While cheap hobby CNC mills and routers are great machines that allow you to build things a 3D printer just can’t handle, they do have their limitations. They’re usually powered by a Dremel or other rotary tool, so speed control of the spindle via Gcode is nigh impossible. They’re also usually built with a piece of plywood as the bed – cheap, but not high on repeatability. The Nomad CNC mill fixes these problems, and manages to look good and be pretty cheap, to boot.
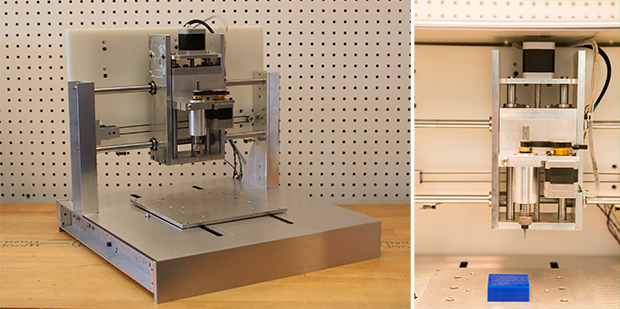
Instead of using a Dremel or other rotary tool to cut materials, the Nomad team is using a brushless DC motor connected to a real spindle. With a few certain motors, this allows for closed loop control of the spindle; Sending S4000 Gcode to the mill will spin the spindle at 4000 RPM, and S6000 runs the spindle at 6000 RPM, whether it’s going through foam or aluminum. This is something you just can’t do with the Dremel or DeWalt rotary tools found in most desktop mills and routers.
Along with a proper spindle, the Nomad also features homing switches, a tool length probe, and a few included fixtures that make two-sided machining – the kind you need it you’re going to machine a two-layer PCB – possible, and pretty simple, too. The softwares controlling the mill are Carbide Motion and MeshCAM, a pretty popular and well put together CNC controller. Of course the mill itself speaks Gcode, so it will work with open source CNC software.
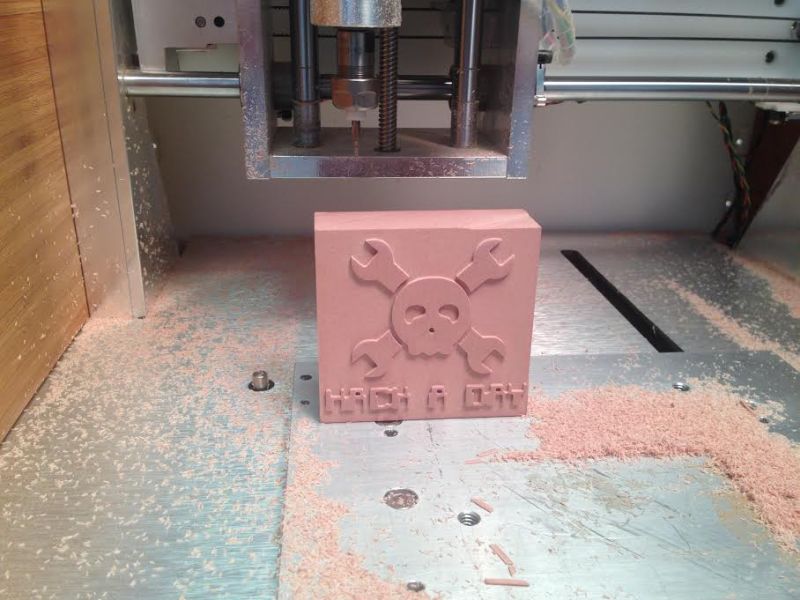
It’s all a very slick and well put together package. Below you can find a video of the Nomad milling out a Hackaday logo.














A stepper motor driving the bit? What is this madness?
Wow, it’s also using pulleys instead of a screw based system.(or so it seems)
yeah, that surprised me as well
I didn’t catch that. Completely useless I would have thought, as it’s the axis that has to be dragged through the material.
I was under the impression that for mills you’re looking for precision and repeatability first, and speed second. This looks like it’s cutting corners on the precision side to add in extra garbage that isn’t 100% necessary or useful. Maybe someone with some experience can chime in about what (if any) the repercussions of a pulley based mill are.
3d milling at 20 inches per minute is a drag. Speed is important too and anything less than 40 (and 100 is better) is gonna get old pretty fast
Pulley and timing belt are not “useless”. I built a very descent CNC with timing belts. I’m pretty sure, if my motors would be a notch more powerful, the belt I use would lift my weight. Precision is much higher than with leadscrew (and no backlash!), speed is also higher, and no friction-related losses. Perhaps, you can achieve similar efficiency with ballscrews, but those are expensive.
I’m pretty sure they do not use your grandpa’s rubber timing belts in that CNC. Timing belts from modern materials, like kelvar threads, are really great.
Big industrial mills use cogged timing belts. I have one that uses a 2:1 belt reduction driving ball screws on each axis. It reads the Z position with a rotary encoder on the screw and linear scales on the table.
