
If you’ve ever looked into CNC cutting tools, you’ve probably heard the term “feeds and speeds”. It refers to choosing the speed at which to spin the cutting tool, and how fast to plow it into the material being cut. They’re important to get right, and some of the reasons aren’t obvious. This led [Callan Bryant] to share his learned insights as a first-timer. It turns out there are excellent (and somewhat non-intuitive) reasons not to simply guess at the correct values!
The image above shows a tool damaged by overheating. [Callan] points out that as a novice, one might be inclined to approach a first cutting jobs conservatively, with a low feed rate. But doing this can have an unexpected consequence: a tool that overheats due to spinning too quickly while removing too little material.
CNC cutting creates a lot of heat from friction, and one way to remove that heat is by having the tool produce shavings, which help carry heat away. If a tool is making dust instead of shavings — for example if the feed rate is too conservative — the removed pieces will be too small to carry significant energy, and the tool can overheat.
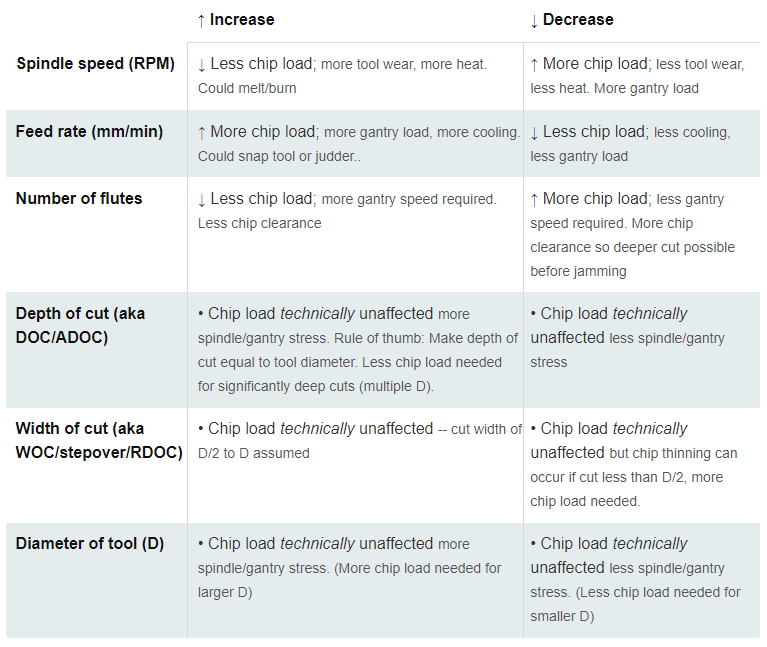
[Callan] makes a table of variables at work in a CNC system in order to better understand their relationship before getting into making a formula for calculating reasonable feed and speed rates. Of course, such calculations are a reasonable starting point only, and it’s up to the operator to ensure things are happening as they should for any given situation. As our own Elliot Williams observed, CNC milling is a much more manual process than one might think.














I wondered if you could simply cool the tool by adding a vapor chamber inside the tool. I just read an old article about it applied to a drill bit, so I guess it’s possible, but I don’t know if they are available on the market. https://www.mmsonline.com/articles/drilling-dry-with-a-heat-pipe . The article mentions that you don’t even need a copper insert, but you can directly add the water inside and cap it off. I wonder if you can easily do this at home with a milling tool.
Its really the very edge that is doing the cutting that needs the cooling. You are more limited by the speed at which the heat transfers through the tool than the average tool temperature.
See Der8auer’s bare die AMD water cooling setup. He milled a thinner heat spreader and moved the water cooling head directly over the hotter die. Reducing the distance the heat traveled. It worked /very/ well.
Oil cooling is better because it not only lubricates, it carries the heat directly from the cutting surface.
I highly recommend watching Howie’s machine shop on Youtube. Or even taking a class at your local college.
Thank you!
Shoutout to Howie’s Machine shop. He is very knowledgeable.
Having the tool through-drilled for coolant is almost ideal: coolant shooting down through the tool cools the body a little, while the coolant coming out the bottom end and getting splattered all over the cutting edge and often/usually boiling off extracts the heat from the cutting edge itself, AND carries away chips so that they don’t get re-cut. Plus these are fairly readily available.
