After [Brian] starting selling his own Raspberry Pi expansion boards, he found himself with a need for a robot that could solder 40-pin headers for him. He first did what most people might do by looking up pre-built solutions. Unfortunately everything he found was either too slow, too big, or cost as much as a new car. That’s when he decided to just build his own soldering robot.
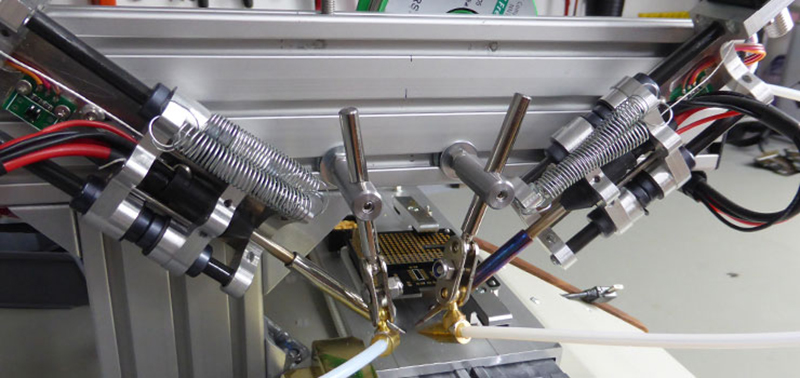
The robot looks similar to many 3D printer designs we’ve seen in the past, with several adjustments. The PCBs get mounted to a flat piece of aluminum dubbed the “PCB caddy”. The PCBs are mounted with custom-made pins that thread into the caddy. Once the PCBs are in place, they are clamped down with another small piece of aluminum. A computer slowly moves the caddy in one direction, moving the header’s pins along the path of the soldering irons one row at a time.
The machine has two soldering irons attached, allowing for two pins to be soldered simultaneously. The irons are retracted as the PCB caddy slides into place. They irons are then lowered onto the pins to apply heat. Two extruders then push the perfect amount of solder onto each pin. The solder melts upon contact with the hot pins, just as it would when soldered by hand.
The system was originally designed to be run on a Windows 8.1 tablet computer, but [Brian] found that the system’s internal battery would not charge while also acting like a USB host. Instead, they are running the Windows WPF application on full PC. All of the software and CAD files can be found on [Brian’s] github page. Also be sure to check out the demo video below.
[Thanks Rasmus]














Nice project, the sound it makes is so satisfying
Could do with dialling back the feed on those a bit, pretty unsightly blobs on some of those pins.
Oh just shut uppp
Why not just build a solder bath?
He’s so far ahead of you, answering the question even before you asked.
Spooky, isn’t it!
Or use “ACTION PIN Stacking Connector System” from TE (or similar from others). Simply pressed fit the long connector in place, no soldering required. Just need to build a hydraulic press with backing plates. Since OP can do machining, that’s not an issue at all.
Press-fit connectors are a fair amount more expensive than simple solder-tail connectors, which isn’t that surprising considering the demand is less.
In this case, you’re talking about a 2×20 header: glancing at pricing, you’re probably talking at least a $2-5 connector in quantity, if not more. A simple 2×20 through-hole header is like, 30 cents in quantity.
Find me a 20×2 connector in Digikey catalog at $0.30 a piece…
The brand named connectors even for a regular non-press fit ones costs a fortune. So not so sure if the price difference is because it is a brand name or purely because of the extra stamping process they used in making the connector and volume. If you are using no name brand connectors from China, you can get that at $0.30. BTW that’s what I use for my own stuff.
You need to also compare the RNE R&D (loaded labor cost, parts, opportunity cost etc) and production cost to make such a machine and tuning vs the volume of boards you are making this way in the entire lifetime.
2×20 connector at $0.31228 in quantity.
http://www.digikey.com/product-detail/en/PREC020DAAN-RC/S2012EC-20-ND/2774874
Future actually carries even cheaper dual-row headers (from Adam Tech) but they’re more limited in terms of pin counts (and they don’t have a 2×20, although they do have 2×37). I don’t know why you think that “brand name connectors” cost a fortune. The TE/Amp/Amphenol families cost a fortune, sure. Molex is plenty expensive, obviously. But even FCI has simple dual-row headers for as low as ~$0.50 in quantity. And there are a fair number of manufacturers out there (Sullins, Adam Tech, etc.) who have low cost product lines.
