In my misspent youth I found myself doing clinical rotations at a local hospital. My fellow students and I were the lowest of the low on the hospital pecking order, being the ones doing the bulk of the work in the department and paying for the privilege to do so. As such, our locker facilities were somewhat subpar: a corner of a closet behind a door labeled “COMMS”.
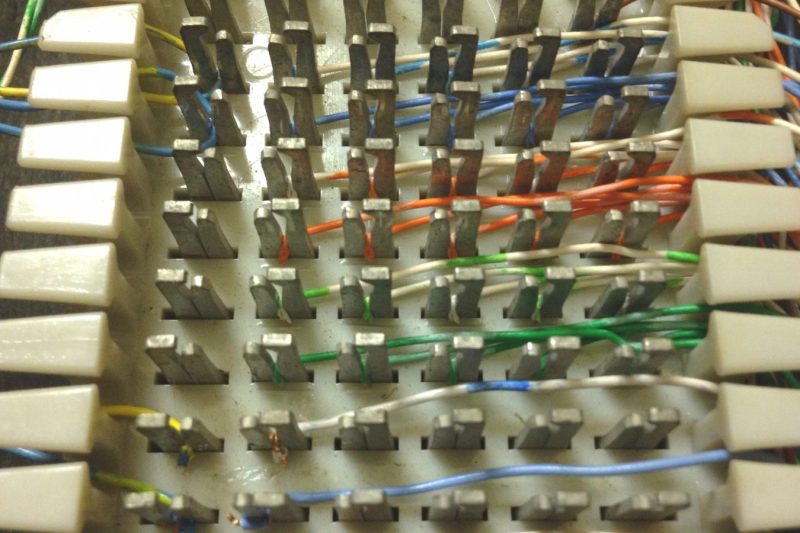
In the room was a broken chair and a couple of hooks on the wall for our coats, along with an intriguing (to me) electrical panel. It had a series of rectangular blocks with pins projecting from it. Each block had a thick cable with many pairs of thin, colorful wires fanned out and neatly connected to the left side, and a rats nest of blue and white wires along the right side. We were told not to touch the board. I touched it nonetheless.
I would later learn that these were Type 66 punchdown blocks for the department’s phone system, and I’d end up using quite a few of them over my hacking life. Punchdown connectors were a staple of both private and public telco physical plants for decades, and belong to a class of electrical connections called insulation displacement connections, or IDC. We’ve recently looked at how crimp connections work, and what exactly is going on inside a solder joint. I thought it might be nice to round things out with a little bit about the workings of IDC.
The Need for (More) Speed
As crimp connections were an attempt by the electrical and electronic industry to increase the efficiency of assembly by eliminating the labor-intensive step of soldering connections, so too was insulation displacement developed to save time relative to crimping. As efficient as crimp connections are compared to hand-soldered joints, crimping still takes a fair amount of manual labor in most cases. And even where an assembly process is complicated enough to warrant automatic crimping, there are still multiple steps involved in completing the crimp — stripping insulation, inserting the wire into the crimp connector, and applying crimp pressure, perhaps multiple times. IDCs eliminate the wire preparation steps and result in faster connections with fewer tooling changes, and are much more amenable to mass-termination of conductors.
The first US patent for IDC was issued in 1961 to two inventors working for the Minnesota Mining and Manufacturing Corp. 3M is still big into IDC connectors even now; few of us who have installed a radio or remote starter in a car won’t be familiar with Scotchlock connectors for making taps into a car’s wiring. The original patent illustrations show a striking similarity to the Scotchlocks we still use today, and reveal the basic idea behind all IDCs. A slotted metal blade forms the heart of the IDC, with the slot sized to just under the diameter of the wire to be attached.
In the Slot

When an insulated wire is placed in the slot and the appropriate amount of downward pressure is applied, the slot cuts into and moves aside the plastic insulation, exposing the conductor within. As the termination pressure increases, the wire contacts the sides of the slot and begins to deform; in much the way that wire strands inside a crimped connection begin to flow and stretch, so too does the wire in the slot effectively cold weld to the metal contact, forming a gas-tight connection. And like in the crimped connection, the deformation caused by the increased pressure acts to loosen and drive off surface oxidation that would interfere with a clean connection.
Of course this is a generalized case; details of each IDC are particular to the job they’ll be asked to do. Some contact slots are tapered, some are straight; sharpened blades in the slot may be called for in one application while blunt blades work better in others; some slots are spring loaded while others aren’t. And the methods used to terminate these connectors vary wildly as well. A simple Scotchlock up under the dash might need nothing more than a pair of pliers, while tooling for mass-terminating the ribbon cable of an ATA connector will be a more complex press that can spread the force evenly over a long set of contacts.
