Homebrew laser cutters are nifty devices, but scorching your pals, burning the house down, or smelling up the neighborhood isn’t anyone’s idea of a great time. Lets face it. A 60-watt laser that can cut plastics offers far more trouble than even the crankiest 3D-printers (unless, of course, our 3D printed spaghetti comes to life and decides to terrorize the neighborhood). Sure, a laser’s focused beam is usually pointed in the right direction while cutting, but even an unfocused beam that reflects off a shiny material can start fires. What’s more, since most materials burn, rather than simply melt, a host of awful fumes spew from every cut.
Despite the danger, the temptation to build one is irresistible. With tubes, power supplies, and water coolers now in abundance from overseas re-sellers, the parts are just a PayPal-push away from landing on our doorsteps. We’ve also seen a host of exciting builds come together on the dining room table. Our table could be riddled with laser parts too! After combing through countless laser build logs, I’ve yet to encounter the definitive guide that tells us how to take the proper first steps forward in keeping ourselves safe while building our own laser cutter. Perhaps that knowledge is implicit to the community, scattered on forums; or perhaps it’s learned by each brave designer on their own from one-too-many close calls. Neither of these options seems fair to the laser newb, so I decided to lay down the law here.
The Tome of Safe Laser Cutter Design
First off, a quick disclaimer: even if you follow this guide to the nose, we can’t guarantee that you wont see trouble down the road. These safety tips make you safer, wiser, but not invulnerable. Fellow grasshopper, proceed at your own risk.
Shields Up: Protecting Your Last Set of Eyeballs
By the time we emerge from the garage with our finished laser cutter, we’re hoping to have the same number of working eyeballs that we started with. From my personal list of Implicit Rules of After-Hours Engineering, arrives almighty rule number 1: Thou shalt not injure thyself nor thy pals whilst after-hours hacking
 Staying true to this tome means taking the right steps not to permanently injure anyone in the vicinity of the workspace. For me, this meant working in the enclosed garage and picking up a few extra pairs of safety glasses. Eye-damage in a fraction of a second is no joke, so let’s make sure we’re picking up the right type. For this project, the general consensus on forums is a pair of safety glasses with an OD 6+ rating.
Staying true to this tome means taking the right steps not to permanently injure anyone in the vicinity of the workspace. For me, this meant working in the enclosed garage and picking up a few extra pairs of safety glasses. Eye-damage in a fraction of a second is no joke, so let’s make sure we’re picking up the right type. For this project, the general consensus on forums is a pair of safety glasses with an OD 6+ rating.
A lens’ OD rating refers to just how much light is transmitted by the time it exits out the other end of the lens. Every digit increase represents a drop in the order of magnitude of transmitted light, so an OD 6+ rating will transmit less than 0.0001% of the input light at the specified wavelength. Keep in mind, though, that we’re building a laser cutter. Like other plastics, a focused beam will have no problems getting through these glasses. These lenses will keep us safe from reflections and the uncollimated lens that travels from mirror to mirror, but they’re not impervious to being cut by the focused beam.
Stray Beams Begone: The Full Enclosure
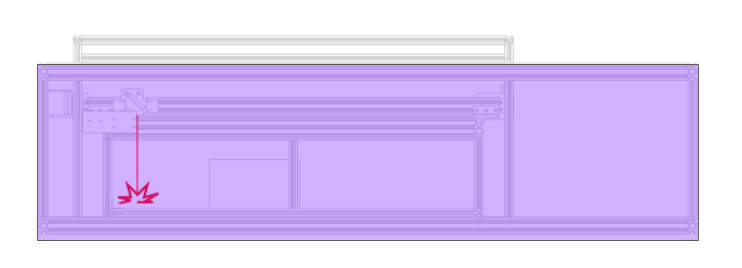
Once our laser cutter is fully assembled, we’ll still need to run some calibration before it’s ready to start making cuts. To get there, we’ll need to align the mirrors. Behold–here lies our first chance to bounce the beam away from it’s expected target and toast a nice hole in the wall. To avoid taking our chances, the laser cutter must operate in a fully enclosed environment.