That’s a brushless DC motor. It only looks similar to a stepper motor.
According to the article it’s a brushless DC motor.
From the photos it’s a stepper motor. That is by definition brushless, but yeah.
I don’t know how you can tell the difference in the internal construction based on the photo of the outside. For example, here’s a BLDC motor in NEMA17 size: http://www.linengineering.com/bldc-motors/BLDC16-NEMA17.aspx
Its not easy to tell but you can see a second part on the back of the motor with a second set of wires coming out. This second part holds the hall effect senors for detecting the the brushless motor position for proper communication. The brushless motors needs three wires for the 3 phases. The hall effects usually have 5 wires (power,gnd, 3-hall effect sensor outputs).
There are lots of examples of brushless motors that look similar to steppers from the outside. It only when you open up the motor is the difference between the two types pretty obvious.
http://www.nbleisonmotor.com/index.php?m=content&c=index&f=show&catid=54&contentid=114
I does look like a stepper, but I’m sure I’ve seen brushless DC motors in the same sort of square housing. It might even have been in an article on here.
A stepper would indeed be a poor choice for a spindle. They lose torque at high RPM. Their strengths of high holding torque and accurate positional control would not be any use.
I think my Shimadzu spectrometer has dc motors in a NEMA 17 housings…
they don’t do high RPM very well
Sure, but what about using a gearbox? would it be too inneficient?
i’m asking because with stepper we can have fine speed control.
I’m also considering other options such as hobby outrunner motors, but i’d rather have a stepper if possible.
Check the datasheets for steppers. Most lose torque pretty quickly, and have practically none over 1,000 RPM.
Bigger doesn’t always means better either, sometimes torque drops off even faster when you step up to the next model.
Steppers work great at a few hundred RPM, not so well above that.
A proper Brushless with the desired controller, you will never be doing ultra slow speeds so a stepper is a very bad idea, you can hit a speed where suddenly the motor will reverse. Good strong DC motor with a good controller. Prefer a 10,000 rpm type as you can easily ramp down to 8000 or even 6000 rpm without risk of stalling easily.
sentence, type, learn to english!
It says on their kickstarter page… “The spindle motor is a 3-phase brushless motor with hall effect feedback. It is in a NEMA17 body but it is absolutely NOT a stepper motor.”
It’s not actually a stepper motor. It’s a custom designed brushless DC motor. Enclosed in what looks like a stepper motor enclosure, though, yes…
Unfortunately, they ship only in US…
Seems neat, but with what price. Cheapest early bird price was 1500$ Im happy with my Chinese 3040T which have larger working area. I think i can live without a 700$ enclousure. Not saying Chinese would be perfect, but if you want to replace steppers and controller you’ll get better accuracy and so on.
I initial thought that too. But it is ready to run. It has a brushless spindle. It has auto height set. It comes with driver software. It comes with CAM software (if I read that right).
So it does seem to be a pretty good deal, although, as others have suggested, with the main axis being belt driven, it is still a light duty machine.
oh thank you for this unbelievable important information !
Did you mean “importants” information?
No, I’m pretty sure he/she meant important informations.
or possibly “important information” sssheesh
Did you mean ‘unbelievably’ important? It’s certainly believable, and it’s true.
Anyway, I’d like to be sent into space by someone with a command of their language.
The plural pronoun “their” has the singular antecedent “someone” in your incorrect sentence, so you have disqualified yourself from space command as well, Andrew! Let’s hit the grammar books a little harder before we start correcting other people, okay?
^This!
But your sentence is far too proper for a conversation in a colloquial format. This is the interwebz, not the MacNeil Lehrer report….
There’s nothing like getting fired up and then get hit with “ships within US only”.
As it uses large chunks of aluminium I guess they didn’t bother to work out the shipping or don’t think anyone outside the US will buy it.
Outside of the US? The wastelands? What mad man would ship things there?
Customs is also a hassle. For a company starting out it is the safest route to sell in country or if you are in Europe in the EU. I would not be surprised to see a small company in say, Germany only wanting to deal in the EU and in Euros.
I bought my 3D printer from the US, full wood kit. But yeah, weight and customs… always weight and customs -.-
To sell in the EU, you need to have a CE mark with you product, which can run upwards of $10k to get from something like TUV. Also this probably falls under the EU machine directive, which has safety requirements.
As far as I can tell, there are no guards, covers, or safety interlocks for the machine, so it is unlikely to pass the machinery directive as is.
In fairness you can self certify for ce mark (at least you used to be able to) but you’re gonna wamna be damn sure it’ll pass.
No you don’t.
CE mark and TUV are very different things.
CE mark can be added (if needed) through self certification, effectively “free” (in that you don’t need to pay anyone else to certify it).
But there’s nothing like spreading FUD
OMG! If I only got $1500 for this! <3
You could have a chinese one which uses brushless DC motors and leadscrews for 500$ tax and delivery included.
