We’ve been following [Vik Olliver]’s progress on the μRepRap project with interest for some time now. The project’s goal is to build a 3D printer that can print feature sizes down to about 10 microns – the same feature size used in the Intel 4004 processor. At the recent Everything Open 2026 conference, [Vik] presented an overview of all the progress he’s made in the last year, including printer improvements, material woes, and the first multi-layer prints (presentation slides).
The motion stage has undergone some fundamental improvements recently. The original XY motion table was supported on four flexures which allowed movement in X and Y, but also introduced slight variations in Z – obviously a problem in a system that needs to be accurate down to the microns. The latest version now uses complementary flexures to maintain a constant Z height, and eliminates interference between the X and Y axes. The axis motion drivers were also redesigned with parallel-bar linear reducers inspired by a pantograph, increasing their usable range from two to eight millimeters.
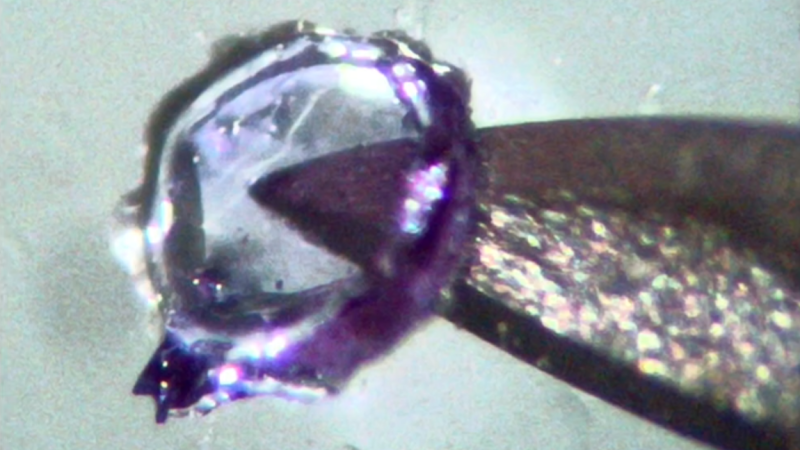
Rather than extruding material, the μRepRap uses an electrochemically-etched needle point to deposit UV-curable gel on the build surface. [Vik] found that a bit of nitric acid in the needle etching solution gave the edges of the probe a bit of a rough texture which let it hold more resin. He started his test prints using normal 3D printer resin, but it turns out that dissolved oxygen inhibits curing – quite a problem for small, air-exposed droplets. Fortuitously, UV nail gel does cure in air, and the next set of tests were printed in nail gel, including the first layered prints (one of which can be seen above, on top of a hypodermic needle). The μRepRap can’t yet print large numbers of layers, but [Vik] did print some hinged parts that could be folded into shape.
There’s much more in the presentation than can be covered here, including some interesting thoughts about the possibility of 3D printing electrochemical memory cells in ionic gel. Near the end of the presentation, [Vik] listed some pieces of related work, including necroprinting and this homemade micro-manipulator.














Perhaps Bessel beams can be of use.
https://pinktentacle.com/2006/07/device-uses-waves-to-print-on-water-surface/
McWane science center in Birmingham AL has an old electron microscope…I don’t think anyone combined one of those with sonic equipment.
“Water wave generator array” yields an interesting results.
At small scales, liquids become like molasses…so there is that.
Perhaps this odd repeating effect can inspire you:
https://www.vice.com/en/article/australias-ocean-glitch-is-a-weird-wave-vortex-nobody-can-fully-explain/#:~:text=Australia's%20Ocean%20Glitch%20Is%20a%20Weird%20Wave%20Vortex%20Nobody%20Can%20Fully%20Explain,-By%20Luis%20Prada&text=Australia's%20oceans%20are%20doing%20something,130%2Dfoot%20column%20of%20seawater.
Very interesting, not seen that one before. I am aware of someone who tried to use wave interactions in 1D to create a kind of page-wide inkjet printer head. However, there is an intrinsic limit to the maximum relative wave height increase, and so the project quietly faded out. Using 2D to create collapsing vorteces might change things.
Hitting <75nm atmosphere cleanliness is challenging, but a temperature controlled glove box doesn’t have high volume gas flow needs. Keep in mind 10 micron bacteria is everywhere, and starting at larger feature sizes will make your device an order of magnitude cheaper. Have a look at how people build hobby AFM stacks for vibration isolation design tips.
I also initially looked at flexure stages, but found something a lot easier.
Best of luck =)
My nemesises are dandruff and cat hair. Not had any trouble from microbes. Yet. Also youngling deposits the vacuum cleaner head on my desk for repair, and Arrrgh!
Flexures may be complicated, but hopefully I’ll be able to print the assembly pretty much in one piece at some point. It’s also a testbed for the techniques I’m going to be using when I scale it down to a mm-sized printer. Which in turn has to scale itself down and so forth.
Once scaled down a bit, it’ll be a heckuva lot easier to build a little clean box around it too. A standard HEPA filter traps stuff down to 0.3μm (though I don’t know what vents out of one in return…)
Of interest
https://phys.org/news/2026-02-focusing-defocusing-lens-montgomery-effect.html
“The Capasso lab’s new approach would make it possible to create an array of optical tweezers at several depths, potentially creating 3D architectures of quantum computers while maintaining clean, strong light trapping sites.”
This may be of use in 3D printing at some point
Sometimes I wonder if something like this:
https://m.youtube.com/watch?v=msNxvbvr6ZM
-could be used as a “flying mold”
You would have that machine stretch for several yards and a hollow flat tube.
Here, you inject resin any old way, and it is extruded between two light bars.
No layering.
Misc:
https://www.therpf.com/forums/threads/questions-about-3d-printing-but-you-were-always-afraid-to-ask.366047/
https://www.secretprojects.co.uk/threads/3d-printing-technology-news.18323/
Problem is finding a sufficiently precise tube lining. Glass slides are darn near flat, as they’re formed on the surface of liquid tin.
I’m just a layman, but isn’t it better to use something like photolithography to do this? You don’t have to mess around with moving parts, or etching on the go. Since mask application and the actual etching are two different processes you can optimise them separately?
Then again, 100 microns….I have no idea! All I’ve ever etched are circuit boards myself.
Best wishes
We already have photolithography. This is new.
That works great for fixed 2d features, but 3d features end up with insane layering strategies to create and remove infill and protective layers while resulting in approximately the desired feature shape. Printing directly, even in layers, gives you feature capabilities far beyond what’s practical with lithography, though there would be some merit in combining the two (for example using a dynamic curing pattern during the print process to even more precisely control features and remove the need for solid support structures.
There’s a potential solution discussed in the presentation, which is to create foldable structures. These can either have moving flexures, or the hinge can be pre-coated with resin and set in place when in position.
It is always good to approach things from the perspective of a generalist.
This new medical tech, for example:
https://phys.org/news/2026-02-automating-microfluidic-chip-hybrid-approach.html
Now, I have seen elaborate fluidic computers—automatic transmissions they are called. So, someone with automotive skills could use medical tech to perhaps gear up necronozzles?
Of note
https://techxplore.com/news/2026-02-ai-3d-defects-real.html