A VMC (vertical machining center) is essentially a CNC vertical milling machine on steroids. Many CNC mills are just manual milling machines that have been converted to CNC control. They work nicely, but have a number of drawbacks when it comes to real world CNC milling: manual tool changes, lack of chip collection, lack of coolant containment, and backlash issues (which a manual machinist normally compensates for).
These problems are solved with a VMC, which will usually have an automatic tool changer, and an enclosure to contain coolant and wash chips down into a collection pan. They are, however, very expensive, very big, and very heavy. Building one from scratch is a massive undertaking, but one which [Chris DePrisco] was brave enough to take on.
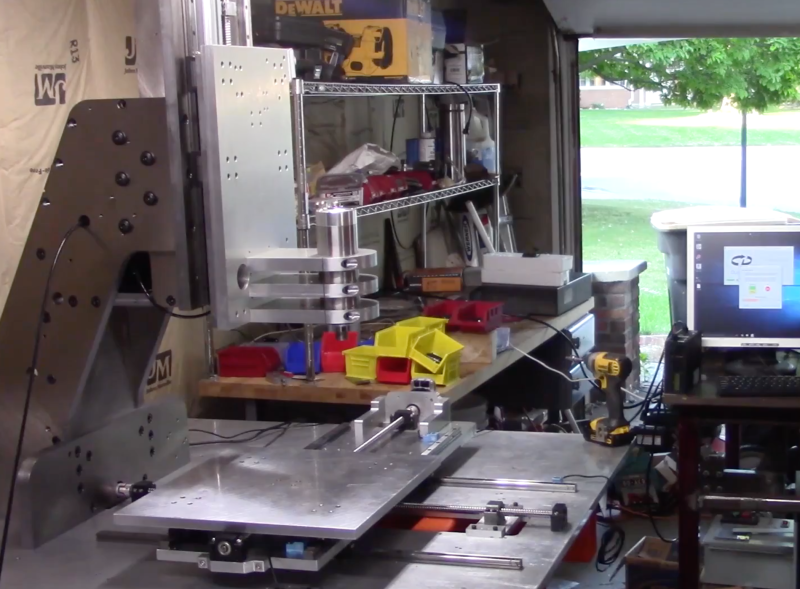
He started his DIY VMC project months ago, and has steadily been progressing to this point: actually running the machine. He has machined all of the parts himself from steel, and the design appears to be very solid. The spindle is currently a fairly low-power unit from eBay, but the design allows for future upgrades to the spindle (and other components).
We’ve seen DIY CNC mill builds in the past, but most can only handle wood, plastics, and maybe soft metal like aluminum. [Chris’s] build is incredibly substantial, and should be able to mill everything up to and including steel — he just demoed aluminum milling this week. The project isn’t quite complete yet, but only a matter of time until he’s got a finished VMC he built himself.
[via r/machinists]














Definitely drool-worthy. Beautiful build.
Agreed, a very nice build. :)
I’ve been watching this build from the beginning. I love that he shows his mistakes and has a thoughtful process from beginning to end. It’s good to see Chris on here and look forward to seeing what comes out of his new machine.
WOW! That’s nice!
Exactly what do steroids have to do with this?
http://idioms.thefreedictionary.com/on+steroids
Impressive! Very nice build!
A VMC isn’t a vertical milling machine ‘on steroids’, it’s just a normal milling machine, while the machines usually covered on this site are toys. All the attributes the author applies as defining a VMC are really just limitations of some manal machine conversions and really not proscriptive of any particular class of machine.
CNC (and to a lesser extent, machining in general) has to be the most poorly covered subject matter on HaD. From the insistence on using ‘CNC’ as some quasi-noun-verb, to a fixation with machines of no practical consequence, the application of the ‘cybernetics’ hacker mindset to the machining world just doesn’t translate, because in that world the more unpleasant laws of physics are immutable.
Cheers to these gentlemen for an admirable build, jeers to HaD for still not covering machining with any sembalance of competency.
Feel free to test your mettle by submitting your idea of proper coverage.
http://hackaday.com/submit-a-tip/
As I think he pointed out, Chris’ videos are proper coverage of a very small CNC mill. Hackaday’s framing of it as a “Vertical Machining Center” is not.
no more “wrong” than calling the usual contraptions made from squirted plastic and zip-ties CNC mills
while i agree that the HaD coverage of anything machining-related is weak, this “serious machinist” attitude of “anything less than 10000 pounds of cast iron is a toy” attitude is absurd. these “toys” get real work done for a lot of folks who don’t have space for even a hass minimill, let alone something really big.