I’m curious. How reliable are these press-fit connectors?
If they’re done right, they’re higher reliability than solder, significantly. Like, 10 times higher. This isn’t really that surprising, as with solder, you’re relying on filling the area around the pin with some metal filler that provides the bond. Any voids in that fill (which you’ll get, due to any number of imperfections) reduce the reliability of the join. Plus solder isn’t nearly as strong as the metals it’s joining, so it’s the weak link.
Especially in situations where you get repeated thermal cycling, press fit connections are usually considered an upgrade to soldered connections.
Yes, you will often find them in products requiring high reliability (i.e. airbag controllers)
Given that some Telecom and industrial computers uses them, I would think that they should be very reliable. One of the papers claims that they have been in used for 50 years.
Now they are not quite for the extreme cases like space flight but then again neither are the regular off the shelf ones without doing a lot of qualifications/or redesigns.
Some of them are/were used on: PC104, CompactPCI, VME backplane. It is found more on backplane (or we called midplane) as you want to pass connection from the your cards at the front to the cards at the back.
pdf papers (I try to stray away from marketing glossy prints)
Infineon for their power converter with press fit mounting : https://www.infineon.com/dgdl/Infineon-PCIM_2008_Reliability_of_PressFIT-ED-v1.0-en.pdf?fileId=db3a30431a5c32f2011a5deca1a100ad
http://www.interplex.com/interplex/resources/Hiten-paper-july-2009.pdf/$File/Hiten-paper-july-2009.pdf
Coolest thing I’ve seen in a long time!
I thought it was the hottest thing I’ve seen. ;-)
Die you little wet sponge!
lol you captured my thoughts exactly. Neato build. Keep up the good work :)
Made my day…
It’s like a scene from this video https://www.youtube.com/watch?v=9d47OjcdIgs
What the fuck did I just watch?
What the hell?
I’m afraid to ask you (at this point) how did you happen to watch such video,
or where did you find it in the first place.
Japan, it is a very strange place.
Stand back I need to practice my ‘stabbin… Hooooyah!
Best part is it judo-chopping the spunge at the end.
Gah, that was supposed to link to an image:
http://theinfosphere.org/images/thumb/1/11/Roberto.jpg/240px-Roberto.jpg
Creepy, I made my comment above, didn’t scroll down far enough to see this image, submitted then this comment was dead center on my screen. For a second I thought the HaD comment system auto-corrected my quote into the character I referenced..
I could watch it all day.
Looks like the solder line on the right snaps off at 1:50 (probably going to have to put a drive on those big spools to keep that from getting chronic), but very very cool – well done!
What most people don’t get is that there is a whole lot of small-scale production machinery out there that people have put together themselves, much of it a lot less professional than this.
I definitely get this. What I wouldn’t give to fly around and film the hacker’s version of How It’s Made.
The more I think about it, the more a spool drive plus a permanent loop to prevent stress on the solder line as the solder is taken in is a good idea. You could drive the spools as the loop is pulled tighter, using a very low load microswitch (or an Arduino…if you must).
I was taught to hold the solder to the job, then apply the iron. Better heat transfer to the copper = less time heating the substrate.
There’s a risk of a cold joint when doing it that way. Heating the part up then applying solder gives better assurance that the solder will go through the plated hole and to the other side.
Unless working with heat-sensitive parts, its better to heat the pad and pin then apply solder – as the other poster mentioned, less risk of cold joints.
Low temp devices – you do the same thing, but with low temperature solder – but, its still good to be quick with the iron, no matter the part tolerance to heat. You get a feel for different pin and pad sizes, and how long it takes to make a nice shiny joint (not dull).
Copper has a much higher thermal conductivity than the substrate, but that has little effect on the solder bond, providing you dont melt the pad off the PCB!
BTW there is also something called Intrusive Reflow/Pin in paste that allows for through hole components to use the same solder paste and reflow process. If you are mixing SMT and through hole connectors, that could save you one process.
https://www.phoenixcontact.com/assets/images_ed/global/web_content_3col/pic_con3_a_0058902_int.jpg
As usual, Google for more details.
