A corollary to Godwin’s Law ought to be that any Hackaday post that mentions Nikola Tesla will have a long and colorful comment thread. We hope this one does too, but with any luck it’ll concentrate on the engineering behind this tiny custom-built Telsa turbine.
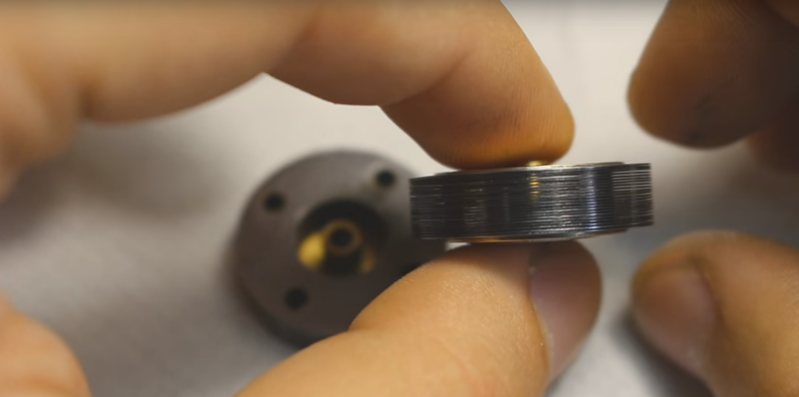
For those not familiar with Mr. Tesla’s favorite invention, the turbine is a super-efficient design that has no blades, relying instead on smooth, closely spaced discs that get dragged along by the friction of a moving fluid. [johnnyq90]’s micro version of the turbine is a very accomplished feat of machining. Although at first the build appears a bit janky, as it progresses we see some real craftsmanship – if you ever doubt that soda can aluminum can be turned, watch the video below. The precision 25mm rotor goes into a CNC machined aluminum housing; the way the turned cover snaps onto the housing is oddly satisfying. It looks like the only off-the-shelf parts are the rotor bearings; everything else is scratch-made. The second video ends with a test spool-up that sounds pretty good. We can’t wait for part 3 to find out how fast this turbine can turn.
Size matters, and in this case, small is pretty darn impressive. For a larger treatment of a Tesla turbine, see this one made of old hard drive platters.














I blame The Oatmeal.
Tesla engines are so cool, and run so damn fast on little pressure.
Does anyone know the efficiency of a tesla turbine? Is it comparable to a centrifugal turbine? Does it work with water?
Tesla created the design to work with waster initially. It was one of his proposed designs when working with Westinghouse on the Niagara Falls power facility.
Okay, looked it up. Apparently this is not a widely commercially used design. Efficiency is pffft.. 60-90% why such varied opinions? No fluid dynamics analysis just googling around, or a lot of university papers? Having a bladeless design is clever; possible less blade erosion and debris troubles and the easier manufacturing. Maybe I’m overly critical or too bland, but other designs like the Pelton and squirrel cage turbine have sizing tables and design guides with proven efficiencies. This could potentially be interesting. Especially today where we have Inconel, ceramics and laser cutters and a century of material science in gas turbine blade design. Is the design dismissed for any reason or too expensive for a commercial utilisation?
One problem (efficiency wise) is the tangential exhaust. There must be a lot of energy in the steam still as it exits. Are there designs that exhaust the gas through the axle? This way the lowest energy gas would exit leaving the high speed gas doing work at the circumference of the discs.
Normally Turbines are 70-90% so teslas version is right on… The variation is just like every other variation, it depends on the implementation and input speeds, pressure, and material. Typically the critical parts of a tesla turbine are the spacing between the disks themselves, the disks and the outer shell, and the overall geometry/fit.
As with your comment, the manufacturing technology isn’t there. Turbines are cheaper, easier, and can be repaired the way they are. As for applications I’ve heard dealings where they used it to pump abrasive slush where regular turbines would apparently wear faster (???).
Find the book “A new dimension for Power” ( hard copy or online pdf ). The book literally is an eye opener. As with everything coming from Tesla, do not count on whatever someone writes about Tesla, go and read whatever he said in original. His patents are one good source of info. Good luck in your research.
Potentially vey high, but in practice not so good, https://en.wikipedia.org/wiki/Tesla_turbine#Efficiency_and_calculations
thanks!
After reading your link: So the discs have to be very thin and narrow spaced to limit turbulence and the tangential exhaust is wasteful. So an intricate design after all when wanting high efficiencies on par or even better than conventional turbines.
It may turn out that at very small scales using single layer graphene sheets for disks that they are very useful, or in some other exotic configuration like that, but as things are engineers have to balance up a lot of factors when deciding which technologies to use and the Telsa turbine just doesn’t fit very well in a commercial production scenario against other methods.