In the telco space, those 66 blocks in that would-be locker room of yore would have been terminated with a handheld punchdown tool with a type 66 bit. The punchdown tool itself is a spring loaded impact tool; when the hardened steel bit is placed over the contact with the wire loaded in the slot, downward pressure begins both pushing the wire into the contact slot and pushing the bit back into the tool body against spring pressure. When the proper pressure has been applied, the spring triggers a hammer to impact on an anvil, driving the bit down to complete the connection with just the right amount of pressure. Type 66 bits have a sharpened blade on one side of the bit that can trim excess wire as it’s being punched down, or a blunt bit can be used to daisy-chain connections.
IDCs are everywhere these days — automotive wiring harnesses, likely every appliance in your house, and dozens inside most computers. And even though IDC was once strictly reserved for low-voltage connections, chances are good that you’ll start seeing IDC used more and more for residential and commercial mains wiring. The advantages of being able to make a quick, solid, gas-tight electrical connection without multiple tools and manual operations are just too appealing to pass up.
[Header image: By Z22 (Own work) [CC BY-SA 4.0], via Wikimedia Commons]














t-tap connectors should be banned. you’d be amazed the shit people try to use those on. oh look i need 12 volt accessory power on my 50,000 dollar cnc mill, guess i better use literally the most dodgey connector ever made….
This. Sure they’re fine for data and phone wires as shown because they don’t move. Schotchlocks and the like in cars are the worst. The constant moving and vibration ends up chaffing and breaking the wires in a few years. All my automotive stuff gets crimped and soldered.
The advantages of being able to make a quick, solid, gas-tight electrical connection without multiple tools and manual operations are just too appealing to pass up for companies who value cheapness and planned obsolescence over quality builds that are actually well built and properly made.
Fixed it for you.
These have absolutely no place in mains voltage or hidden behind drywall type connections and I don’t even like using them for low voltage operation either.
Cheap, fast, quality. Pick two and quit trying to endlessly cut corners.
Crimped connectors have absolutely the perfect use in LV installations. take your pick from banded units through to Scotchlock type units. Though I’m unsure about a behind a drywall connection being a problem, given that they are generally best avoided by the installer or not permitted under the code. A run that has an extension that is crimped or on a bus block when installed appropriately wont experience movement.
Any other sort of connection will be installed inside a junction box, which againt shouldn’t suffer much movement, but least is accessible. Never found a crimped connection that has failed, wire screws on the otherhand beat out tape monstroserties for failures.
When it comes to equipment that requires a verificaiton of connection, soldering maybe appears still on a connection primarily done via crimping.
Crimped, IDC or soldered…….. though i much prefer a a BNC… so muc easier to use plug and socket systems :)
“crimped and soldered”
Rookie error, and yet here you are criticising someone else’s connection techniques.
OK, rookie here, why not both crimp and solder?
Solder wicks into the wire making it rigid. It makes it easy for the connector to break off. Correctly crimped connections cold weld the copper. http://www.evdrives.com/category_s/4013.htm
I would agree, I have had to replace hundreds of rusted and poorly terminated scotchlock connectors.
The problem isn’t always that the connectors are bad, but it is the fact that they are almost universally installed wrong.
I have no problems banning those connectors outright, as the other termination methods may require more effort or thought, but are less likely to cause me issues down the road.
Having done a fair amount of IDC, the T-tap was and is the first thing to be thrown in the trash bin.
dodgy, fiddly, bad connectors.
66 blocks are *still* really common in new installs, because they just work, and everybody knows how they work. That said, I’ve run into to super sketchy 66 blocks. Double punches, trying to wire-wrap instead of punch down, splicing a wire right beside the block. It’s an ugly world out there.
I’d joke about having soldered a line to one, but I’m afraid someone would literally reach through the screen and strangle me.
Carrier-Grade 66-blocks and even relay-rack rooms of PDB’s that form a MDF room are common all over the World. They work for decades on-end, even in bad environmental and electrical installations. The point is to use HIGH-QUALITY punch-down blocks, insulation-displacement wire, and punch-down tools. ebaY crap is NOT where you want to be in procuring this stuff if you expect it to last (almost) forever.
