[Peter] has been having some positional repeatability problems with his CNC3020 Router recently. The problem was mostly in the Z axis and was measured to be up to 0.3mm off position after 10cm of travel. This may not seem like a lot but it was enough to break a few 1mm diameter end mills. The X and Y axes generally seemed OK. Surfing the ‘net reveled that the control board’s power rails did not have any filtering capacitors and that may have been the cause of the problems. Unfortunately, the positioning problem still persisted even after the cap’s were added. Frustrated, [Peter] then started a full-blown investigation to figure out why his Z axis wasn’t cutting the mustard.
In a CNC system there are 2 major components, the electronics and the physical machine. Since it was unknown which portion of the system contained the problem, [Peter] decided to quickly swap the X and Z channels, running the Z axis with the X axis electronics. The problem was still evident on the Z axis which means that there is something wrong in the mechanics of the machine. The Z electronics were put back on the Z axis and the testing continued by lowering the acceleration and the maximum speed. The positioning error was still there. Since it is possible that the Z motor could be the problem, it was decided to swap the X and Z motors but midway through the process the problem became evident. When trying to rotate the Z axis lead screw by hand there was a noticeable lack of smoothness and the axis seemed to jump around a bunch!
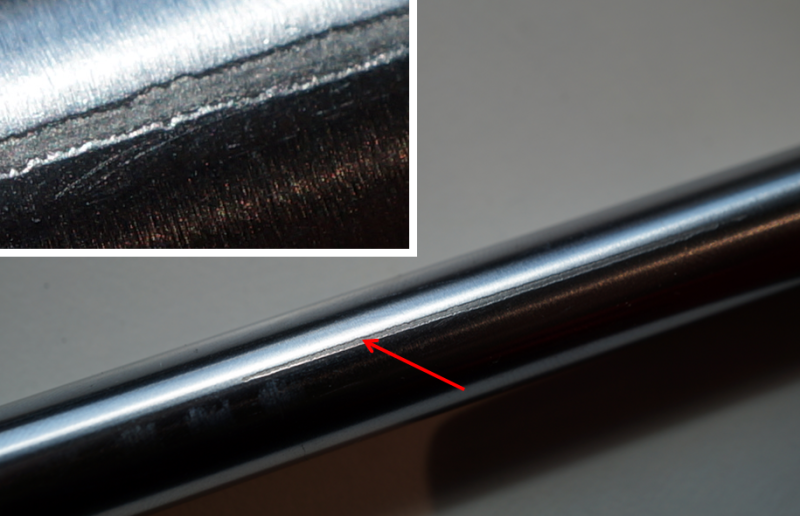
The Z axis had to be disassembled to access the lead nut and linear rails. This reveled the source of [Peter’s] problem; no lubricant, not on the linear rails and not on the lead nut or lead screw. Over time, the un-lubricated Z axis linear ball bearings had worn 4 gnarly looking equally spaced grooves into the linear rails. The bearings were flushed out which produced an alarming amount of metallic dust that had accumulated inside. Once cleaned, the bearings were lubricated and otherwise seemed undamaged. Since the grooves in the rails were only in 4 local areas, they were rotated 45 degrees so the bearings were now riding on undamaged areas. Even after the cleaning, lubricating and rotating the rods the bearings still did not feel as smooth as they should. Since replacement bearings were not available the Z axis was reassembled anyways. Grease was also applied to the lead screw and nut prior to reassembly.
[Peter] had low hopes for his ‘fix’ but after performing some more tests it seems that the Z axis is performing much better; 0.01mm error over 10cm of travel. Not bad! [Peter] is not afraid to get down and dirty with this CNC3020, he has added a coolant system, limit switches and a PWM spindle control.













Advantage to having been trained back before CNC (or, for that matter, CAD) were more than a curiosity. Lube it ALL. Every use. During use. After use. Between uses (the lube will run out over time and stop protecting the surfaces from rust. Figure several weeks to months, depending on environment) Even if there is no marked lube point, lube it if it moves UNLESS there is a reason not to. Add a lube point if needed. Make a chart if it isn’t on the machine.
Then, snug the gibs/adjusters up until they are ready to bind at the tightest spot being used (readjust when using different regions of the guides) and back off that slightest bit. The lube keeps it all smooth. There are a few cases where lube is detrimental, though, often, it is addictive (once lubed, must be lubed always until a rebuild) rather than harmful. Sealed bearing may fall into this category. Drip an pump oilers are your best friend. Old school, reliable, simple. There is a reason why I can hold 0.0002″ on a 1930’s Atlas when needed.