I’ve seen a couple comments about wasteful tangential exhaust and yet turbines with tangential exhausts are common. Look at automotive turbochargers. Early jet engines also had tangential exhaust. I would think the thin plates warking under high temperatures would be a greater problem in extracting energy in most applications where heat is used to provide the energy in the first place.
It sounds like the design started as a water turbine. It sounds like the efficiency is comparable, but the complexity is greater than what we use now. I imagine current turbines are better at handling some worst case scenarios too.
“if you ever doubt that soda can aluminum can be turned, watch the video below.”
Best sentence ever!
Awesome turbine, those discs are so thin!
Why is he only getting $17 a month? Maybe this is a job for Kickstarter instead?
What to do with >80.000 RPM?
a highly efficient and light electric generator
ultracentrifuge?
Hmm, not a half bad idea
That is your basic older dentist drill.
“Sir, kindly rinse your mouth while we wait for the vortex and turbine to synchronize”
PCB drill.
Enriching fuel and build a real high power source :-)
Sorry my ignorance, but looks like a lot of metal is waisted, no?
Anyway, the precision is incredible! Looks like magic to me. Thanks for the video!
How does one waste metal? It may not be used for this project but it still exists and could be made into something else.
Or sold.
I think the waste referred to may be that he doesn’t part off the pieces but rather cuts them off, leaving a lot that has to be faced off to bring it down to size.
Yes, I mean that a lot of metal just being cut away. Like on the second video starting at 6:05 or 8:55.
When you make one-offs waisted metal is rarely concern. Time you spend making the thing will almost always out wage the cost of metal wasted by order(s) of magnitude. Unless metal is expensive relative to cost of labour (like gold, some fancy alloys or in third world country).
Would probably have been easier to build a punch and die and punch those disks out. On Alu that thin you don’t even need a lot of force.
I also have to wonder about putting the spacers in there, they really hinder the proper flow of the gas jet over the disks. Maybe you get some tesla turbine effects over the outer part of the disks, but from there inwards the gas is probably not doing anything to generate any further power
I’ve done that. Thin metal gets squished or warped. I don’t have access to a proper setup for extremely thin gauge though, so I am probably wrong.
I agree. If you were to try to stamp out Al discs they would be cupped at the edge to some extent no matter how sharp the die was.
Scissors apply the same amount of shearing force. If you want to be super fussy you’d heat treat the metal to make it soft, then cut the disks, press, sand and heat treat them again to relax the internal crystal structure, before a final hardening step.
Which is why I asked about laser cutting, but that could set up different types of thermal stresses. Perhaps water jet is actually the best cutting method?
This is a perfect application for laser cutting. About 6 years ago I used to have a portable CO2 laser unit that I used for cutting metal PC cases, I’d basically use it like a router. I’d imagine that a thin flat sheet of aluminum mounted on a turn-table, with the laser unit mounted the desired distance from center, would give very nice clean disks with little to no warping and sharp clean edges.
That’s only true with a plain flat-faced punch and die set. With the correct punch geometry you can make effective parts in one shot.
For example, you can reduce the shearing force of a punch substantially by grinding a crown into the face. Picture the roof-top of a house. The peak of the roof hits first and then works outward. The shearing force is only calculated as four times the cross-section of the thickness of the work across the grind-angle of the punch.
Unfortunately the comment from “Dan#1438459043” stating that scissors apply the same shearing force is wrong. A common flat-faced punch tool will apply enough force to shear the entire circumference of the punch across the thickness of the work. That’s a whole lot more than a single point shear like a pair of scissors. Even the progressive shearing action of a cambered punch (as I mentioned above) is at least four times more than scissors or tinner’s snips operating at under the same conditions.
There are whole books written on punch press tooling, forming, stamping and drawing sheet metal. Old manufacturing and engineering books from the 1940’s – 1960’s are the best resource for learning about these manufacturing techniques with mechanical processes.
Except my comment was not wrong, you just read it in the dumbest way possible, the total of all the scissor cuts would add up to the same magnitude as a single punch doing the same work along the same length of cut so the metal would contain very similar grain distortions. In the video the cut areas are removed with the lathe so those distortion area may have ended up as waste, unlike the punch scenario. Away I am sticking with water jet cut titanium foil as optimal for Tesla disks until shown otherwise.
*giggles*
notareal: +1
I’d also like to comment on some of the construction techniques used in video 2 (not intended as criticism, just some things I would personally have done different)
When using the abrasive block to clean up the brass nozzle, it’s a really good idea to cover the bed of the lathe. Abrasive material is also being turned to dust there, and if that ends up on the bed it can seriously eat away at the bed. And I think we can all agree a sloppy bed is really annoying. Be kind to your tool, cover up. (It’s best to not do that sort of thing on a lathe, but that’s like saying you shouldn’t use a ratcheting wrench to undo stuck nuts. Sooner or later we all get lazy and do it anyway)
For squaring up the nozzle I’d have used a flat file. Yes, it takes a little longer, but you get a good surface finish and very fine control over the final size, making everything fit just that bit more smoothly. Granted, it takes a bit of practice to get good with a file
I think that was a sponge sanding block.
