
Choosing between manually changing endmill bits on a CNC machine and investing in an expensive automated solution? Not for [Frank Herrmann], who invented the XATC, an eXtremely simple Automated Tool Changer. [Frank’s] ingenious hack achieves the same functionality as an industrial tool changer using only cheap standard hardware you might have lying around the workshop.
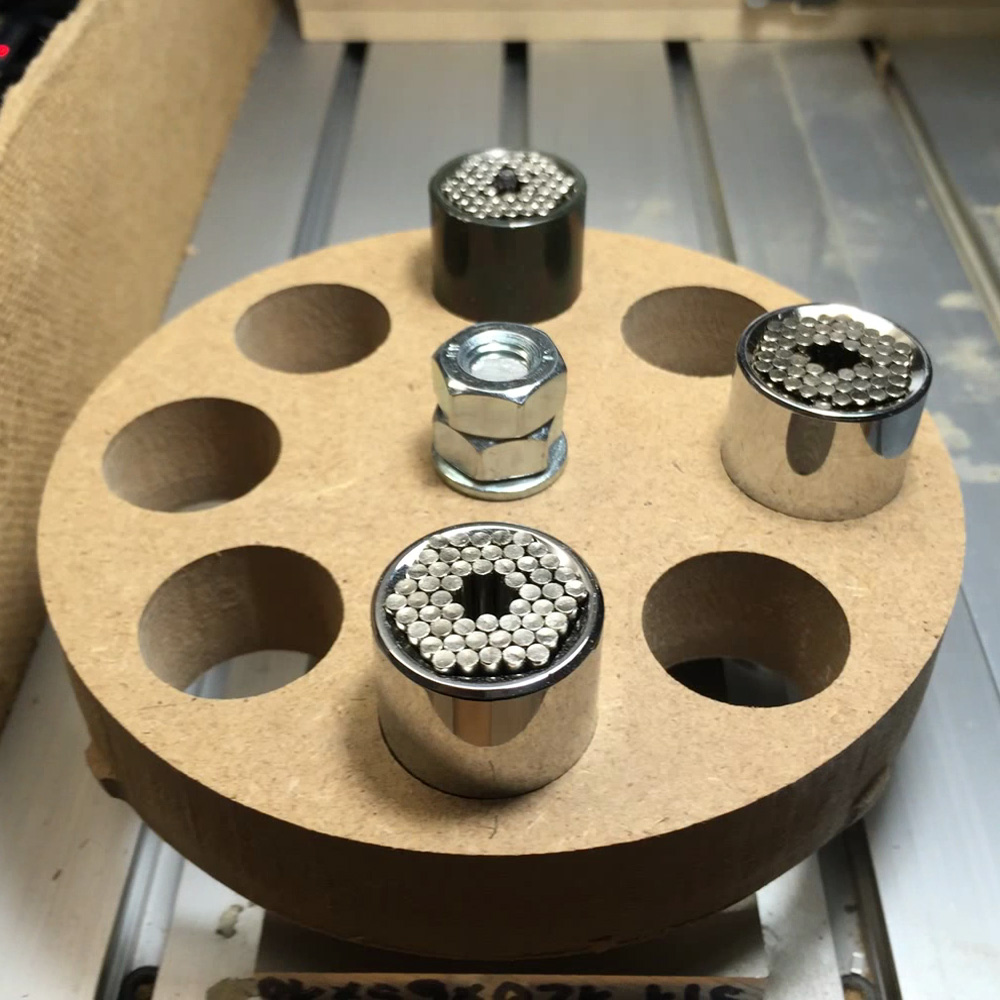 Like many ATCs, this one features a tool carousel. The carousel, which is not motorized, stores each milling bit in the center bore of a Gator Grip wrench tool. To change a tool, a fork wrench, actuated by an RC servo, blocks the spindle shaft, just like you would do it to manually change a tool. The machine then positions the current bit in an empty Gator Grip on the carousel and loosens the collet by performing a circular “magic move” around the carousel. This move utilizes the carousel as a wrench to unscrew the collet. A short reverse spin of the spindle takes care of the rest. It then picks another tool from the carousel and does the whole trick in reverse.
Like many ATCs, this one features a tool carousel. The carousel, which is not motorized, stores each milling bit in the center bore of a Gator Grip wrench tool. To change a tool, a fork wrench, actuated by an RC servo, blocks the spindle shaft, just like you would do it to manually change a tool. The machine then positions the current bit in an empty Gator Grip on the carousel and loosens the collet by performing a circular “magic move” around the carousel. This move utilizes the carousel as a wrench to unscrew the collet. A short reverse spin of the spindle takes care of the rest. It then picks another tool from the carousel and does the whole trick in reverse.
The servo is controlled via a WiFi connected NodeMCU board, which accepts commands from his CNC controller over HTTP. The custom tool change sequences are provided by a few JavaScript macros written for the TinyG workspace on chilipeppr.com, a browser-based G-code host. Enjoy the video of [Frank Herrmann] explaining his build!
Thanks to Smoothieboard creator [Arthur Wolf], who is currently working on a similar project, for the tip!

















Clever usage of a gator grip- perfect for this too.
Why did he use a gator-grip instead of a normal 17mm socket?
I will definitely be looking into this when I make a cnc.
Non critical positioning I guess.
You don’t have to sense correct nut angular position and have a better tolerance in x/y plane.
