Conventional wisdom says that rigidity is the name of the game when it comes to machine tool performance. After all, there’s got to be a reason for CNC machines that need specialized rigging companies just to deliver them. But is there perhaps a way for the hobby machinist to cheat a little on that?
From the look of [Ryan]’s PocketNC spindle upgrade, it seems like the answer just might be yes. The PocketNC, a much-coveted five-axis CNC mill sized for the home shop, has a lot going for it, but as with most things, there are trade-offs. Chief among these is a lack of the usual huge, heavy castings used for CNC machines, which results in the tendency for the cutting tool to chatter or even stall out if you push the speeds and feeds too far. After a good intro to some of the important metrics of machining, such as “material removal rate,” the video below delves into how MRR affects chip load which in turn results in chatter.
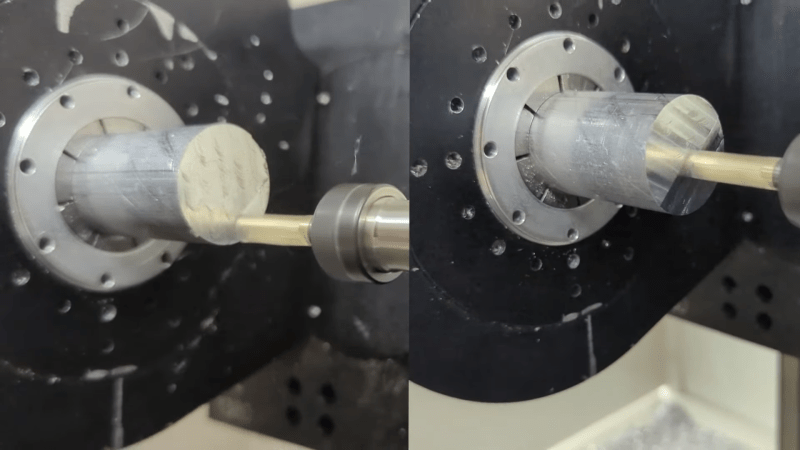
The easy fix for chatter, of course, is to take smaller cuts. But [Ryan] decided to increase the spindle speed to take lighter cuts, but to do it really fast. The hardware for this includes a 3,500 KV high-torque brushless DC motor and a custom spindle attachment. The motor is connected to the spindle shaft using pulleys and a drive belt, and the shaft is supported with stout bearings that can be pre-loaded to fight backlash. The end result is three times the stock 10,000 RPM spindle speed, which lets [Ryan] see a 300% increase in cycle time on his PocketNC. And as a bonus, the whole thing requires no permanent modification to the machine and can be easily removed.
We think [Ryan] did a great job breaking this problem down to the essentials and hacking up a low-cost solution to the problem.














Pocket-NC do offer a couple of 50k RPM spindle options. But I would be surprised if they were inexpensive :-) (They also seem to be air spindles, requiring a compressor)
If only they had an automatic tool changer…
I think that’s going to be my next project for this mill :D
A compressor is already nice to have. Knowing nothing about these cnc machines, I wonder if an air die grinder and some questionable d-i-why work might be an interesting sequel.
That was my first instinct, after “could I cram a dremel, or dremel right angle attachment into a tool head” The thing that killed the die grinder was the tool length, I wanted the tool setter to still work. Theoretically you could measure and input your own offsets and pull this off even cheaper.
Makes sense!
It’s electric, the quick change clamping limits the spindle to 50,000 RPM. There are versions of the spindle where you manually install 1 tool with a pair of wrenches that can spin at 60k RPM. The company that provides those spindles does have air spindles, some of which go past 100k RPM, but I haven’t seen Pocket NC use them.
I was basing the idea that the high-speed spindles were air spindles on the web page which says that the two high-speed options require an air compressor: https://www.pentamachine.com/how-do-i-choose-between-the-v2-10-and-v2-50
Admittedly that is not a lot to go on, and the one Pocket-NC I have seen wasn’t hooked up to a compressor that I noticed. But then that one also wasn’t using an ER11 collet, but did have repeatable tool length, so I don’t know which variant it was, or even if it was a development model as this was at a LinuxCNC developers meeting and had been brought along by one of the Pocket-NC engineers.