Sure hollow tools have been available…And real CNC use that technique often. I think of the hacker
who has spent his resources on x-y-z servo movement strapped to a conventional mill. So I suppose it is some Dueblin fluid coupling a hollow gun drilled draw bar face O-ring seals..just watch out you don’t fill up the spindle bearings with coolant mixed with fine chips
I’ve been adventuring in CNC routing. With a custom build router. And one of the things I’ve noticed is how surprisingly convoluted CAM software is, and that there is little in really free options.
But, my one of my biggest issues with CAM, leading me to work on my own CAM software, is that every piece of CAM software I tried really wants to cut straight down a lot. And (cheaper) endmills are just not great at cutting downwards. So my own software pretty much never cuts downwards in a straight line but always at a slope. This helps with my cheap endmills and also with some flex I have in the Z axis.
https://github.com/daid/NinjaKittens3 is my software. It only does 2.5D cutting from vector files right now, and lacks a bunch of options.
Pretty much all of them have options to ramp the down cut, so rather than plunging straight down it goes in at an angle.
Some of the more modern ones will nibble at it until they get to depth.
The free Fusion 360 will do helical plunge just fine
Fusion360 is also my choice but FreeCAD also has options for CAM
FreeCAD has the ability to ramp or helical ramp into the workpiece rather than straight plunge. Like the OP, my machine suffers in Z stiffness, so ramping in rather than plunging helps a huge amount. It’s also usually available for tool compensation cut paths that start at some distance out from the finished surface and cut in tangentially to the cut path.
Be mindful about helical and vertical ramps on CNC machines though – many low-mid cnc controllers bug out about radii that aren’t along the z axis. Most Fusion posts have the option to output helical coordinates as g01 (straight) sections but I’ve rarely seen options to restrict arc sections to the z axis – usually only happens on countour lead in/out so it’s easy to fix once you know what to avoid.
My software only emits G1 commands for max controller compatibility.
And it is not just the lead-in/out that my software does at a ramp. Everything is at a ramp, no Z only moves except for when lifting above the workpiece.
For simple 2D work it is currently super simple and elegant.
Until they rugpull. They have cut options from the free version and will again. I am not investing my workflow in a tool like that ever again. (Fool me once)
bCNC does ramping. It is a bit clunky, but it is a CAM program as well as a G-code sender. Two for the price of one (free!).
Absolutely second the lack of good CAM tools for milling. I’ve been using Carbide Create for 2.5d work but the interface isn’t great and it doesn’t do ramps. But it has a great v-cut mechanism.
Fusion360 did me for the odd true 3d job, but building the model and getting the options right for milling was a nightmare (albeit I’m not very experienced at 3D CAD). Then they started making it difficult for hobby users, and I’m loathed to invest time in learning a tool when I’m not sure it’ll be there next year.
Have ended up writing my own g-code generators for some jobs.
So thanks for trying to fill the gap! Will give this a go for my next job!
same with using drills – everybody thinks that one speed is fine. I have a chart (I did it myself) above my drillpress showing the speed I need for every drill size from 3mm to 14mm (my normal working range), then the range for Forstner etc bits.
It makes an enormous difference to how well you can drill through stuff…
Rule of thumb:
For standard steel stuff: rpm equals 7000 / drill bit diameter in mm (we don’t do imperial here).
For hard/special/strange steel: divide by 2.
For soft stuff like wood/plastics: multiply by 2.
Always by drill bits in quantities of 10 until money runs out.
I’d also say that it is always worth playing with the speeds and feeds to really get a feel for it – a good rule of thumb can be found in the machinist handbook, your chart etc but I find more often than not those are not the best you can get. For many things running the tools much slower tends to work out better in the materials I’ve been working in, but equally I have seen the other way round too.
I want to CNC small (5mm diameter) holes in medium hard PP plastic, but it tends to melt and get stuck on the tool. Any suggestions on special tools or settings to use for that?
Plastics tend to like to get cut fast. If the tool is spinning or feeding too slow it gives the chips time to sit and melt. If you watch YT videos on milling acrylic you’ll see what I mean. Machines like Datron’s will cut acrylic REALLY well and they do it really fast.
Also, you can buy drill bits specifically for cutting plastic too.