Fully-enclosed, you say? Just what sort of enclosure can take this kind of heat?
Of course, we could cover our marvelous gantry and optics behind sheet metal to cover up our magnificent work; but, from all of us who grew up bedazzled whilst watching our 3D printers squirt, we know that’s no fun. Fortunately–we’re in luck! Rather than hide our work behind a metal enclosure, we have some translucent options. Digging into the details brings me to my second Almighty Rule of After-Hours Engineering, adopted from the wisdom of [Mike] at mikeselectricstuff: Know thine enemy.
In this case, our biggest foe is a 60-watt, 10,600-nanometer CO2 laser tube sourced from overseas. With a bit of reading, it turns out that 10,600 nanometers happens to be opaque to some materials that are translucent to visible light; among them: soon-to-be-our-best-friend, Acrylic. This little fact is a golden one. It means that an acrylic enclosure offers us all the benefits of beam stop while giving us a visible window into the laser while it’s making cuts.
A brief aside: that acrylic cuts so well under a focused CO2 beam is a consequence of the fact that it absorbs, rather than transmits, the light traveling into it. It’s also why Acrylic is so effective as a beam-stop for an unfocused beam or minor reflections. Of course, we’re not impervious with an acrylic case, but we’ll certainly smell trouble before the beam gets out of its enclosure.
One final note: While acrylic works so well as a beam stop, it’s still not a great idea to stare at the workpiece while cutting. The part receiving the cut tends to fluoresce with bright light that’s definitely in the visible spectrum. While there’s no laser light coming through the acrylic window, bright visible light won’t have any trouble getting through and making our eyes sore.
Fume Extraction that wont Suck
About a year ago, I bumped into fellow who retrofitted an old Chinese laser cutter with updated electronics, giving himself a nicely working system for about $1000. Not a bad way to go, I thought. But as someone who had been dying to build their own from scratch, I was riddled with questions. The biggest topic on my mind: fume extraction… better known as: how-to-not-die from breathing the stuff you’re cutting.
“Ah,” he said, giving me a sly stare. “Have you looked into hydroponics lately?” Hydroponics, I thought. What on earth would hydroponics enthusiasts want anything to do with fume extraction? He leaned in.
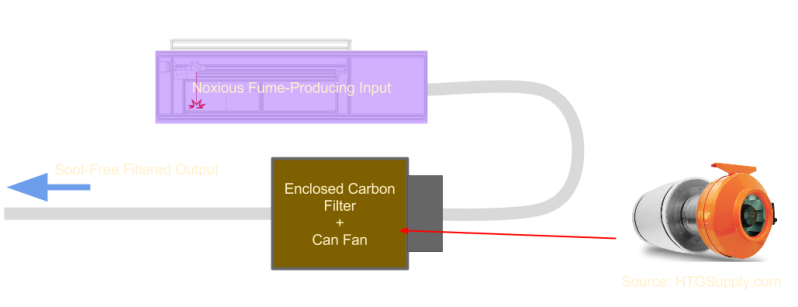
“Well it turns out that the folks selling hydroponics equipment quickly realized that their fellow enthusiasts didn’t want the neighbors getting a whiff of the plant life sprouting in their garage, so they started selling budget carbon filters and can fans for ventilation.” Who knew, I wondered, but it turns out: he was right. A few months later, I had myself a carbon filter and two can fans to ventilate the soot out of the laser bed before redirecting the filtered exhaust out the window. Oddly enough, it shipped with a complimentary lighter. Go figure. Nevertheless, I could call my fume-extraction problem: a problem solved.
Faulty, but Secure: Adding Safe Failure Modes
At this point, we’ve got ourselves a nifty enclosure, a shiny new pair of safety glasses, and even a nice carbon filter to boot; so we’re probably feeling pretty safe at this point. Before we get too comfy, though, consider this: just how safe is our laser cutter if we remove the panels or open the lid whilst cutting? Hopefully, you’re thinking what I’m thinking: not safe at all! To remedy this issue, we need some form of failsafe or built-in emergency stop to kill power to anything that our enclosure protects us from. In this case, for any instance that we might have in opening the lid or panels that enclose the cutting area, the laser needs to turn off.