I generally use sewing machine oil as much as I can, since it is cheap, clean, tends not to hold crud, and comes in handy drip bottles as well as larger stock cans. That and 90 weight transmission oil (stinky, but great HP, and thick enough to cushion, and helps smooth out rough motions) cover 98% when white metal bearings arn’t involved. Then, the journaltex or equivalent comes out.
Also, I would be shocked if the bearings aren’t replaceable inexpensively. No manufacturer outside of the bicycle world uses bearing that arn’t off the shelf if they can avoid it. And over the last 20 years or so, more bicycles are using them where they can.
Very good advice :)
What are gibs?
The bearings themselves are cheap off-the-shelf Chinese ones (LM12UU or equivalent). However they seem to be inserted in a solid machined aluminium part in some way that doesn’t allow easy extraction. I actually have no idea how did they insert them in the first place (hopefully it’s not “beat it with a hammer until it’s in place”).
[hopefully it’s not “beat it with a hammer until it’s in place”] Probably close, “push it until it’s in place”, with arbor press. You can replace them with the same tool.
TIL arbor press exists. Thanks! I’ll consider replacing the bearings now…
Don’t manufactures freeze the bearings and heat up the housing for that sort of thing? Once they’re together, let everything equalize and, voila!
for solid metal bearing yes, for those linear bearings you can just press them in. the hole size is quite important, a 10mm bearing on a 10mm rod it feels quite loose until
it is pressed in
Gibs are a mechanism that allows for compensation of wear on machine ways. In shorthand, you can reduce the ‘wobble’ on an axis by cinching up the gibs, however, you can over-tighten them and end up with worse problems and accelerated wear. Bob’s page cnccookbook has a cursory overview: http://www.cnccookbook.com/CCBacklash2.htm
There are various tools available for “bearing extraction”, e.g. on eBay. Not sure what kind would be appropriate for this case.
There are two ways these kind of bearings are retained, a snap ring on either end or a dog point screw on one side of the bearing housing that engages a mating divot on the exterior of the bearing assembly.
Gibs are way locks. Yeah, I know, real helpful. A way is a linear axis slide, usually a dovetail. So a gib is a metal plate jammed up in between two mating faces of the dovetail slides. Then there are screws behind the gib that tighten it up. Well, often there are two sets of screws, one to adjust slack, and locks.
Maybe a picture is worth 1,000 words? Look on the left with the 4 bolts running vertically
http://3.bp.blogspot.com/-XsUYLxpaF00/UUt-yM5kvuI/AAAAAAAAD2U/G2hpdRPocA0/s1600/IMG-20130319-00885.jpg
That bar of metal in there is the gib plate. The sliding portion of the dovetail is removed in this image. If it was there you wouldn’t be able to see the gib plate, because it would be covered by the mating piece.
nicely explained, thanks.
For reference, the whole spindle mount assembly looks like this: https://i.stack.imgur.com/8KVRS.jpg
Pressfit?
Ah, that’s the right term! Seems so. I initially thought they could have heated the aluminium part, but the bearings are half-plastic and probably won’t have survived that.
Often things are frozen to shrink them. Lots of stuff can handle being frozen.
is that a crack on the left bearing?
Yep. Seems to have been damaged while inserting. It’s only a few millimeters long though.
Egad, they just shoved them into an extruded piece of aluminum. Thats why they wore out, one bearing was probably slightly out of alignment with the other putting extra stress on the rod breaking through the chrome.
Wow – is that the angle of image, or is there really almost 1mm of space between the left bearing and the extrusion (on the top side). That explains the crack in the steel bearing shell. My gut is that the off center hole is the lynchpin that started the entire failure. I’m glad you got things back into tolerance, but keep an eye on it. I’m betting the problems will come back. Thankfully that part doesn’t look too complex – a machinist or local college shop could probably duplicate it for you from billet stock.
It’s more like half a millimeter, but yes.
I’m tempted to just scrap this whole Z axis assembly and start over…
Someone told me recently that people that use metric never use fractions with them. So why’d you say a half of a millimeter? It is five tenths of a millimeter! Fractions belong to us Imperial measuring system users.
on a machine with sliding bearing and gibs you have metal sliding on metal if you don’t lubricate, will ball bearings things don’t slide they roll so lubrication is not as critical.
The rods should have been hardened not chromed
I used to harden and hard chrome plate printing press dies. Hard chrome is harder than hardened steel. Decorative chrome isn’t as hard because there are copper, and nickel layers under it. That is what the triple chrome plating process means. It doesn’t mean it is chromed 3 times. Chrome hardfacing on the other hand is just chroming stuff. It comes out like a satin finish.
