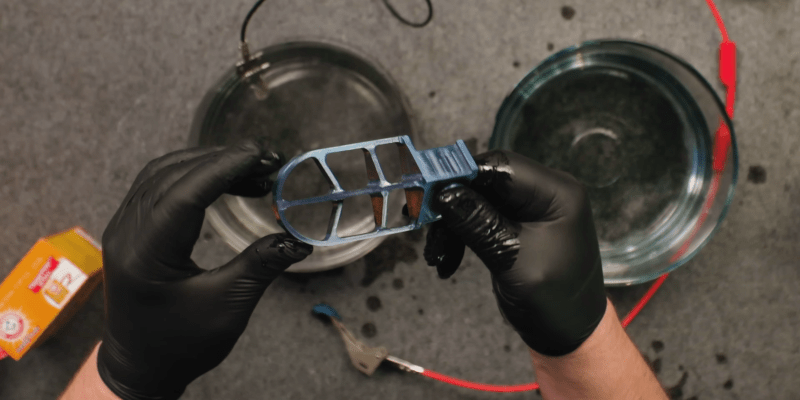
[Titans of CNC Machining] wanted to anodize some titanium parts. They weren’t looking for a way to make the part harder or less prone to corrosion. They just wanted some color. As you can see in the video below, the resulting setup is much simpler than you might think.
The first attempt, however, didn’t work out very well. The distilled water and baking soda was fine, as was the power supply made of many 9V batteries. But a copper wire contaminated the results. The lesson was that you need electrodes of the same material as your workpiece.
In this case, they happened to have some handles made of titanium, but some stock pieces would probably work, too. Your eye sees light reflecting from both the oxide layer and the underlying titanium at different angles. Because those reflections interfere with each other, they either cancel each other out or combine. That’s what makes it appear to be a color. By changing the voltage, you can get different oxide thickness and, therefore, different colors.
This is type III titanium anodizing, so it is common to see this used for identifying parts quickly. For example, bone screws for orthopedic surgery are typically treated this way, so the surgeon can ask for a “green screw” instead of a specific size. Because of the way the interference works, you can’t make every color. For example, there is no red anodized titanium. Parts anodized using Type II, on the other hand, have a telltale gray color. They are more resistant to wear and corrosion.
We’ve covered several ways to do aluminum anodizing before. If you are short on baking soda, you can always try Coke Zero.














If the YouTube thumbnail includes someone faking an expression of surprise, I ignore the video.
What a strange thing to do. I would point out that video thumbnails that contain a face with an unusual expression are promoted by youtube’s algorithm, so there isn’t a lot of choice in the matter for people who make videos.
Well, the youtube algorithm is broken. Here’s another data point – I will never click on such a video either.. Youtube is responsible for dumbing down the internet almost as much as facebook. I’m sure there some gold in those videos somewhere, but most of Youtube is a sewer.
Seconded, hard pass. It’s a signal the video is aimed at middle schoolers.
Yes, with the notable exception of Big Clive with his soda streamer videos. Granted, little substance but funny non the less.
Also titles containing things like these get the ‘don’t recommend channel’ treatment from me:
‘I wish I did this a long time ago’
‘Amazing blah blah’
‘Is this the end of ?’, usually the big bang theory.
‘Scientists were wrong, here’s why.’
‘Everyone should do this.’
‘This cheap … will change your life’
‘Your life will not be the same’
There are extensions to change the video to actual frames from the video, you might want to give that a shot.
Until Google breaks the extensions.
Literally the only reason I’m subscribed to Titan’s YT channel is because they got a Tormach 8L lathe last year for students and I keep hoping to see more of it 😂 Their videos are largely “gee whizz aren’t we cool, we’ve got all these amazing machines”. Gimme Abom79 or NYCNC any day.
Me too but than Veritasium had video about that. In short, clickbait works – like it or not. If you want reach more audience this seems be the cheapest way. Sad but true.
Clickbait “works” if your only metric is “how many people wasted their attention on this thing.” Attention is a finite resource, I recommend using yours wisely.
Anodizing titanium is surprisingly easy and fast but the results are highly dependent on the surface prep, specifically how high a polish you can put on the ti. I’m learning it’s challenging to get a good mirror surface on ti. It’s hard to sand and hard to buff to a polish, and wow is it time consuming.
Interesting article! Anodizing titanium means improved corrosion resistance, durable colors and high biocompatibility. Friction between sliding surfaces is also reduced to a great extent. There is no chance of rust formation as well. Anodizing means all surface imperfections are eliminated. Make sure to get them done by professionals to reap these benefits.