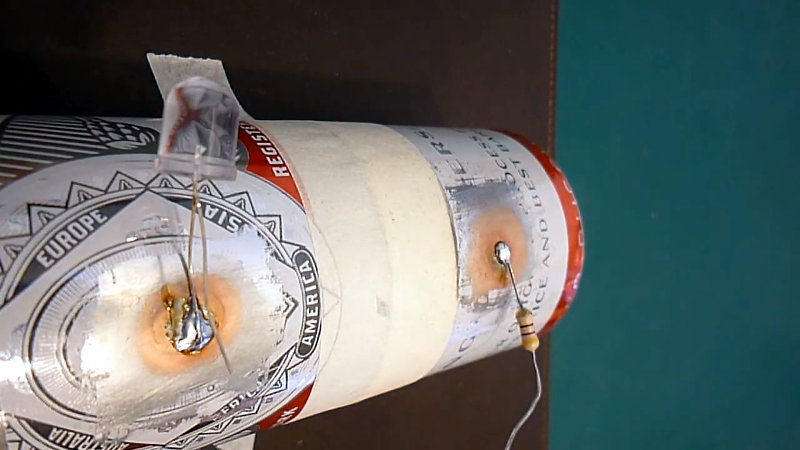
If you’ve ever tried to solder to aluminum, you know it isn’t easy without some kind of special technique. [SimpleTronic] recently showed a method that chemically plates copper onto aluminum and allows you to solder easily. We aren’t chemists, so we aren’t sure if this is the best way or not, but the chemicals include salt, copper sulfate (found in pool stores), ferric chloride as you’d use for etching PCBs, and water.
Once you have bare aluminum, you prepare a solution from the copper sulfate and just a little bit of ferric chloride. Using salt with that solution apparently removes oxidation from the aluminum. Then using the same solution without the salt puts a copper coating on the metal that you can use for soldering. You can see a video of the process below.
We did a bit of reading and found that artists use copper sulfate and salt to etch aluminum, sometimes with the addition of sodium bisulfate. Of course, you can also solder aluminum using special flux compounds and high temperatures. It also depends on the type of aluminum, and we wondered if this method would work on something other than a can.
Maybe this technique will let us make more use of aluminum foil. Historically, welding is always a problem, too.














So, the easiest way to solder aluminum is to not solder aluminum.
Now you’re thinking! The easiest way to do anything is not to do it! Works every time.
Bottom shelf option:
1. use vegetable oil as your flux in a little puddle on your solder area
2. scrape away the oxide in the solder area using the hot soldering iron tip
3. make the solder joint in the few seconds that the vegetable oil buys you before oxide reforms in the area
Works about 7/10 times for me. When it doesn’t stick, I just try again and it does the trick. Works great on aluminum foil
I do this without the oil.
Scrape oxide layer off with a knife or something scrapy, add flux quickly. Solder at lesiure.
But I’m all for using chemistry to do my dirty work, so I like the hack!
I *think* this should work with 1000, 2000, 3000, and 7000 series wrought aluminium. I’m more dubious about the other wrought alloys and a lot more dubious about the casting alloys. Pop cans are 3000-series.
It’s also possible that a flux made of this stuff would be helpful in aluminum casting. Surface oxides don’t melt in the crucible and result in weak areas in at-home castings, because no matter how much you try to filter the oxides off the surface, there are still some in the melt itself. Finding something that can dissolve them would be really nice for people trying to recycle scrap aluminum through back yard foundries.
I’ve plated on aluminum castings before by putting them in lye solution until the bubbles appear then using copper sulphate right after that before it re-oxidises.
Oh by the way, sulphuric acid is meant to be a way to get an extra tough oxide coating on aluminum in an anodising type process, so use fresh copper sulphate solution and a copper anode.
Derp, should mention that was ELECTROplating to be clear.
Now I’ve previously seen fails of copper on aluminum where it would peel right off, not stuck on it very well at all even though by the fact it got on there it must have made electrical contact. So don’t trust it mechanically at all.
My guess would be that if you can’t trust it mechanically, you can’t trust it electrically, either. Either way, you have to bond to the (non-oxide) aluminum.