Yeah. What really, really gets me is people who have picked up on this attitude and not actually done much on their own.
That’s not what I’m saying at all. I do a *lot* of very productive, money-making machining on a G0704 CNC conversion, hardly a 10klb VMC. What I am pointing out however, is that even this build, that they’re billing as a ‘VMC’ has a smaller work envelope than your average Bridgeport conversion and from looks alone nowhere as stiff. In no way am I referring to this machine as a toy; I doubt it’s half as productive as a converted BP despite taking up the same floor footprint, but it’s still a more than useful machine.
The only reason it’s being spoken of with such hyperbole is because 90% of the time when HaD covers ‘machining’ content, they’re talking about actual, worthless pieces of shit like Othermill and other abortions made from wet noodles, with Home Depot threaded rod for leadscrews, and a Dremel for a spindle.
When it comes to machining, the writers here are too easily impressed, mainly through their own inexperience. They don’t understand that a ‘hack’ of a machine might be impressive as a ‘hack’, but is worthless as a machine tool, because they can only comprehend a mill as another tool for PCB fabrication and little more.
Wow, that sounds pretentious as fuck.
This site is called HACKADAY, not MASTERPIECE-A-DAY. If 90% of the CNC projects use threaded rod and dremels — so be it. That’s precisely what this site is about.
Let me put this to you another way — How many hackers have actually transcended to the level of being able to make (and afford) something, from scratch, that’s worthy of your praise? Maybe a half dozen in the world? Would this one qualify?
http://hackaday.com/2016/05/01/precision-cnc-with-epoxy-granite/
What about this one?
http://hackaday.com/2016/04/25/a-polymer-concrete-diy-cnc-with-no-perceptible-budget-in-sight/
They look fine to me .. and for the record, between those two and Chris’s build, those are probably in the top 0.1% of all CNC DIY builds that have been documented on video. I’m personally putting together a Grizzly G0463 with anti-backlash ballscrews and servos, and custom electronics, but I guess I shouldn’t submit it to the tip line, if it doesn’t meet your standards.
So in summary, the writers aren’t easily impressed — they’re writing about hacks, because the site is hackaday.com, that’s what they do.
“When it comes to machining, the writers here are too easily impressed”
I tend to agree – I don’t find the MDF “CNC” machines particularly impressive unless somebody has pulled a MacGyver and built the system completely from garbage using a flat screw driver and a file and hiding it in their cell behind the urinal.
Kudos on this build – its nice to see something a little more impressive than a lot of MDF and zip tie systems that have been posted here recently. I’m not expecting a masterpiece but the stuff like http://hackaday.com/2016/04/03/turning-an-angle-grinder-into-a-belt-sander/ postings are more schadenfreude than hacks.
I take issue with using the calipers to set the distance per rotation, there didn’t seem to be anything to square the calipers to the table, surely the point was precision, why introduce the angle error.
Can ‘t imagine it was much more than a sanity check, the balls screws have a know pitch and the motors a know count per revolution
Lots of design issues. Aluminum for one thing, vary little dampening ability so it resonates like crazy. Couple that with the huge amount of unsupported overhang on the z-axis and you are in for some pretty terrible surface finish which is evident in the video where he is actually cutting aluminum. Pretty much a giant tuning fork.
Nice choice on the clearpath servos though, definitely what I would be using on something smaller to mid sized.
I was thinking that as well. A few years back on CNCzone.com, epoxy granite was all the rage. Great dampening properties, decent strength, easy to cast and work with. I do want to attempt epoxy granite at some point, just for the learning experience. No idea if it’ll work out or not.
I think in Chris’s case, it’s probably painting with the palette you know and have on-hand. In his case, he got the aluminum for free (or cheap) from his work, per the first video. And he’s got a pretty decent knee mill. So in his case, it’s what he knows, he’s got the materials, and I think it’ll be a pretty decent build on the count of having linear rails and ballscrews. Even if the surface finish is slightly under-par, he is capable of much higher feedrates than he would ever expect to get on a converted dovetailed milling machine.
Epoxy granite looks like a good choice, I think there was an article here where a guy was building a mill from it and doing a real nice job at it.
You can also buy durabar, it is continuous cast, cast iron bar. Very easy to machine.
Dovetails do not really limit the speed much, my mill is a mix of box and dovetail and it probably moves faster than his does. I used to work on commercial CNC machines and have worked on massive machines that move just as fast but just use box and prismatic ways.