This is some nice lathe work.
I want to make a Tesla turbine power Tesla coil now.
High pressure gas goes in, low pressure gas and sparks go out.
Paintball gun air tank; no PVC for me. ;)
Interesting videos, so many shop techniques used, but also so many dissimilar metals in one place, is that asking for trouble? Why not just laser cut all the thin parts out of titanium foil?
When I saw the turbine side on it looked like a spindle of DVDs, maybe somebody could make a Tesla turbine from some old DVDs, at least it would be a decent use for Adan Sandler movies.
https://www.youtube.com/results?search_query=cd+tesla+turbine about 18k results
I can think of a few bands whose albums would make better use as turbines.
*cough* nickelback sucks *cough*
:D
The problem is that CDs shatter around 20K RPM. Though it doubt it would even go past 10K RPM with something as thick as CDs.
If a Nickelback CD explodes, that would make my whole week. Lol.
I do agree with you [Adam]. Plastic isn’t really strong enough for a turbine.
We need more articles like this. Ardunio and PI Raspberry’s are great but I love these types of hacks!
Well, not sure if your exact request has been catered for here but this may indeed make you whole week…
https://www.youtube.com/watch?v=zs7x1Hu29Wc
Lol. @explowsions!
I have watched that video many times.
Still the best! :D The sound of a CD reviving up to destruction is fantastic. I may have to change my alarm tone…
WRRREEEEAAAAAAAA…KABLAAAGHHHHH!!!
> We need more articles like this. Arduino and PI Raspberry’s are great but I love these types of hacks!
Thanks for the feedback. I’ll gladly oblige!
HDD platters do a pretty good job of it too.
I haven’t taken-apart a laptop HDD yet, but I’ve read that some platters use coated glass. So the very small ones might be risky.
Yes, they exist. Perhaps you can distinguish them with a metal detector
What kind of solder sticks together brass and aluminum?
CNC machine the housing in two halves and the inlet and outlet nozzles and bearing support could all be made as part of the housing. Bolt together then drill the inlet and tap for a pipe threaded quick connect fitting. Three parts instead of seven (not counting screws) and no soldering. For alignment, machine a rabbet around one half and a matching projecting edge on the other.
Standard solder (lead tin) works great for that – the problem is getting it to stick to the aluminum. Aluminum forms an oxide layer very quickly at room temperature and even faster at soldering temperatures. Steel brushing through a pool of molten solder should work according to some people, never succeeded myself.
Or one could use a flux suitable for aluminum soldering. Works well.
Harris makes an aluminum solder kit:
http://weldfabulous.com/harris-al-solder-500-aluminum-solder-kit/?CAWELAID=320010420000391226&CAGPSPN=pla&CAAGID=13786404050&CATCI=pla-174193651010&catargetid=320010420050831252&cadevice=c&gclid=Cj0KEQjw4pO7BRDl9ePazKzr1LYBEiQAHLJdRzfmC8BoM_l9NtYemaIYJOkEVQxrRWuVeejcOlbfUDcaArQz8P8HAQ
Part 2 was better than porn just stared and monitor went to sleep
I am concerned about the assymetry of the e-clips. A few milligrams off balance at high RPM could cause a lot of vibration and wear, right?
For everyone thinking its easy to achieve 70+% efficiency I’d recommend reading ‘EECS-2015-161.pdf’ “Design and Fabrication of cm-scale Tesla Turbines”.
The conclusion is: “It is possible to fabricate sub-cm Tesla turbines with commercially available technology
to achieve over 40% mechanical efficiency.”, however, the guy with all the computer models and multiple prototypes wasn’t able to achieve such results, because the smaller you are, the less efficient you become. “As the turbine scales down, the volume of fluid passing through the rotors also declines, and losses increase. This reduces the power available for conversion.”
Nice build although some of the construction techniques were a bit odd for something that seems to require precision. For example, the disk bores were ground out by hand and not bored and many of the holes were individually hand drilled rather than stacking the plates and drilling them together. That doesn’t detract from the build though. It will be interesting to see what power it can generate.
why not bolt on a counterweight for the weird housing to increase the finish quality?
If you need to read more on the engineering and physics of the micro Tesla Turbine try this as it is in open source from Berkley University
http://escholarship.org/uc/item/3gb5g34h#page-18
The part I somehow missed was how he got the superglued very thin pieces of aluminum to separate.