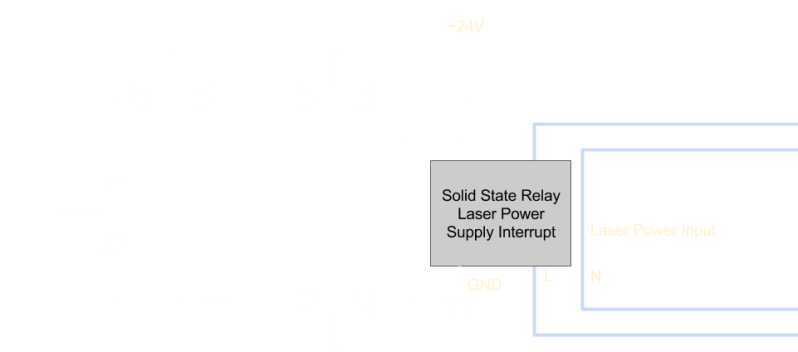
Making this concept come true is actually dead simple. For any panel that can come off, I installed a momentary switch that’s normally-open. When the panels are installed, the switch is pressed, closing it. By wiring each of these switches in series, and connecting them to a solid-state relay that interrupts the laser power supply, any moment when the panels are removed means the laser will shut itself off too.
It’s nifty. More importantly, though, it’s simple. As with most safety systems, the simpler, the more reliable.
Future Reading:
Like many of us out there, I find the temptation to build something out of my comfort zone irresistible. Nevertheless, all projects have a learning curve, and for those that can hurt you or your pals I urge you to educate yourself. Become the expert from what you read and do, and relish the learning feedback of making mistakes.
But don’t rush. Building the laser cutter might be one feat, but the journey towards becoming the expert means every moment along the way is worth our while as we learn something new. Who knows? Maybe in a few years, we’ll be the local hackerspace laser guru, happy to run our fingers through greying hair while giving safety advice for younger hackers’ hair-brained schemes.
I’ve hit some of the practical high-points for safe laser cutter builds, but don’t let this document be your stopping point. For the curious, here’s a couple more places to find additional pro-tips:














The material does not FLUORESCE when cutting – the light you see “emitted” is simply the material either burning or being heated to incandescence (black-body radiation). And it’s fluoresce, not flouresce – it’s not a cookery show! That apart, excellent writeup, especially on how it’s valid to use acrylic as a beamstop/enclosure. I once had one hell of a time convincing someone about this – they insisted that you had to use that orange acrylic because it was “laser absorbing”. Try as I might, they refused to understand the CO2 wavelengths are completely different from what the orange stuff is designed for…..
And it’s fluoresce, not flouresce…
Hey Laser cutters can be used for cooking… when you shoot it at flour it absolutely will flouresce!
I would think that some materials react by absorbing the light radiation and having electrons jump to a higher orbit and emitting a photon.
“Fluorescence is the emission of light by a substance that has absorbed light or other electromagnetic radiation. It is a form of luminescence. In most cases, the emitted light has a longer wavelength, and therefore lower energy, than the absorbed radiation. ”
So yes, many materials will emit light when hit by a powerful laser, it would violate the laws of physics if they did not.
Of course many materials will emit light when irradiated with a laser; that’s how just about every dye, Nd:YAG, and countless other lasers operate. The point here is the wavelength – most fluorescent materials operate in the visible or NIR. Far fewer materials fluoresce in the far infrared, in the tens of microns. There are some cases – for example, CO and CO2 lasers are produced in tunable varieties so the wavelength can be tuned to the absorption bands of certain gases you’re trying to detect, and then measure the emitted radiation.
Besides, fluorescence is the emission of longer wavelengths (or possibly SLIGHTLY shorter, depending on the thermal energy, Stokes shift etc). No way is visible light going to be produced from 10.6um light by fluorescence. Or, for that matter, down conversion, since that would only take you to 5.3um. (Yes, you get higher orders as well, but they’re even less efficient). Besides, you need a weird-ass optical material, generally crystalline, for that to happen.