And a rule-of-thumb: When re-wiring a punch-down connection, pull the old wire (preferably with a pull-hook tool), then punch the empty block, then punch the new wire down. “Pull-Punch-Punch” or PPP is the mnemonic. Provided you have a good punch-tool, the second empty punch step will push the tines together again so the new punch will penetrate the new wire conductor properly.
Funny IDCs you have over there.
We use ISO/IEC 60352-4 IDCs..
All the cool kids are using 110 blocks. :-)
http://www.cnaweb.com/96-port-cat6-rackmount-patch-panel.aspx?gclid=CIyOopKHxdICFYaNswodnDAEzQ
In my misspent youth, I worked at a computing center while in university. If you were one of the management, you had an extra line on your phone, which could make outward WATS calls. I had a multiline phone in my work area, but no WATS line. However, I knew where the telephone closet was, and had a key to it. So…I figured out where my phone was terminated and punched in the WATS line to a free button (which remained unlabelled, of course). Used sparingly, I had free phone calls home for the rest of my tenure. (State university…and the “unused vacation time” payments to retiring political hacks in the administration dwarfed the costs of my calls)
Now, of course, we have Skype and Facetime, and free worldwide calling…which explains why we no longer have Bell Labs.
“All the cool kids are using 110 blocks. :-)
http://www.cnaweb.com/96-port-cat6-rackmount-patch-panel.aspx?gclid=CIyOopKHxdICFYaNswodnDAEzQ”
No cool kids use these:
http://www.cablek.com/category/bix___mounts_and_accessories ;-)
accidentally hit Report – sorry!
110 and 66 (RJ21X) are so last century.
I meant to add that Krone blocks are nice as well. I’ve not run into BIX but they look similar to Krone. Each new one that hits the market means more $$ and another tool or bit to add to the tool bag.
To be fair, Bell Labs never made any money, free long distance or not. It was purely a loss-leader, IIRC. Or at least the grey beards at my Uni lead me to believe. When the poop started hitting the fan, a lot of them went to the nearest engineering college.
Absolutely. But they documented everything they learned in the BSTJ, and I will give them a pass on not making money, simply for inventing UNIX. It must have been a great place to work, in its prime.
As an autospark scotchlocks practically pay my rent and give me nightmares at the same time they cant cope with thermal stress, vibration or moisture. Perfect for use in a car, epecially under the car, exposed, for trailer light wiring.
Ever wonder why one side of the punchdown tool is yellow? That’s the side that cuts.
everyone has their horror stories about that.
Mine was when I was a rookie to network cable install, and one of my fellow rookies punched an entire 48 port 110 block….with the cut side the wrong way. had to do the whole thing over.
Depends on the tool. I think we’ve got one at work that is blue and orange (cutting side).
Another guy from the automotive world who detests Scotchlocks. The trouble is that if you use them on stranded wire, instead of cold welding to the wire, it just cuts through a bunch of the strands. Add in the lack of protection against outside water or air getting in, and the only connector that is less appropriate for an environment with vibration and water issues would be a wire nut.
If you’re working on a car, it’s best to stick to crimp connectors – or properly strain relieved and sealed solder connections can be acceptable. You can start holy wars over the pros and cons of both of these approaches in a car, but both faiths will want to burn you at the stake if you want to run scotchlock connectors in an automotive environment.
diy autotune? i thought I recognised the name from the msefi forums. Run MS myself and fitted a few diypnp ecus for customers when I used to do tuning work, (never did native ms installations for customers as would never get paid for time invested) the diypnp ecus were great tho, good compromise on ease of install Vs cost Vs features.
Yep. I like to keep up with DIY electronics development trends here.
“Properly relieved and sealed solder connections” — Nothing beats Raychem if your connections are going to be permanent.
I’ll use the “I was an undergrad with no money” excuse, but I’ve installed 50 pin SCSI IDCs with a block of wood and a hammer. Made a few light hits, then some medium ones, then a real whopper to make sure I seated it well. Which is exactly how it shouldn’t be done – I would have been better off with one big hit. But it worked fine – I think the connectors must have been pretty forgiving.
I usually just used a small bench vise with flat jaws or flat leftover stock to protect from the knurled jaws. Always worked like a charm.
Just this morning I used a bench vise to fit an IDC plug to a 10 way ribbon cable. Slowly close jaws until a tiny click is heard – that was ONE side of the plug locking in. Then remove and examine the plug to see which side is not locked, squeeze just that corner until it clicks. Very easy to apply too much force and crush the plug!
I press’em with a bench vise.