It’s only a few hundred $ as long as you have access to a machine shop.
I don’t have a machine shop, the parts I couldn’t make in house I had a vendor make, they were ~$150 for the spindle cartridge an spindle
Hmmm….trying to condense machine design goals to a few sentences is hard….Honestly, your attempt is more poor than my several attempts that I have erased, because you imply rigidity isn’t the name of the game rather than saying they weren’t hitting the surface speed ZrN carbide can manage in aluminum, so MRR can be improved, but not the other goal of machine design of accuracy (since that requires less flexibility of the machine and more vibration dampening). At least those sentences don’t imply mass/rigidity aren’t the name of the game, since once you are running speeds specified by the tool, the only way to increase speed is to up the feeds limited by chipload/tool deflection, machine deflection, and available motor power. the machine deflection part is where this machine will fall short. I think it’s a neat machine, and won’t lie, I want one, so I’m not knocking it, or the spindle speed work. Just the attempted simplification of machine design parameters that implies rigidity isn’t the name of the game. It still is. It was just that the motor was not capable of coated carbide speeds, so it was the weak link in the specs of the machine. I see they sell one with a 50K spindle though. Now you’re able to hit good speeds even with 1/8″ end mills (1636 SFPM). The deflection of which may exceed the machine’s capabilities if not using a stubby end mill.
And the spindle motor is held down with a ty-rap (zip-tie)? Awsome!
It’s “Ze Integrated Proportional-Tensioned Instrument Enforcer” lol
You could have reached a very similar result by just using a 3 flute endmill. 3x the cutting edges equals 3x the achievable removal rate. (and of course improve upon a higher RPM spindle again by using a multi flute mill).
Within all sorts of limits of course. Machine stiffness, chip room in the mill, motor power, etc.
That machine is torque limited, it can’t push 3 flutes through the material. Hence the single flute, which is has the lowest torque requirement. Dropping down to single flute limits the MRR, hence the spindle speed upgrade.
There is something wrong with your jargon today. “The end result is three times the stock 10,000 RPM spindle speed, which lets [Ryan] see a 300% increase in cycle time on his PocketNC.”
Aside from saying ‘three times the speed’ in the same sentence with ‘300% increase’, an increase in cycle time means it takes longer, which might be the opposite of what you meant?
You used the term MRR and completely lost me. When introducing an audience to a subject you have to explain unfamiliar terms.
Obviously I can google it if sufficiently motivated. But the purpose of an article is obstensibly to inform and familiarize your audience.
Apologies I see now I skipped right over it. The preferred format is to introduce the acronym followed by what it stands for: “. . .some of the important metrics of machining, such as MRR (Material Removal Rate) the video below delves into how MRR affects chip load”
I agree with some of the criticisms already presented above in the comments (specifically about glazing over the topic of this particular machine’s lack of rigidity being the main source of its problems) and yet in regard to the tool chatter being a symptom of that problem, fiddling around with the spindle speed is a great way to find some sweet spot where the flute harmonics don’t get into a feedback loop and thus start the chatter, and so in this regard I think it’s a clever hack. I agree with previous comment about using a 3 flute endmill instead of single flute tooling, and if that stalls out the spindle then decrease the radial chipload in order to keep the torque down into a range that the spindle can handle. It is my understanding that motor manufacturers publish graphs of speed vs torque and so I think that if torque is the limiting factor for your MRR then make sure you are running the spindle at the optimal speed for torque output and then fiddle with other things to eliminate chatter (such as axial chipload, radial chipload, feedrate, tooling geometey, and/or toolpath strategy). I personally think that for an advanced topic like metal machining, using common acronyms like MRR or expressions like “feed/speed” or “chatter” is totally acceptable without needing to explain it all in beginners terms, especially when any simple online search will turn up a plethora of articles explaining those concepts, including many others on hackaday itself. Thanks for the article.
With a machine like this, it’s starting at the minimum chip load. Any further and it just rubs every second or third rotation.
5 axis machines love head crashes too. Lots of extra fragile hardware to break. Great fun for hobby grade mills.
You you care about cycle time, you aren’t the target audience for this tool.
It’s great to see the use of aftermarket upgrades to enhance the capabilities of existing machines, especially for those who may not have the budget for a brand new machine. Thanks for sharing