Sure, i tried this with a normal socket, but you have to know the correct position of nut to the socket. I found a (ugly) solution with a kind of stopper, please check this video:
https://www.youtube.com/watch?v=jHofj3efzfo
“The servo is controlled via a WiFi connected NodeMCU board, which accepts commands from his CNC controller over HTTP”
Wow! Top marks for effort, but surely this was possible without the Rube Goldberg communications path??
But it would require opening a socket or some more programming without ready libraries where you can paste code into template… I believe [Frank] is up to task with this, but apparently he just doesn’t like “real programming” and is more interested in hardware, where he is able to do truly amazing things. Remember when doing hacks: “If it looks stupid but works, it isn’t stupid”.
I don’t think so, in my XDisPlace Project i try to produce a complete PCB (mill, drill, solder dispense, pick and place, solder) in one process. That means, i use and control a lot of additional components and tools on this machine to bring this project to fly. To use a esp8266 (nodemcu) to control the servo was an experiment for a simple communication between the main controller (chilipeppr, run’s in a browser and communicate via REST with a server on a raspberry pi), the communication path to the servo is the same :)
I have never had a tool just drop out of a collet after a quarter turn of loosening…ever. Either dust gets it stuck good or thermal expansion. I like the idea but at least with the DW660 spindle I have on my router I doubt this would work. What about larger bits like 1″ 90* Vcarve.
For me it’s the bane of using a Dremel drill press for making through-hole boards. Those bits are fragile like glass and it’s less than 1/4 turn for the bit to fall out and shatter.
Do you think the friction between the bit and the jig that holds it will be greater than the dust/thermal expansion friction you mentioned between the collet and bit? This should solve the problem since it is a combination of gravity and the z-movement of the tool that separate the bit from it.
@Mike, please check the video at 08:42, you will see … after the back “magic move” the spindle rotate for 200 milliseconds, “A short reverse spin of the spindle takes care of the rest. …”
This will only work consistantly with ER-type collets that are seated in the nut before inserting a bit, then threading in the spindle. Many woodworking routers do not use this type. Bosch and Porter-Cable are two that do, but they are harder to control speedwise for the 200ms unscrewing motion anyway. You would need to use a proper spindle with VFD control for this toolchanger tp work as intended.
“Shut up and take my money!”
Very nice idea, those ATC air-driven spindles are not cheap. Totally mechanical solution out of box is missing on market.
Very nice! Good work, Sir! I will definitely be checking this out when I get my CNC build done.
You know, you’ve got good points.
Shame you’re being an insufferable prick about them.
Unbelivable, you don’t have an idea about torque? A CNC 3040 cost around $700 and a ATC Spindle $3000 … but i understand, you are a TROLL :)
Ignore the trolls and keep up the good work. Talk is cheap, and I can assure you that none of the haters have made their own sweet WiFi controlled ATC.
Somebody should make a dick-a-day website to feature all your cool comments. But I imagine you would complain about the layout.
Wow nospam you are very misinformed as to the cost of automatic tool changers. Frank’s design is brilliant and I think sets the course for many tool changers for the maker community.
I’m not misinformed yes ATC’s can be expensive if you are buying an off-the-shelf enclosed 20 tool rotary ATC with an auto measuring system and having to add a pneumatic spindle lock.
Check out the following photo to see what I am talking about:
http://www.technocnc.com/CNC-Routers/HDS-CNC-Router-Tooling.jpg
These rack clamps cost next to nothing but space on your CNC table. And yes I’ve used them on several machines before and they work out OK. Not as nice as the enclosed rotary ones tucked out of the way but they do work. Then again if you cheap out and buy a fixed collet spindle you are SOL to start. Did buddy make an automatic tool length measurement device as well?
Yes I’m being harsh. I still don’t understand why a guy spends money on a CNC table can’t take the time to mill the components out of aluminum instead of fibreboard. I could almost forgive him if he said this was just the proof of concept prototype before he cut the parts out of aluminum.
Projects like this remind me of those guys who use duct tape and zip ties for car repairs. I’m just not impressed with the end product.
Sure, it’s just a prototype. Everything here @ hackaday it’s a prototype. And yes, if my CNC can handle Aluminium i would love to mill this. BUT, you prefer this way: https://discuss.inventables.com/t/auto-tool-changer-works-great/22518 … problem, you have to invest $700 + ~8x $30 for fixed collets. That’s fine, but my solution cost around $100 and it’s just an idea, how we can change tools on a small desktop CNC.
You see just the used material, but not the idea behind this … your way it’s ok, but this is not the shine golden only way out :)
By the way, it’s quite easy to add, inside the grip, a plastic tip like these: http://www.repona.fr/fichiers_site/a2432hor/produits/bouchon_sterile_seringue_individuel_jaune.jpg to save your sharp tool from friction and contact on the metal part of the grip.
Frank made custom 3d printed holders for each endmill size he uses. Those slide into the middle of the gator grip.
Then it’s perfect!
Really neat for light duty milling. But the torque spec on some of these ER collets are pretty substantial. We developed something similar that can handle up to ER-20 collets and tightens them to specification. You can check it out on our website!
Please check here: https://plus.google.com/+FrankHerrmann1967/posts/bYGRKJ7MLJo
Thank you for the shout out Herrmann! Hope to see more of your work soon:)
The rotary move using the axes to tighten the collet nut is inspired. I don’t care about the rest of the implementation, just getting this idea out there makes this article worth publishing.
Solid end-mill holders that fit into the biggest collet could add consistent-length tooling to this, though there is a nice space in the middle of the turntable to add a tool-length probe as a more flexible alternative.