I used to use a small vice that was sitting the the back of the machine shop at the last place I worked. Something kinda like this one: http://hobby.uk.com/metal-line-milling-vice-full-metal.html
It was sitting under an old rag, so I took it to my office to hold stuff for soldering and such. Then I discovered just how wonderful it was at seating IDC ribbon connectors. I think the most I did however was a 48 pin. Fun times!
I’ve been doing 64’s with a Palmgren machinist’s vise and haven’t had one fail test yet. Sneaking into the machine-shop with a bunch of ‘lectrical stuff gets funny looks from my cow-orkers, but once I brush the metal chips off, it’s the perfect tool!
good informational article.
I wonder, does then, an RJ-45 connector (not the jack) count as an IDC? I mean technically its just sort of spearing the 24 gauge copper wire rather than displacing the insulation.
spent many an hour though, on both 66 and 110 blocks, with the constant *pop* *pop* *pop* of the impact tool echoing out of the open phone room door.
the thing to add here, is when buying an impact tool, BUY A NICE ONE. the little 9 dollar one that comes in most kits is kind of awful on your hands, and the non-impact even cheaper ones tend to make mistakes across hundreds of punch downs.
your hands/wrists will thank you, drop 20-40 dollars on an impact tool that suits you. adjustable punch is a nice touch, but I always tended to crank it up to maximum punch anyways. (a little plastic gouge is tolerable, bad copper connection isn’t when it is several thousand wire connections to sort through later.)
Its back and forth whether 110/ RJ-45 jacks are tolerable to being re-punched. some say no, some say yes. personally I have both re-punched single wires on jobs that had to be completed that worked fine, and thrown away entire 110 blocks because it just looked dodgy. Your mileage may vary. Buying properly specced blocks is important. equally important is finishing up with a good quality Cable tester to ensure it meets spec, isn’t crossed, etc.
if I had to point to another thing to look out for, especially on cat-5,6, etc, is stripping the outer jacket. be very careful not to score the inner wires, as the stress of punch down can sometimes cause the copper to break, resulting in alot of head scratching and tearing it apart later.
They should be. RJ-45 contacts have one or more chisel contacts parallel with the wire in a plastic channel. The channel acts as an anvil to constrain the wire and insulation, while the contact forces its way through the insulation and into the copper when crimped. I assume that the same sort of cold welding occurs at the point contact.
If you look at a well-crimped RJ-45 end from the latch side, you can see that the insulation is nearly transparent where the contact points have bit into the opposing side of each wire.
“does then, an RJ-45 connector (not the jack) count as an IDC?”
It certainly is.
Do you need to strip insulation off the conductor before assembling the connector?
No? Then it’s an IDC connector.
Repeat after me: I will not use IDCs in automotive. Never. Never ever. Not even with a gun pointed at me.
Unless you’re fixing the guy’s car who has the gun pointed at you, right? ~~:P~~
I remember back in college, during a timed test, and not having the proper punch down tool available (long story), I ended up using my pocket knife to punch down one of those blocks. It got tested and passed, when some of the others that were done with a proper tool didn’t Earned me the nick name MacGyver for the rest of the semester.
But yeah, I hate those things for anything BUT telco panels. And I’m not terribly fond of them for those either.
A pair of needlenose pliers can be used in a pinch…
That MD-66/110 is horrible and connector density isn’t optimal.
UK and NZ is mostly Krone block (https://en.wikipedia.org/wiki/Krone_LSA-PLUS).
Krone gives much better density and versatility (frequency handling) – also cool accessories like plug-in lightning-suppressors, etc.
I’ve also seen DSL modem (Ericsson DSLAM) designed to plug directly into Krone blocks at the kerbside telecoms cabinet for quick/easy deployment.
Krone LSA blocks are used in network cabling aswell, on the rear of RJ45 patchpanels. I think it’s even possible to go up to 10GBase-T with them.
Ten years into career and now I know what IDC stands for. Thank you hackaday :)
Nice PDF by Clipsal (“residential and commercial mains wiring”), and the testing results are there to see. But 10 amps 240 volts through an IDC makes me pretty nervous.
I suppose the saving grace is that the wire size for mains power circuits is actually pretty standard in Australia (insulation diameter/thickness is not though), and when in use the things will be in a stationary environment (not like using an IDC in a car – cold shiver).
Oh, absolutely! This is packed with great info on IDCs and punchdown connectors. I didn’t realize how common they are, even in appliances and computers. The way they form gas-tight connections is pretty slick, and I can definitely see why they’re used so much. It’s amazing how these things are evolving, even starting to be used in residential wiring now. Just a solid tech overview! electrical switchboards