I tend to think that with the billions of chips that have electrically sound bond wires between chip and pin that have zero mechanical strength we can safely assume that if you design it right you don’t need it to stand any sort of mechanical stress. :)
Beg pardon, it’s definitely Not zero or it would move around randomly with ANY vibration.
Pull on the wire when you’re done to make sure the bond is strong enough.
Quite possible that the copper is thin enough to alloy with the solder, and that you’re actually making a bond between the solder and the aluminium.
Hmm, in the distant past I’ve used a bismuth eutectic mix for lead/tin soldering to aluminium without major drama, takes a bit more pressure, more rubbing and at generally higher temperature too. Incidentally bismuth was thought to have a stable isotope but, it turns out there isn’t one – that stable one just has a very slow decay rate possibly the slowest of all, might then have utility as another geological marker…
Thanks for post :-)
An easy way to solder aluminum is to put some vegetable oil on the spot to be soldered, get the spot hot with your iron, then get the solder+flux to melt in contact with the vegetable oil. The oil prevents the oxide from reforming before the solder cools. I found this online (YouTube video?) around a year ago- I have used this with aluminum foil, it worked well…
Yes.. The trick is removing the aluminum oxide and preventing it while carrying out the soldering process.
My guess is that the process works as an activation and temporary surface protection. Copper quickly dissolves into liquid tin solder alloys [1], so chances are there is no copper left in the final joint, particularly when the temperature is high enough to favor dissolution over formation of intermetallic compounds at the interface.
Similarly, an alkaline zincate process [2] can be used to activate pure Al and some alloys for electroplating of Ni, Cu and other metals.
[1] https://link.springer.com/article/10.1007/s11664-000-0015-6
[2] https://www.sciencedirect.com/science/article/pii/S0927024813002560
Hmm, nice idea, which raises the question wouldn’t synthetic automotive oil be a bit more suitable or is there a chemical interaction issue ?
Especially as synthetic can tolerate higher temperatures, my understanding is vegetable oil is much like olive oil starting to smoke at around 100C and it would denature at soldering temperatures offering some acid corrosion potential. FWIW Macadamia oil can tolerate closer to 200C which offers more food cooking options for things like searing healthy well flavoured liver slices which are rich in minerals and making them more palatable…
Common refined cooking oils have smoke points above 200 C. If you need something really high temp, use purified sunflower oil or clear beef tallow, they take 250 C. The unrefined oils have waxes and water which starts to sputter and smoke at lower temperatures.
Refined avocado oil can take 270 C
The “smoke point” is just the temperature that smoke starts coming off, and is a fairly meaningless indicator of the quality of the oil.
For this application, I would just try it with any cheap oil you have around, and see if it works, smoke or not.
But do you know if there’s a reason vegetable oils are named, rather than petroleum oils? I’m curious about this due to the amount of water present in most vegetable oils.
Vegetable oils have at least some acids in them, and break down with heat to produce a bunch more. I don’t think that’s the case with petroleum oils. I suspect those are part of the process for getting an oxide-free surface.
However, better refined oils have less fatty acids, meaning they oxidise less easily. So is the oxygen affinity and acidity in some oils going to be more helpful than having a higher smoke point?
Motor oils are going to have things like metal deactivators in, to help keep your engine from corroding, but they’re stuff that’s gonna grab onto bare metal and probably screw things up.
> The oil prevents the oxide from reforming before the solder cools
should be “prevents the oxide from forming during heating and before the solder wets the surface. Wetting even works with some residual surface oxide coverage. Liquid alloys of Sn can then propagate under a thin oxide film. It might still need mechanical assistance (scratching, scrubbing, ultrasound), but the fundamental process is the wetting itself.