Oh wait, That might not work too well for a pass through stacking connector as the long pins would use up the solder and also get solder into the pins for the stack.
I would have just use 2 back to back SMT connectors (one receptacle and 1 header) on opposite side of the board for production and call it a day..
But then you’d also be paying 2x the price, have to include an extra glue step for whichever was on the bottom for the reflow process, deal with possible drift in allignment, and be unable to deal with sheer forces to the extent PTH connectors can endure. There is a reason most dev boards use the PTH process even though it’s often an extra step. Any chance of a customer plugging and unplugging and the last thing you want to happen is the SMD pads to rip-up.
Wow! Absolutely beautiful! I like the way it cleans the solder irons at the end of the process.
Next logical step.
https://www.youtube.com/watch?v=KnyB9btlhS8
Cool build.
I would be a bit worried about the bits of solder splattering all over the board.
The splatter you see there is just the highlight from the flux. Not really any more than the ooze you’d get from reflow or hand soldering, and you’d probably want to clean it up afterward anyway.
A Laser system would require line of sight to the pads. So if the pads are obscured by tall components surrounding it or because it is hidden by the part itself e.g.BGA, DFN, QFN etc., that won’t work at all. These modern day parts on the are designed for reflow.
Oh I want this so much.
*starts looking up 808nm laser rigs*
How much laser power you reckon that uses?
I’d guess it’s a couple of watts at least. They have very good control of the spot size and shape. Also looks like they actively regulate temperature as well. I’d guess that they use an IR thermometer with a relay lens but looking at the laser back scatter may work just as well.
That’s pretty cool. Question – somewhere along my travels I have latched on to the idea that one should alternate which pins you solder to spread the thermal load around. ie: not 1,2,3,4…39,40 as he’s doing, but 1,2,20,21,3,4,22,23,…18,19,39,40. Am I falling into superstition/myth or is there a time and place for such an alternating pattern?
Alternating like that is usually done to ensure alignment. Doing them sequentially can aggregate slight alignment errors. If you’ve got a jig or something that guarantees alignment, sequentially is fine.
I have also heard of alternating like that when soldering temperature sensitive components (most ICs), however a mechanical component like he is soldering can usually handle lots of heat.
I’ve heard of alternating between different components when soldering to give time for cooling of each pin. I wouldn’t think alternating around on the same component would help much for heat issues.
Wow, now I can finally solder! (I suck at soldering.)
Make sure you have a quality iron, clean the tip, use flux, and practice. You’ll get better, don’t worry!
But I’m also lazy which I love this.
To build such a machine DIY (as in not doing in-game purchase IRL) means you have to have good soldering skills and not be lazy.
I can’t second this enough. Get the basics down with a solid Weller or some such, and then go find a used Hakko FM-202 and go hog wild.
It’s like the “learn acoustic before electric guitar” version of solder skill acquisition. By the time the better tool is worth it, you have the skill to use it to its potential.
Then go and buy an JBC and never go back to Weller or Hakko ;)
I have a pretty nice Aoyue station, but sometime I still go back to the Weller just for nostalgia sake. Kinda like an old classic car you still love to drive
I don’t perceive Weller as bad or old. I’m very happy with my Weller WD-1 digital soldering station, it’s fast and rock solid.
Once you get the skills down, the brands of (controlled temperature) soldering iron won’t make too much of a difference any more. Fine solder on the other hand is essential for doing fine pitched soldering as you can precisely control the amount of solder. I have a roll of 0.015″ dia solder and love it.
>used Hakko FM-202
why bother when you can buy similar experience for $22
http://www.ebay.com/itm/Digital-Soldering-Iron-Station-Temperature-Controller-Kits-for-HAKKO-T12-Handle-/171740295563
This is DIY digital controller for Hakko T12 tips (and chinese clones), Chinese tips are practically identical to genuine (tested by people building diy controllers on dangerousprototypes forum)
Thank you for bringing this to my attention. Here I was trying to buy a Yihua 936 from HK (unsuccessfully, since they’re never frickin’ in stock) to replace my 30W Radioshack iron. :)
I’m looking *real* hard at this. Might pick one up after payday and compare it to my Hakko.
If it’s decent, then I’d have no trouble recommending it.
Thanks for bringing this up, I had no idea these existed! It’s a great build-your-own-upgrade kind of project.
