If a 3D printer is interrupted during a print, it will usually result in a junk part. Resuming the print can be very difficult. A group of researchers at MIT have built an add-on for 3D printers that uses a laser scanner to evaluate the state of the print, and allows the printer to restart.
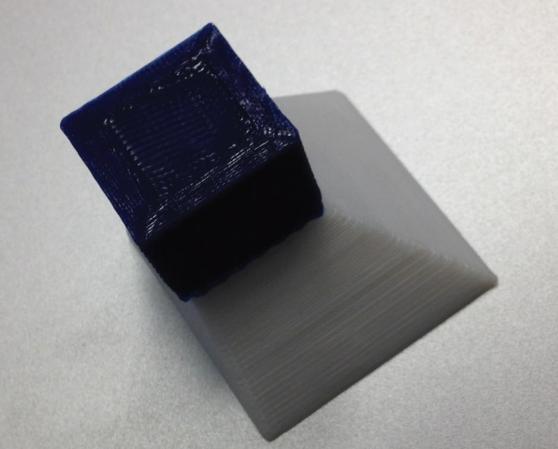
While this will allow you to salvage some partially competed prints, the interesting application is switching between materials. In the image above, the lower piece was printed in ABS. The print was interrupted to change materials, and the top cube was printed in PLA. This allows for prints to mix materials and colors.
The add-on was tested with the Solidoodle 3D printer, and can be built for about $60. It requires a laser mounted to the print head, and a low-cost webcam for performing the measurements. While the group will not be continuing work on this project, they plan to open source their work so others can continue where they’ve left off.
After the break, we have a video of the printer performing a scan and resuming a print.