This, all the way! Thankfully, there are plenty of magazines (at least here in the UK) on machine tools with articles by people that probably can’t even send an e-mail! Years of excperience on how to maintain machines, just as you have described.You just can’t find information like it on the internet, and unfortunately it takes people all too long to realise that there is absolutely no truth in the myth that all the worlds knowledge is online … at least not yet anyway …
like they say, “the devil is in the details”.
Maintenance is a detail. And it’s not sexy nor blog worthy, so it gets forgotten. It’s “cooler” to build the electric car than to keep it running, and in this case, the CNC mill and it’s other projects, not keeping the thing running.
gross, greasy, slimy…that’s the reality of the machine age. Get ready to get dirty, everything will last longer :)
Someone please correct me if I’m wrong, but I thought the whole point of linear ball bearings like this was that lubrication wasn’t needed? Or is it just that far less lube is required?
I’ve sometimes wondered how accurate the balls are inside Chinese-made linear bearings. I’ve been building a lot of stuff with 6mm and 4mm bearings, and have had the occasional stiff or crunchy bearing. Since they’re so cheap I just chuck them.
Lube helps in my case because some of the rubber wipers on the bearings are rather tight, and lube helps the shaft in and out easily.
[Apologies if that last paragraph sounds rather kinky]
Not necessarily.. the wipers are there to prevent garbage (i.e. metal chips) from getting into the bearings. Keeping everything covered in grease is often a good idea as it should prevent wear.
This case is somewhat suspicious, and I’m suspecting that the rails are worn because they weren’t tempered properly (or at all?) in the first place.
he could use standard axleseals for wipers , might need to experiment with the right size versus resustance to movement but it should work perfect
No, anything that moves needs lube in one form or another.
Compared to a sleeve bearing, there’s very little contact area between the spherical bearings and cylindrical rod, so overall friction of the joint is reduced. It will slide freely, even without lube. But significant force is concentrated in those small contact areas. And they will wear unless some form of lube is provided to coat the metal, preventing direct metal-to-metal contact. Note that lubing may actually cause the joint to slide less freely, as a little force is required to push the excess lube around, especially if highly viscous. So in some cases you might see recommendations not to lube such arrangements, if ease of motion is of much higher concern than wear. But this isn’t one of those cases.
isnt it possible to rotate the rod slightly , that way the bearings dont roll over the damaged part and it should tighten up , at least temporary
Check out Igus for plastic lube-free bearings (which are plastic sleeves that ride on the rails). A bit pricey but likely to eliminate these sorts of problems.
Very interesting. Why aren’t these used more? Cost? I have never seen such bearings anywhere…
Plastic bearings are only appropriate for applications with very little force on them.
That is not a valid generalization. Materials like PTFE, acetal, and UHMW can take tremendous forces and have amazing abrasion resistance. The spherical suspension bearings on my racecar are all lined with PTFE. There is no metal to metal contact in the bearing. The use of “plastics” as indstruial bearings is vast. There are also hybrid materials where the plastic contains lubricant.
Additionally, many folks are using custom molded acetal bearings in their CNC machine conversions and builds. It is often a better approach than cheap “bearings”.
They are nice but they wear a lot faster than a recirculating linear bearing. They are also less rigid and will allow more lost motion. Traditional linear ball bearings are fine, just dont buy cheap bearings and rod stock and expect to get good performance out of it.
Out of curiosity, would you consider these plastic bearings for a CNC mill?
A cnc router or mill? They are two different machines. You could probably get away with using them on a small machine with little load like a PCB router or a laser cutter with dust extraction. They like clean environments and low loads.
Recirculating round rail linear bearings are used in a few commercial CNC routers, but not many. They are just not as rigid as their rectangular rail cousins which are used in higher end CNC routers and modern CNC mills.
Thanks! Rectangular rail bearings, very interesting. What is the advantage of rectangular rail over cylindrical?
Very interesting indeed. Rectangular rail bearingswas new for me aswell. They seem hard to find on the regular online platforms and are way more expensive. I will keep them in mind for future projects. Maybe they will get less expensive when there performance are really that good and more demand is there for those rail solutions. I gotta say: They look pretty solid and will not have much play.
With round rail you can rotate them around the axis of the rod they run on and they generally have less preload than rect linears. There are many configurations of rect rails with multiple tracks to give different attributes. Look at the THK catalog and you can see the variety of styles offered for different loads. Another thing is rect rails are mounted much more securely than round. Sometime round rails are mounted just at the ends which is terrible in all sorts of ways. There are supported round rails that sit on a T-bar with split bearings to work with them. They are bolted down every 6 to 12″. Being on a T-bar it moves the rail from the surface and puts more leverage on the mounting bolts and takes up more space, both reducing machine rigidity. With rect rails you have bolts holding them down every inch or two with a low profile which just makes things better all around.