Nope, it’s just good old black-body radiation!
Think he meant Incandesce, not fluoresce. Hot material begin to emit incandescent light in the visible spectrum once the Draper point in temp is reached. Any fluorescing would happen at an even more invisible(?) wavelength than 1060 or whatever you laser emits at.
“And it’s fluoresce, not flouresce “……. is this anything like “it’s the Craw ! not the Craw !” (for you youngin’s, a reference to the old “Get Smart” sitcom from the 60’s)
If you run your exhaust only through a carbon filter, you will not remove the smoke particles. For that you need either an electrostatic or hepa filter.
as for non-IR-absorbing materials: PLA should be pretty tranparent, but thus far all our 3D-printed nozzles got melted in our laser.
Essentially all common materials, especially organic materials, will strongly absorb 10um light.
When you need to make the transmissive optical components for the laser light, that’s why you need to turn to specialist materials like ZnSe, GaAs, germanium etc.
I did some test with the white of an egg. The acrylic did stop the laser beam but only for a view second. Then I tested safety glass which is layers of glass and plastic glued together. Glass also absorbs CO2 wavelengths but breaks after intense heating. The plastic hold the glass together and the beam scatters at the break point. The Egg was fine after 2 min so I added the Safety glass to my window. Maybe a bit much, but my eyes feel safe now.
High end laser cutters generally used polycarbonate (Lexan) enclosures instead of acrylic. It appears to be able to hold off reflections a bit longer as it melts instead of vaporizing, plus, it’s less likely to shatter if you drop something on it.
Another rule you can copy from high end designs – enclose the beam path. This both keeps fumes off the mirrors (probably a bigger problem when you’re using a 4 kilowatts instead of 60 watts) and gives an extra layer of protection (in case you had to open the cover to service the machine).
Speaking of mirrors, put some of those kill switches on the mirror mounts so the beam won’t fire if a mirror mount is removed. (They’re typically taped over when adjusting the mirrors; be sure to remove the tape before you put the mirror back.)
Don’t you want the kill switches wired in parallel rather than series? If you have all the switches wired in series, they would all have to be closed before the laser power is cut. If they’re wired in parallel, any one switch closed would trigger the relay to kill the power.
Never mind. I reread the description and realized that my developing headache caused me to miss that the N/O switches were mounted so that the panels would close them.
You should wire them in series, and have the proper switches so you can wire them in series, this means a broken wire will shut off the laser instead of shutting off your safety feature.
Better yet spend a few bucks and buy a safety relay
Don’t use a solid-state relay for a safety function because they tend to fail shorted. Instead, use a double-pole electromechanical relay. You can use one set of contacts to switch your power and the other set to monitor the e-stop status via a controller or an indicator light. Also, the electromechanical relays tend to be less expensive.
For more information on how to safely build equipment like a laser cutter, I would recommend referencing the NFPA 79 and UL 508a standards.
If you want to be really safe you should use a double safety circuit with a safety relay. That way you are better protected against both open circuits and short circuits. The safety relay monitors both circuits and will trip if one circuit goes open and wont reset until the fault is cleared. It’s part of the ISO standards for commercial machines but may be a bit excessive for a DIY job.
http://www.lasersaur.com
There are open source, developed laser designs. Such as http://www.lasersaur.com.
Two points:
1. Reflected beams are harmless on a single focus head. By the time the beam gets to you it’s about a foot wide.
2. We scratch built an enclosure recently http://madmodder.net/index.php/topic,11182.0.html laser cut steel, pre folded was by far the cheapest option for the chassis.. IIRC we spent AU$200-300 on all the metalwork for the job.
1. Reflected beams are harmless on a single focus head. By the time the beam gets to you it’s about a foot wide.
a) That’s still about 1% of the power hitting your eye. 0.6W is still above the permanent damage limit.
b) Reflections can be specular. Even with diversion, they will be much more focused then you think.
