or two. Not my favorite project.
An animation of a typical system:
https://www.youtube.com/watch?v=gp4bUmSW8fU
The larger the screw, the easier it is to handle. With smaller screws, grains of dust start to interfere with the system and the probability of a random failure increases, which is why tiny electronics with screws are still assembled in sweatshops by people. The robot would require a person to sit next to it at all times to clear jams anyways.
I like the idea @06:20 to use a GT2 hub as internals of a 2D printed sprocket.
And using an uC per stepper motor (or per dispenser at least) seem perfectly logical. You develop the software once and then add a 60ct uC to the BOM cost. (or a 3ct uC?)
But the system does seem overly complicated with two motors for a single dispenser. Omitting the 2nd with a gravity fed system would need a significant amount of development time to get reliable. I would probably go the other way. Add a conveyor belt with bucket or something to the system, so dispensing speed becomes irrelevant, unless of course you need that average dispensing speed all day long, and then reliability would need to go up a lot.
It also makes me curious what sort of kits this guy is making.
If you would use a normal DC motor with a worm gear you already have your holding power as worm gears generally can’t be back driven. Then a simple optical gate (IR led+detector) between the “free” end of the sprocket will tell when you advanced another tooth. Seems to be mechanically and electronically simpler.
Similar industrial machines cost a couple dozen grand, and are always super finnicky to set up, invariably requiring vendor support in the middle of acceptance testing.
Someone hire this kid.
I would like to see an add on, a real basic 10 key pad, where you can punch in the number of screws that you want and boom it feeds them out to you.
Then I would like to see ever Home Depot/Lowes in America adopt them. Fully automate that stupid waist of my time, walking up and down the hardware isle 10 times, stand in front of the bins for 10 min. just to find 6 screws!
Some one please create the 3d scanning kiosk that recognizes the unknown screw in your hand and the library of all known inventory and then add this guy’s counter/dispenser.
Multimillion dollar idea right here… I’d fund it.
Check out how they sort parts at the lego factory.