There are chinese vendors that sell rect rail linears, again, you get what you pay for. They will always be more expensive than round rail stuff, they require significantly more machine work to build. Round rails are just chromes and centerless ground, rect rails are profile ground which is much more complex. I usually get mine from old equipment I take apart or ebay, Same thing with ball screws.
It does not look like the failure was a lack of lubrication. The hard chrome plating over the rod has come off, the chrome is much, much harder than the steel balls that run on it, if the bearing lacked lubrication the balls and the linear blocks would have taken the brunt of the wear.
There are a couple things that could cause the chrome to flake away. The chrome may have been plated over a rod that was too soft or the chrome job was just poor. Also the preload may’ve been set too high. Chrome is brittle and does not take flex, it just starts to chip away. Once it does start it is all over with.
If it’s just chrome ‘plated’ onto a ground steel rod, then this guy got ripped off. Those things should be hardened and tempered. There’s no way they’d wear like this if that was the case!
It’s not just your generic chrome, it is what is called hard chrome. But either way, something is wrong. It might have been the way the bearing blocks were mounted in the extruded frame. If the frame was not line bored for the bearings it is very possible one was out of alignment causing excessive pressure on the rod.
Chrome is chrome. Hard chrome just refers to the process used. Well, to be honest there are different kinds of chrome, and some are reputedly better than others are. I hear the hexavalent chrome is the best kind. It is best for hard, and decorative plating processes. It is just the best chrome going. Of course it is the most toxic of all of the chromes too. The best stuff in life is always the stuff that does the most harm.
Yes, I was trying to differentiate that the decorative chrome is different than “hard chrome” like what is used on wear or registration surfaces. Decorative chrome being deposited on a layer of nickel over copper. Its still chromium on top.
I’m just going to quote and second the first poster ENL, because his comment mirrors my experience, and bears repeating.
“Lube it ALL. Every use. During use. After use. Between uses (the lube will run out over time and stop protecting the surfaces from rust. Figure several weeks to months, depending on environment) Even if there is no marked lube point, lube it if it moves UNLESS there is a reason not to. Add a lube point if needed. Make a chart if it isn’t on the machine.”
It goes for shop machines, car, trucks, motorcycles, firearms, and gir… yeah, we’ll leave that one off.
Excessive lubricant is not always a good thing. Extra oil and grease mixes with dust and grime creating lapping compound which wears things out. Lube to the specs of the manufacturer. These linears take very little lube to work and it was not a lubrication issue that caused the failure.
I have to agree: lube the crap out of it. The lube is cheap compared to the cost of replacement parts.
If your machine is set up properly, you should have wipers on all the ways (usually in the form of felt pads) and on the bearings and slides to keep excess grime out of the good bits. Also helps to keep your machine clean and free of excess chips, etc..
Macona’s comment is valid and is that if for example you machine or grind cast iron, and have a overoilled way, the dust created mixes with the oil into a fine grinding paste which destroys the precision fit of the components. Felt pads stop swarf and larger particles but fill up with contaminated oil and turn into gentle abrasion pads as a result. First hand experience, I have to clean all the way oil off my lathe after using a toolpost grinder, and I take the way wipers off and clean under the saddle, and the wipers themselves and lubricant under the saddle area is usually contaminated, and that is with covers to keep dust ingress levels down. The only time I grind in my lathe is to true chuck draws in situ because the dust is so destructive in this aspect..
Commercial cnc machines have ballscrews which are heavily shielded with steel telescoping shields or similar depending on what is being cut (my wire edm has rubber bellows seals because its likely to get water ingress, but my interact cnc mill has steel telescopic ones to cope with sharp swarf) to prevent ingress and both have their own automatic lubrication systems piped only to the areas that need it.
I have to agree with his other comment that this does not look like a lubrication failure, more the hard chrome detaching from the rod, either alignment problems on the bearings forcing the bearing into the rod and bending it while it moves, or just a poor hard chrome job on the rail.
You poor baby you. Imagine if you had to grind carbide on your machine. I know a machine shop where they do that all the time. They have bellows over all of their ways. They don’t whine about it either.
Start shopping around for THK rails and blocks. Upgrade! Stuff really isn’t that expensive. OK it is, but it’s worth it.