“In Sn/Al system, the dissolution of Al into Sn cannot decrease the liquid/solid interface tension but break the bonding between oxide film and substrate, and then improve wettability.”
https://www.sciencedirect.com/science/article/abs/pii/S0925838817316195
i’m looking at this from a jewellery perspective can i then solder aluminium to silver and copper
Certainly worth a try, the key issue being keep oxygen away as much as possible so it doesn’t interfere with a smooth soldering ie negligible oxides, one fairly easy way as well as covering the small work area, is to do the soldering under some transparent umbrella like shroud which is fed with gaseous nitrogen at a low pressure but enough to displace oxygen. Of course keep the windows open though the flow being small diffusion does its job so no need to be overly concerned, you don’t need much nitrogen flow. I’ve read about a ml per second or so, and let the area fill with nitrogen before starting to solder say 5mins or so – can get an O2 meter and tank of N2 cheap and lasts awhile :-)
Should be places that have this approach on YouTube that offer more detail, good luck…
Thanks, I must have missed that. That is one super cold element with a half-life of 2.01×10^19 years (a billion times the estimated age of the universe).
Still it does make you wonder if all elements are actually radioactive, but just with such a long half-life that we call them stable because the universe will end before a enough atoms decay to notice.
Like all four stable isotopes of lead, could be unstable but with a predicted half-life of predicted half-lives range from 10^35 to 10^189 years (at least 10^25 times the current age of the universe), it is not like it can easily be proven either way.
Pretty much everything heavier than iron is “radioactive” if you include half-lives of sufficient length. And of course, everything lighter than iron is .. whatever the opposite of “radioactive” is — I don’t mean extremely stable elements, but those that tend to spontaneously fuse with others into heavier elements.
The universe would also end because the elements decay?
Yes, if the universe keeps on expanding, and we don’t have a “big crunch” at the end where everything gets turned into neutrons.
A magic word for this is: “aluminum welding rod”.
When you use these magic words on youtube you’ll find lots of vid’s, including from the expensive “durafix” brand.
From China Express you’ll find lot’s of cheap stuff, in various quality.
Use is pretty simple:
Use some sand paper to remove most of the oxide, make it hot and use the rod to poke through the remnants of oxide left. Youtube vid’s will make it clear.
Some of these have a powdered flux core and you can also buy separate pots of flux.
Some have a liquid flux core. This stuff tends to splatter a lot during soldering. I’m not sure yet But I assume the flux is gyroscopic and the splattering is from the water boiling off. The splattering is a lot less or stops completely after you’ve used about a cm of the rods.
Also:
Diluted copper sulphate, Isn’t that the same stuff that’s left over after home etching PCB’s and usually is put into the chemical waste bucket?
Your choice of “magic” words highlight problems with international naming conventions.
Firstly, We call it Aluminium.
What you are probably alluding to is called brazing or cold welding here. It’s not technically brazing as it’s not using a brass or bronze based filler and it’s not technically welding as the material to be bonded does not reach melting point at the site of the “weld”.
The following have different meanings in different countries.
Soldering
Cold soldering
Brazing
Cold welding
Cold brazing
Stick welding
There’s was no problem. If you search for the original magic words, you get to the product you want.
I get both stick welding and gas alloy welding here.
So when you search “aluminum welding rods” you don’t see this product for instance ?
https://www.amazon.com/Bernzomatic-AL3-Aluminum-Brazing-Temperature/dp/B0000CBJGI
I get rods for thermal arc welding and rods for chemical alloy brazing so I don’t know what he means.
Even the link you posted describes the rods as “Bernzomatic AL3 Aluminum Brazing/Welding Rods with 12-Inch Rods of Working Temperature 720-750 Degrees, 2-Piece”
These are called “Brazing/Welding Rods” and yet brazing and welding are entirely different processes.
Presumably, the rods can be used for both brazing or welding, and that’s why they are called “brazing/welding rods”.
And when you search for “aluminum welding rods”, and you get some results with those exact magic words in it, and you also get results for chemical alloy brazing, you should probably ignore the latter.
You can’t both weld and braze with the same rods.
The rod is the “filler” plus some chemistry.
For soldering (cold brazing) you are using an alloy (Pb/Sn) with the chemistry being the flux.
You not getting anywhere near the melting point of the copper on the PCB. Instead you are forming a chemical ionic bond.
With welding the rod (filler) is most often made of the same metal that your welding or a metal that forms a alloy with what is being welded along with some chemistry. The difference is that in welding you are melting the material being welded and forming an interference bond.
If you try to braze with a welding rod then the rod will never get hot enough to do anything.