Or if you are cheap, just use a slightly blunt drill over a new sharp one which will have a tendancy to bite too quickly and rip into the plastic.
Do you know a category name or manufacturer for that type of plastic cutting bit (for searching)? I can cut acrylic plastic somewhat ok, but the PP material I want to cut is softer and gives me trouble. I will try using a more blunt drill too.
I am using a single flute spiral 3mm end mill. Works great on acrylic and ABS. Haven’t tried PP, but it would be worth a try. Don’t forget (even after reading this article) that feeds and speeds are counterintuitive. Good luck.
Harvey tool has tools designed for cutting plastic that work great. https://www.harveytool.com/
Huh, I was going to say the opposite: always use a very sharp tool as blunt ones will heat rather than cut. But I do have some low helix drills just for plastic to reduce the tendency to lift. For brass I use slightly dulled drills with standard helix to reduce its tendency to grab. Different styles, many ways work.
for plastic you definitely want an O/ single flute cutter – polished upcut or straight cut both work- though really if you can a drill almost always is preferable to endmills. I lower RPM to maybe 80% what I would run in ply for acrylic, a little lower for PC, HDPE – never ran anything in PP I don’t think but it has a low melting point so low RPM – high to medium feedrate. Air or mist coolant is super helpful both for cooling the tool and clearing chips from the hole – if you can’t set up a nozzle pointed at the cutter a little blast of air or wd40/other every so often can do a lot to help.
We use Whiteside RU1600 2 flute spiral up cut 0.125 dia. running at 20,000 RMP and then vary the feed rate to get the finish you are looking for. Faster is rougher, slower is finer. We keep track of the amount of cutting a bit does and change the bits regularly.
There’s a trick that I’ve read machininsts use (I’m not one but I’ve done a lot of machining).
Dull the drill bit cutting edge slightly. Typical drill bits are too sharp for plastics and cut too agressively, so machinists that do a lot of plastics will often have a set of bits dulled up a little just for plastics. It’s not just being cheap (as NFM mentions below)
I have wondered if a feedback loop between sensors, such as stress and temperature, and feed speed and rotation speed would be useful.
High end machines can do this.
I once saw the theory behind how the cutting forces and energies build up, and I remember it was pretty simple. You got the Young’s modulus which tells you how much energy it takes to compress the material ahead of the cutter, and then the ultimate tensile strength which tells how much energy is taken up to shear the piece off, and the difference between the two is how much heat you end up with in the piece that was cut off. Maybe there’s a youtube video floating around?
There was a series in Home Shop Machinist about 10 years ago, a multipart thing about scraping for the home shop. The explanation of how tools cut was very good. If I remember right, where the chip comes off is a function of a pressure, ie force over an area. If that exceeds yield strength of the metal a chip is made. I remember it clears up why even a positive take angle can cut metal which never really made sense to me. Something like that I’m not a ME.
I used free tools for a while but found myself not using my equipment as much as I liked due to the overhead and frustration involved getting things working smoothly.
I finally broke down and bought a few inexpensive programs that made thing much smoother. Estlcam (http://www.estlcam.de/ $60) a inexpensive cam tool that is pretty straight forward to use. If your controller is arduino based you may be able to use the estlcam firmware on your controller as well.
An finally for speeds and feeds… HSMAdvisor (https://hsmadvisor.com/ $65 hobby). It gets you in the ballpark, just use conservative settings if you not using a very rigid machine like a cnc router. It’s easily saved more than it’s cost in damaged/broken endmills.
Feeds and speeds are only half of the game, though. There’s also depth of cut, desired tool life, desired surface finish, and machine stiffness, and all of these trade off against the value of time.
As hobbyists, we have floppier machines, more/cheaper time, crappier tooling, and all around different resources and demands.
The good tooling is specced for how fast you can run the feeds before the bit snaps, but I can’t even approach those feed rates, so the spindle speeds they recommend are moot as well. My constraints just aren’t the same as the professional’s.
So while the pros can just look up the right numbers in the tables, the amateurs have to learn the physics and figure out what works best from basic principles. IME, anyway.
OTOH, as the OP says, if it’s getting hot you need to spin slower, feed faster, or add cooling. If it’s cutting rough or chattering, take shallower bites. And take good notes so you don’t have to start from scratch next time.