Actually, with a 50W laser it’s about 0.08W (the beam on our old machine was about 10mm diameter) at 300mm which is below the MRE for 1000nm.
Look, “Don’t look into laser with remaining eye” right? My point is simply that the single focus lens is implicitly safer than a double focus…. and that there are more dangerous things on the machine (like the HT supply, and the risk of fire).
Reflected beams are NOT harmless. Specular reflections are enough to cause eye damage from lasers a fraction of the output power of what most cutters use. This mostly applies to visible/NIR light lasers, CO2 lasers will not penetrate the cornea.
MY EYES! THEY’VE MELTED!
I would wear glasses anyways. Just because, you know, eye transplants are expensive/don’t exist.
They actually do exist, they’re just kind of /really/ far from from being as good as the bio-organic ones people typically use. Unless progress that I’m not aware of has occurred.
Surely you expected these kinds of replies here PK :P
The thing i like about PKs machine is that it is wide enough to take a standard half sheet. Plus with the open feed through at the bottom of the machine he can quickly work through an entire sheet of stock without having to cut it down with a table saw first
The vacuum table extends out the back of the machine and is 1.2m x 2.4m, You can put a full sheet in, cut the front half, then pull it forward to cut the second half. We put 20 sheets through it yesterday and it works a treat.
“10,600 nanometers happens to be opaque to some materials that are translucent to visible light” —> “some materials that are transparent to visible light happen to be opaque to 10,600nm radiation”
And, as extra safety rule, NEVER operate the laser unattended. We’ve had our laser cutter go from “all conditions green” to “flames coming out of it” in 5 minutes.
(When we did all our lasercutting for the Ultimaker Original in house in the early days)
Lol. I have the same rule for when I toast bread!
Absolutely. It’s rule number 1 for our laser cutter. Doubly reinforced this week when I helped a friend do some cutting because *their* machine was out of action due to a fire.
And it’s not “just be around it”, it’s “stand there and watch the cut from start to finish, and be ready to hit the e-stop and grab the fire extinguisher we keep right next to it”. Because I’ve spent countless hours this year making our laser cutter awesome, and I’ll be right pissed if some numpty undoes all that work.
The reason that acrylic cuts so well and deep with a CO2 compared to other materials is that when the laser cuts the walls of the acrylic create a waveguide which keeps the beam collimated and keeps going down until the energy is finally absorbed. Most materials will absorb the energy of the beam from the walls as well which limits penetration.
Just a quick question. Of course I’m working on creating my own laser from parts I got at work etc.
However I see all the lasers have the laser gantry along the longest axis. Any ideas on why they do that?
My gantry is currently on the shortest axis (Y) because I wanted to keep the bridged length as short as possible.
Is it a safety issue not having to direct the beam onto the moving gantry in front of your body?
Large “flying optics” commercial laser cutters are built as you describe – gantry spanning the short axis and moves down the long axis. I’ve never seen a gantry that spans the long axis on an industrial sized cutter. You’re on the right track with keeping the bridge length as short as possible, both to allow for faster acceleration and to reduce deflection. Even if you aren’t dealing with a gantry that weighs several hundred kilograms, it would be good design practice to use a gantry on the short axis.
The other day I discovered something nasty about my big 100W Chinese laser cutter (it has the DSP controller that LightObject sells). There was a power failure while I was cutting something, and I opened the door to see what had happened to my workpiece. When the power came back on, the screen on the machine said something like “Continue after power failure?” and when I clicked “Ok” it started cutting ???????????????? ???????????? ???????????????? ????????????????! (Normally, the interlock works fine.) Scared the shit out of me. I think I’ll move that switch wiring to the water flow input on the laser power supply–that reliably shuts off the laser regardless of software glitches.
You ain’t seen nuttin! My big laser (80W, 60x40cm) didn’t even have a lid interlock or an E-stop button (admittedly, that was the least of its problems; picture someone chucking oily abrasive metallic grit around the place, bashing things with a hammer, and you’ll get the idea. It wasn’t even earthed properly – about 200 Ohms between the inlet earth and the casing. Not to mention the live cockroach scurrying around inside the case when I opened it up.