Conversely, If you try to weld with a brazing rod then the rod will probably explode and the chemistry will vaporize into (probably toxic) fumes.
RÖB, you’re being intentionally thick. Artenz does not use the terms “welding” or “brazing”, and he is not responsible for the words that Internet hucksters use. He is pointing out that there are products being sold to do what is being described both in the article and in the comments. Are you disputing this?
However, the line between aluminum welding and brazing has been much blurred by those who sell a brazing system and call it welding and shove their stuff in your face if you’re searching for aluminum welding.
@[BrightBlueJim]
You should learn to read before you call people Quote[BrightBlueJim]: “intentionally thick”
The start of the thread was Quote[paulvdh]: “A magic word for this is: “aluminum welding rod”
My point was that the terms used to describe these metallurgy processes are not internationally standard. It has nothing to do with Quote[BrightBlueJim]: “the words that Internet hucksters use”
To make it clear to you, this article is about ionic bonding and has nothing to do with interference welding.
Furthermore Quote[BrightBlueJim]: “He is pointing out that there are products being sold to do what is being described both in the article and in the comments”
The comments are about welding or brazing to aluminium. The article title is “Solder To Aluminum”
That is not what is happening here. He is plating aluminium with copper and then soldering to copper.
Yeah, like I said. Intentionally thick. People use wrong terminology all the time, but it’s pretty clear that what we’re talking about is making physically and electrically robust connections to aluminum. Or aluminium, if you prefer, because either way, we all know what you mean. You can say “that’st not welding”, “that’s not brazing”, or “that’s not soldering” all day long, but these are not useful distinctions.
@[BrightBlueJim]
I’m glad that you’re so good at making an absolute fool of yourself.
It saves me the trouble.
Okay. So you’re left with nothing but unsubstantiated insults. Good to know.
Rob seems to be trying to confuse things when he says “soldering (cold brazing)”, then says you can’t braze and weld with the same stock. Brazing doesn’t normally refer to soldering, which Rob calls “cold brazing”.
Brazing normally refers to joining metal with a nonferrous filler metal at temperature above 840. Not soldering, which uses a much lower temperature.
Sure, you don’t SOLDER and weld with the same stock. Aluminum brazing & welding rods aren’t for soldering. They are for brazing and welding! That’s why they’re called brazing and welding rods, not soldering rods.
Because both brazing and welding of aluminum require the temperature to be high enough to melt aluminum, they are very similar. When brazing, you melt the aluminum filler material, while trying not to melt a significant amount of metal from the workpiece, the base metal.
Aluminum welding can use the same materials and tools, but you DO melt a bit of the base metal. That doesn’t require much more heat since both the filler and the base are aluminum.
You call it Aluminium. Not everyone does. On your list: Who knew?
From https://en.wikipedia.org/wiki/Aluminium
Quote: “Aluminium (aluminum in American and Canadian English) is a chemical element with the symbol Al and …”
So I guess the answer is – everyone except Americans and Canadians.
It’s even spelt that way in periodic tables except for America and Canada.
Gyroscopic isn’t a magic word, even if you soon it.
Hygroscopic is the word he was hunting for I think.
Careful you don’t breathe the vapors coming off.
That left over stuff from etching is copper chloride.
It has been my experience that nothing sticks to aluminum quite like cheddar cheese, so all that remains is to find a conductive form of cheddar and then use that as a solder. Might even be that regular cheddar would work, if chilled to 2 or 3 kelvin
Anyone got Wallace and Grommet’s contact details? I think we just a job in their line..
I’m not mocking here, legitimate honest question that I don’t know the answer to: what can we use this new trick for? What could be the applications?
Beer can antennas for hams.
Some things are made from aluminum. And sometimes you want to solder to things.
Lighter electric motors, easier home-etc. circuit boards (etch with lemon juice).
Lower melting point temperature of aluminum PCB +cheaper laser. Tiny plasma cutter maybe. Vent or die. Lower cost per unit weight of Al vs CU. Seen the prices lately. Scary. Al Lower weight too. Alloy dependent but Al does have a lower ductility than Cu. generality. So boo for flex circuits.