Oh, do you happen to have a link to the dangerousprototypes threads? I’m striking out finding them myself.
Why must Hakko insist on making their products ugly blue and yellow colors like a Fisher Price toy. I’d buy one if the were a color that wasn’t annoying. A color like a real piece of equipment should be.
This takes forever! Why not a commercial contract manufacturer doing a solder wave? This seems like a lot of effort.
Cool project, though.
Small product runs (in the hundreds of units) are prohibitively expensive to have soldered commercially. If you are aware of any companies that do such a thing for a reasonable price (up to maybe $20 / 10x10cm board), I would be interested in hearing about them.
Cheers
We’ve had some boards that were hand soldered by a company in richardson Tx called NPI Technologies. I think they did a batch of 4 boards that were about 2.5″ X.75″ and they charged $40 each. I believe the price went down the more boards we got hand built. Mind you, we supplied the PCBs and all the parts, but they where just thrown together in a box.
MacroFab (macrofab.net) are pioneering this sort of thing at that sort of price point.
Ah, memories. This is a beautiful example of a production machine built using off-the-shelf parts. Many times during my career I helped construct just such machines.
Very well done, sir. Very well indeed.
Nice project, but slow.
Using a wide solder tip or choosing other soldering technique might speed up the process x10…x100 times.
I was thinking the same. I use the Hakko T18-K tip for all my soldering. With this he could probably leave the tips on the pins and extrude solder while the board slides past. Would take a bit of work to get the speeds just right.
Awesome build though. I’m truly impressed.
Actually, cleaning the tip at the end is contra productive. It should be cleaned at the begin and resoldert at the and.
At least that’s what I learn in Siberia.
Always retin the iron after soldering.
As for the wet sponge, the Weller sale guy told us that they are moving away from the wet sponge to those what looks like metallic shavings scouring pads from a dollar store. Their reasoning is that the wet sponge lowers the soldering temperature briefly, so kind of defeats their high ended temperature controlled iron. When asked if they would also replace their cheaper ($100 range) irons, he said they won’t.
For a time I tried using metal wool instead of a sponge. It worked incredibly well, basically as well as a solder wick. The soldering tip though didn’t last. It scraped off the metal coating on the tip, and soldering with the copper exposed wasn’t fun.
I actually use the sponge without water. My old Ungar tip lasted more than 10 years of almost daily heavy use. I had to replace the iron because they got bought out by competitor. Weller tips on the other hand didn’t last as long (only a few years), but as long as the tips are relatively cheap and available, that’s not a big problem.
The real problem with wet sponges is it’s a large thermal mass of cold(relative to your soldering iron) and it gets all over the iron at once, it’s no so much the dip as it’s a large thermal shock and might even shorten the life of the heating element as well as the plating on the tip, think about pouring cold water in a mug that was brought past boiling, it explodes! but with the metal it’s more or less on the micro-scale.
Also never ever use metal abrasive scrubbers as solder cleaners, they are designed to be sharp and are a stronger metal than the plating of an iron, copper shreds are used for a reason, rockwell hardness matters for these things!
+1
Clean, tin, solder, re-tin
Just use a reflow oven with a jig for the boards. Dispense paste by hand
In my neck of the woods, I could find housewives who would be quite happy to do this soldering work for minimum wage. Even better, they can be instantly adjusted to new board configurations, and the number of workstations can be inexpensively scaled up and down depending on demand. But hey, hi-tech solutions are always better no matter how much they cost, right?
Video clip from the end of “Crazy People” https://www.youtube.com/watch?v=EQa4HHkhwVg
Actually talked to someone ages ago on these type of work. I was told that typically around high tech towns, there are technicians, engineers that works part time in their evening. The one guy said that initially he trained his wife to do this, but she got better than him pretty soon. :) He said the local board shop would be a point of contact.
So does the guy have to hold the mouse button down and stare at the robot the whole time? Seems inefficient.
Yes, put another servo on the robot to hold down the mouse button.
I wasnt holding the mouse down, just hovering over the stop button incase anything went wrong
ERR-4498 Failure to detect sarcasm
Tailor made automated solder solutions are uniquely designed for specific solder requirements. They have soldering robots which are made in high speed precision soldering to the highest standards