What we have here is a classic example of a lack of “preventative maintenance” ANY type of machine needs not only “corrective maintenance” which replaces worn-out or broken parts, but also “preventative maintenance” which helps to reduce mechanical failures (including proper lubrication). I spent time in the Navy, and this was beat into our heads. It most certainly applies in the “real” world, especially with machines that require precision measured in decimals of a millimeter.
linear recirculating ball bearings can also be secured with a retaining compound (Loctite). Heating is required to remove.
Grease has been mentioned a few times in this thread. It cannot be over emphasized that grease is not always the best choice. In a lot of cases chips and debris will stick in the grease. That is not such an issue with oil. Gears and sliding surfaces that may be exposed to debris are not typically greased. Grease might be preferred if not for the debris issue. The gears on my lathe run much more quietly with grease, but it’s too hard to keep the chips out. And those chips will wear the gears.
The topic of dry lubes, like silicone, hasn’t really come up much in this thread. Some vendors specify dry lubes on their CNC slides and screws. Again, to keep debri from sticking. You need to be careful about the carrier solvents. Some of them can attack plastics and may not be compatible with the components. So in that case you may apply the product and then allow the carrier to evaporate before moving, etc. Or maybe the silicone can’t work as a lube until the carrier is gone. I have had “screachy” sounds from my CNC router with some silicones, so beware!
Some silicones have teflon particles, but those can accumulate and cause their own issues. Home Depot (and not Lowes or Menards) sell Dupont branded silicone products. They come in both spray and bottle form. The prices are really quite reasonable. Some versions have teflon, some do not. This seems to be a good product and it is what I use. What is the long term wear vs. oil? I don’t know.
Wood dust.. OMG. I hate it. It is so fine and it tends to get everywhere. It really combines in nasty ways with oil and grease. Plastic and metal are not major problems. But wood dust… If you are working wood, dry lubes are much more suited.
A lot of consumer level CNC machines don’t bother to shield the rails and bearings. That is to keep the sale price down, but it really is a bad shortcut. I use an elastic band to hold folded cardboard over my Z rails. It works great. Creative shielding is a topic that could benefit from a lot more discussion.
This dicussion would not be complete without mentioning Way Lube. Milling machines and lathes have Ways – those are the surfaces on which the tables and components slide. Those surfaces typically have no bearings, and the sliding components often weigh hundreds of pounds. . It’s just metal on metal, with lube in between. Way oil is specially formulated for that application and it is unlike any lube you have likely experienced.
It is designed to spread out over the flat surface. Consider that some of these surfaces are vertical, or how oil will tend to flow to the underside of a horizontal cylinder. Way oil is very sticky – it resists being wiped off the surfaces by the sliding forces and the debris wipers. It resists evaporation. Most oil evaporates surprisingly quickly. Especially oil that is spread over exposed flat surfaces.
Here is a biggy. It has good stick-slip characteristics. Stick-slip refers to the higher force required to get something moving (overcoming static friction). That higher force is a real problem in this application because it can cause uneven motion. Some oils can make it worse. Way oils are formulated to have excellent stick-slip, and you can really feel the difference.
Way oil is also formulated to resist corrosion. Those flat surfaces must be protected. Though the degree of protection will depend on specific formulation and intended application.
Way oil formulations vary depending on the intended use, weight of the machine, temp range, etc. A good general purpose way oil would be Mobil Vactra #2. It is perhaps the most recommended type for small mills and lathes. Other mfgs have their versions. It is frequently on sale at Enco and you can get a gallon for about $20. They sometimes have free shipping sales. It is really a very reasonable price when you consider it.
I use chain saw bar lube as way oil. The big box store by me doesn’t stock Vactra. Bar lube, good enough for a chainsaw, then good enough for my milling machine too! Shit sticks like you wouldn’t believe. Seriously quit being such a pendant.
It’s great that oil bought at a big box store works for you. It’s a nice option for someone who needs something in a pinch. And nice try with the insult at the end. I see you insulted someone else in a response above. You obviously know way more about this stuff than those of us who don’t mind paying $5/gal to lube our machines.
My CNC machine rapids at 200 IPM and the table weighs many hundreds of lbs. I don’t enjoy flushing the automatic lubricant lines with kerosine to clear clogs. Folks say bar oil tends to clog, but with way oil costing $5/gallon, why would I risk it? An undetected clog could result in very expensive ballscrew or table damage.
The additive package in Vactra #2 has changed over the years. Customers noticed the difference, and it has been discussed in many threads. So even among engineered way oils, small changes in formulation impact performance and raise substantial concerns about accelerated machine wear. But I’m sure that way oil sold at big box stores is way better than the many variations that Mobil offers.
Of course pcf11 knows more than you; he is a wolf while the rest of us are mere sheep.
Baaaaaa.