It is nowhere near a new thing to use aluminum for windings in lower weight motors.
Aluminum foil tape is cheaper than copper foil tape.
a lot of LiPo battery hardware is aluminum.
In my case, I’m making a moisture sensor, soldering to aluminum foil. Which will be separated from another sheet of foil by a dry paper towel. Paper towel gets wet, resistance goes from near infinity to zero.
A pressure pad could be made the same way.
I have a much easier method that I personally use. Take high performance engine oil, make a small puddle on the aluminum, sand the portion of aluminum to be soldered with sandpaper wetted by the oil, and then just solder wire inside the engine oil puddle. Surprisingly easy to wet aluminum with lead as long as it isnt able to create that oxide layer!
Mineral engine oils emit carcinogenic vapors when heated.
he specified High Performance engine oil (which is pretty much always full synthetic). But yes, good advice. Don’t heat mineral oils above breakdown temperature
Sure, I would personnaly be more afraid of using lead and breathing lead vapors than possible synthetic fumes.
Now, there’s a few reasons why this kind of oil might be specified, but it would be helpful to know in what era this originated. In the 60s a high performance oil was a highly refined straight stock with nearly no additives. Then synthetics came along. Then there were higher spring pressures and more aggressive cam profiles needing more Zinc (ZDDP) to keep the cams alive. Which got phased out of regular motor oils due to cat poisoning.
Now in general, the highest quality base oils need less additives, so are we looking for the high quality or the least additives? Are we finding that vs everyday current motor oils the large amount of zinc in an “off the road” racing oil is helpful? Experienced car guys used to laugh at n00bs using “racing oil” in their street cars, knowing that racing oil was good for one race, had none of the anti-corrosion and life extending stuff of an everyday motor oil. However, as the amount of zinc reduced in everyday oils, and was large in racing oils that were a bit more advanced now than just a straight top quality stock, then using it in street cars for the first 1000 miles or so on a new or rebuilt motor made sense. Not that we need to go into that.
I’m just saying that if some wise old head specified high performance oil in the 60s to 80s, 80s to 2000, or 2k to now, it meant a bit of a different thing in each case. Are people just doing it by rote now on an old recommendation and experiencing iffy results?
More about performance oil https://www.enginebuildermag.com/2015/01/picking-racing-oil/
Soldering to a beercan is as old as… well, how old are cans anyway?
Hot iron, sandpaper and drilling oil do the trick. I have made DVB antenna’s from 2 beercans and they still work after 10 years.
However, the copper-plating is a nice trick and makes the aluminium more conductive at high frequencies due to the skin effect.
Interesting. So you basicaly use sand paper to remove oxide layer while oil prevents air geting back to form the oxides again? Is that all you need to solder directly to the aluminum using regular Sn/Pb solder? Will such join be stronger than the copper plated one?
What if i ditched the oil/sandpaper combo and directly used ferric chloride as flux? (given that it will destroy my soldering tip, so i will have to dedicate one for this stuff)
There is something either very right, or very, VERY wrong, with using aluminum oxide abrasives (i.e., sandpaper) to remove oxide from aluminum. Not arguing, just sayin’.
I have a much easier method. Buy solder that has specifically designed for aluminum. It has a special flux core, which gets rid of the oxide layer. No special preparation required at all, no sanding, no rain dance.
Its designed to solder the tabs on the lipoly batteries.
Only use with proper fume extraction.
I don’t think the tabs on li-po batteries are aluminum.
Would it be possible to solder Al in a glovebox filled with CO2 or N?
Sure. You still have to remove the oxide layer through chemical or mechanical means beforehand. You can even do this in a plastic bag with a chunk of dry ice in it: it’ll displace all the oxygen as it melts.
and by ‘beforehand’ I mean while it’s in the box under the inert gas. oxide layers on aluminum form instantly, although it takes them several hours at ambient temperature to grow to their final thickness. (Based on watching freshy mill cut or cast aluminum lose its reflectivity.)
It’s a crying shame JB Weld doesn’t conduct electricity.