I had a page cataloging the whole fiasco, but I used the threat of publishing it to get a refund from the manufacturer, and was allowed to keep the machine ;-) Took about 3 months of solid work to get it running….
Our laser cutter interlock bypasses the controller altogether, and goes to the safety switch input on the laser PSU. So the laser is off if any door is open, or the water chiller is in the alarm state, or (eventually when I add it) the air assist pressure drops.
One thing that my local laser safety standard says is that you should need to explicitly re-enable the laser after an interlock failure, so you can’t inadvertently press the door switch when the door is open and get an eyeful of laser light. Mine doesn’t do that yet, but it will.
If you want to stay safe, why not become a laser-pirate and completely block out one eye as long as your laser has power? (on top of all the other safety measures, of course…)
Good idea! Someone should add that to the controller firmware.
I routinely work in a scientific lab where we have all sorts of big scary lasers with beam paths changing almost daily. Whenever I walk through a laser lab, I usually have one eye closed. I’m not taking any chances of hurting both eyes if someone screwed up… I close both eyes as I move my head to ground level to work on something, since most beam paths are intended to be waist high. Wear googles you say? They don’t exist that covers all the different wavelengths we use. The lenses would have to be made from steel…
You don’t wear steel goggles when you work with lasers? You must be some crazy cowboy type.
Living Australia, we have an endless supply of Ned Kelly style steel helmets (they’re quite fashionable down here). As a safety conscious and generally superior user of lasers, I always wear my steel helmet backwards when I’m in the same suburb as a laser.
We have the same problem where I work. Between the fundamental, SHG, THG, and adjustable wavelength OPA outputs, no company sells laser safety glasses that cover all the wavelengths involved. So, in our labs, we wear glasses that (at least) cover the fundamental and SHG wavelengths since they have the highest average optical powers.
I’m a little confused about the can fan and filter diagram. The filters I have seen don’t look like they have an “out” pipe, in other words they are not inline filters like the fans are. Am I looking at the wrong stuff, or am I just misinterpreting the diagram?
Hey DD, you bring up a really good point! The can-fan-filter combo does not have an out pipe. What I’ve done to resolve this issue is enclose the filter with cardboard/plastic, cut a hole in that enclosure, and finally connect that hole to a tube that gets routed outside.
That’s clever, and clears it right up. I think I’ll do exactly that once I need to redo my exhaust system. Thanks!
I did a laser safety course relatively recently, and from what I recall there are a couple of important points about the laser safety eyewear that you didn’t hit:
1: they’re wavelength specific.
2: they’re consumable.
If you have glasses made for the wrong wavelength, they won’t save your eyes.
But number two is important as well: most laser eye protection filters ability to block their assigned wavelength is generally depleted with exposure: soon offering potentially no protection at all!
So you need to replace your laser eyewear every so often, as well as be sure it matches the wavelengths you have.
The other point was that some lasers will produce a few “off spec” wavelengths which the manufacturer might not have warned you about: cheap green dpss lasers are common offenders for this, often spitting out a lot of 1064nm and 808nm besides the expected 532nm. (They left the filter out).
So if your safety glasses happen not to cover those as well as the expected green…
The safety regulations with regard to lasers are all in AS/NZS IEC 60825.1:2014, with AS/NZS 2211.9 and 2211.10 having some worked examples of calculations, and checklists too. (Although I think the 2211 series have generally been superseded by the 60825 one).
These are obviously Australian standards (though anyone is free to BUY them from
Horrible paywall owners saiglobal.com ) but they are a good place in general to get the lowdown on laser safety considerations, presuming you can find a copy. They’re basically the same as the international IEC 60825 anyway.
For us Aussies, we need to apply for a license from ARPANSA if we want to play with anything more hazardous than Class 3R.
But built properly, fully enclosed with appropriate interlocks, even a laser cutter can rightfully be a Class 1 laser product,
Some commenters already touched on it, but my thoughts on the electrical part: get a relay that will fail to open, and not stay shorted. I do not know about safety ratings for relays, but I do know that for the plant where I work we have safety relays for everything around the burner controls for instance. Also, as said by another commenter: when a switch gets tripped, make sure the circuit powering the laser stays dead until you deliberately and willingly want it to power up again. Any switch sitting there in plain sight when a panel is removed, is begging to be pushed; by a finger, the side of your hand when you reach into it, your sleeve, etc. etc. That laser should not power up by mistake, and such mistakes with those switches are easily made.
Still, a good article worth reading and commenting on!
KR,
Theo
I guess that’s why the commercially built one I use has magnetic reed switches rather than mechanical ones.
“Eye-damage in a fraction of a second is no joke…”
My employer has 5 laser cutting shops, and one diamond water cutter, They are spread around in the southern part of the country in major cities and our first concern was safety. This is particularly important since we operate 24/7/350 (we have vacation days) and senior management isn’t always around.
We installed additional safety interlock switches to ensure hands were out of the way, even used Bluetooth equipped safety glasses and leather aprons than sense if they are being worn, or not.
The workspace access doors are included in the interlocking. Finally, we installed CCTV cameras, accessible through the InterNet, to check out our operators.
Not withstanding all these precautions, even super-cautious I, get the occasional reflected laser burns and burned clothing!
Training, and discipline, is essential. We use chicken and pig limbs to demonstrate the power of our lasers, seeing a pork hock cut through in a flash really wakes our trainees up! Our local Cong An (Peoples Police) also help out by telling our trainees if anyone is injured as a result of deliberate misuse or ‘hooliganism’ they will be charged. Breaches of our safety rules result in instant dismissal.
Everyone nis naturally lazy and take shortcuts – automobile companies even have departments that build pre-production vehicles and the engineers learn how they can reduce production costs. Remember, everyone can learn from anyone.
” They are spread around in the southern part of the country in major cities and our first concern was safety”
Good plan, imagine if the zombies got their hands on 5 powerful lasers at once in one fell swoop.
This is one hack that seems like you’d need to be extra careful dealing with, but I love it! I was particularly interested in how you utilized fans and ventilation for the fume extraction. That’s something I wouldn’t have thought about. I’ve used ventilation for grow tents, but have never seen it like this before.
Building a laser cutter can be a tempting project, but it’s crucial to prioritize safety to avoid accidents and protect yourself and others. Here are some important safety considerations highlighted in the text:
Eye Protection: It’s essential to protect your eyes from laser beams. Invest in safety glasses with an OD (Optical Density) rating of 6+ to block out the majority of laser light. While these glasses provide protection against reflections and uncollimated beams, keep in mind that a focused beam can still pass through them, so exercise caution.
Enclosure: To prevent accidental exposure to the laser beam and to contain any potential fires or fumes, the laser cutter should operate within a fully enclosed environment. Rather than using opaque materials like sheet metal, which hide the laser’s workings, consider using translucent options like acrylic. Acrylic is opaque to the laser’s wavelength (10,600 nanometers) but transparent to visible light, providing both safety and visibility during cutting.
Understanding Laser Wavelength: It’s important to be aware of the laser tube’s wavelength, which is typically 10,600 nanometers for a CO2 laser. This wavelength is absorbed by some materials that are translucent to visible light, such as acrylic. This knowledge allows you to leverage acrylic as a suitable enclosure material that absorbs the laser light and prevents it from escaping while still providing a view of the cutting process.
Fire Safety: Laser cutting involves materials that can burn and emit harmful fumes. Be prepared to address potential fire hazards by having appropriate fire extinguishing equipment readily available in your workspace. Additionally, ensure good ventilation to minimize the accumulation of fumes and consider using a fume extraction system.
Remember, these safety measures are crucial but not foolproof. Building and operating a laser cutter still carries inherent risks, and it’s essential to proceed with caution, adhere to safety guidelines, and take personal responsibility for your own safety and the safety of those around you.
Regards: https://netversalcommunications.com/services/laptop-repairs-edinburgh