Stir more copper powder into it…
Though I think you’d be better off starting with an epoxy that doesn’t already have a filler in. JB Weld has I think a metal powder of some kind which isn’t enough to make it conductive, but gives it the same thermal expansion properties as steel (or closes the gap) to help it from cracking off metals when heated and cooled.
Notably, the filler in JB Weld gives it a thermal conductivity that’s not all that far off “thermal epoxies” so when I used to hear of people sticking on heatsinks with JB Weld, I thought that was just redneckery, but it turns out it probably works as well as many other methods. The key of course with any thermal interface is to make it as thin as possible.
It does at high voltage. It was not the correct glue to use to repair my distributor cap.
It is bizarre to me when someome makes a video like this as if they have discovered something new.
Meanwhile, people have been soldering aluminum since the advent of soldering irons…
facepalm
Every single day people discover something that is new to them. That day is different for everyone. So you may have already seen people soldering to aluminum, but this person hasn’t and was excited enough about it to share their experience. I think that’s cool and I’m always interested in seeing more of it, even if it’s a topic I personally have already seen.
Soo from reading the comments id guess that most people on here have a significant amount of education and experience with these sorts of things. So feel free to correct me or tell me why its no good ….but im kinda wondering why nobody has suggested or mentioned using this sh!t????
http://www.solderit.com/products/aluminum-paste
I own a tube of that, it’s just I seem to be saving it as absolute last resort, nothing else will do it… :-D
The pouch style lipoly battery tabs are alu.
Maybe I’m not understanding. All of the pouch cells I’ve ever seen had either wires or brass strips for making electrical contact. Are you talking about aluminum electrical contact tabs, or aluminum mounting tabs that will almost certainly damage the battery if you try soldering to them?
Though I have come across one or two that the brass colored tabs appear to actually be aluminium.
I would venture to guess that even if they are aluminum (and what is your basis for that conclusion, since they look like brass?), they’re plated or otherwise treated to make them solderable using conventional soldering methods. The bottom line here is that I’m not quite buying that any manufacturer of Li-poly batteries is making solder tabs that aren’t solderable.
Just buy a brand new pouch style cell and test it yourself. You will be not able to solder them using conventional means. One of the tab is aluminium, while the other might be nickel or copper flash coated alu. Flash coating breaks down super easy.
Using 7ml of CuSO4 solution of unknown concentration! Well played!
The video says to add as much CuSO4 as possible, so it should be a saturated solution.
Any thoughts of soldering to stainless steel?
I have *never* been able to solder to that stuff, and the only way I’ve been able to get an electrical (and mechanical) connection to stainless is by spot welding a copper or brass tab to it, and then soldering to that.
In answer to my own question (since either nobody knows or nobody cares) is that exactly the same process can be used as is shown here – at least according to my research.
As to how durable (eg: bond strength) it is, I would hazard a guess it probably compares with aluminium. The oxide on SS is much thinner, but it does essentially the same job.
This is brilliant. To anyone who says “has been done for ages with mineral oil” as a protective layer, the difference in ease of application is day and night. You may get a small spot that holds solder with the old method, have very poor control over where that spot it, it’s an absolute pain, etc.
The above method allows super fine control. It took me a couple of attempts to get a good copper coat, but it does work on 6xxx and 1xxx series aluminium. If your first attempts yield a flaky coat, don’t give up, I found the mechanism of application really matters. Ideal for me: CuSO4/ FeCl3 solution + salt on plastic scouring pad, then the same solution on small bits of sponge.
Doing a clean with 0.1M NaOH beforehand as you’d do as a pre-treatment for other processes doesn’t seem to make a difference, so no point.
Late to the party, but this hack is fantastic.
I’ve yet to have any success with the “solder in a drop of oil” method, but this worked first time. And it even seems to work with copper acetate, which is easy to make at home — drop a chunk of copper tubing in a 50/50 mix of white vinegar, hydrogen peroxide, let it turn deep blue and evaporate/concentrate for a day, then use like SimpleTronic’s solution.
Seemed to work fine even without the drop of ferric chloride during the initial salt rub application. Worked for me on the soda can body alloy (3000 series, manganese alloy?), but the can’s top piece (5000 series magnesium alloy) was trickier. Tried a drop of HCl in the copper acetate for the initial salt application with some success.