But it doesn’t have all the functions you can find on this CNC (auto-homing, tool probe etc…). I realized that after seeing the kickstarter campaign.
This is still classed as a CNC Router, not mill. Auto homing and tool probe are 10 min jobs on the chinese machines. They already support it, they just don’t add the parts(limit switches and probe).
This is not worth $1500. Is there a video of it machining Aluminium or brass, I imagine it to be painfully slow, watching aluminium being machined at 0.1mm DOC gets old really quick. The X axis looks like it would flex at anything greater and the belts just wont cut it.
I operate real CNC equipment and that includes some chinese desktop machines which are pretty solid and half the price.
My $800 ballscrew, brushless spindle 3040 router has auto homing and tool probe. I installed the limit switches myself, but the controller had the terminals for them. The touchoff probe was included, but I made my own thinner ones out of PCB for tool change zeroing and stock surface zeroing. It’s all about configuring MACH3 right. It’s also fully enclosed behind lexan now with dust collection for much less than this thing is going for. If this was pricepointed at $1k, I’d say it was a good buy, but I understand the risks an uncertainty of Kickstarter and would have gone for $1500 too…
I’ve found rushing to the Chinese build because it’s a lot cheaper is often a risky proposition.
For a typical HaD reader who is willing to hack and improve things, it’s not a bad starting point. I did the same with a cheap Chinese laser cutter and it exceeded my (low) expectations.
Link?
Go to aliexpress.com or ebay.com and search for 3020t-dj (the model I own) or 3020, 3040, 4060… etc. There’s a lot of models and it’s really easy to find them.
So us canadians will have to start our own version, ok, everything there looks pretty simple, anyone have manufacturing links? :)
These are a few links I collected for the day I’ll make my own CNC:
http://uk.misumi-ec.com/
http://www.rc-machines.com/?coID=5
http://www.ironwood-distribution.com/
ebay.com ;)
Oh come on you know you have a US mailbox.
Makes me wonder if you couldn’t add an optical encoder or hall effect tach to a dremel to get proper speed control.
I think that would solve half the problem – they also added a special spindle to reduce run-out (something things like Dremel’s are not designed for)
true but one step at a time. An optical sensor and a simple encoder wheel would be under $10 and might make an existing mill better.
The dremel has utter crap bearings and a super flexible housing and cant handle lateral force like a proper motor with proper bearings. unless you are cutting really light foam, a dremel will not work. By the time you fix a dremel, you can build a proper setup with a real motor that can handle the forces.
The chinese machines come with a probe. Add a few switches and software purchases and you’re still WAY UNDER $2500. I’m working on mine and have some learning curve stuff to do, but it works very well after calibration.
You can get a CNC configured Taig mini mill for about the same price. It has a smaller y axis working area (something like 6″ to the Nomad’s 8″) but also a greater Z axis travel and better resolution. You also get screws instead of belts. I think for an extra $500 or so, you can get a 4th axis rotary attachment.
They’ve got a nifty little unit at a decent price point. The enclosed design will also appeal to people looking for something more aesthetically pleasing. However, unless you get the Kickstarter price, you can get a slightly “better” unit for the same price elsewhere.
hackaday is doing payed comment as avertising now?
Emergency stop at the side, at the back… WTF?
lol
I thought the same, I usually have 2 and a pull cord. Nothing like having your hand crushed and the emergency stop being just out of reach!
Oh, wow. It looks like they didn’t want to use that extra 20″ of wire (make that two 20″ wires) to put the e-stop at an accessable location.
It’s pretty dubious for the promoters to show this thing in a kitchen and living room. Even if it is enclosed, I don’t think many people with a decent home is going to run a CNC machine in those rooms. Also, I think calling this machine a “desktop” machine is also dubious. at least it has an 18″ enclosure depth, that might actually fit on typical desks if one were so inclined, without bits of it hanging off an edge.
Sir, perhaps the real issue is that you have been tamed and domesticated, and do not have the necessary maker cred to own a serious CNC machine.
I frequently enjoy a sandwich while cutting parts. Though I must admit that I hate chewing food with ear plugs in. Totally ruins it.
Why, just the other day I was making a sandwich and it became obvious that straight sandwich cuts were sub-optimal, as they did not fit my mouth. I attached a hole saw to my drill press and cut my sandwich into circles. It was nearly perfection! I believe the real solution is an elliptical form, and it is something I am investigating with my CNC router. I may even seek a patent. Only through the union of kitchen and shop are such breakthroughs possible.
I too have enjoyed the union of shop and kitchen. At an old employer we would routinely use our Harris 50 paper cutters to dived sandwiches, frozen pizzas, etc. It just plain made sense, and was pretty accurate too.
What do you mean? it’s the perfect tool for milling frozen meat in the kitchen. Haven you ever had the problem of a steak that will not fit the pan exactly, now you can overcome that easily by milling it first.
Everything is relative. The desk I’m using now I purchased a an estate auction, I imagine when it was purchased new it was the typical desk for home use, because was before the McMasion era. The desk has a 26″ depth. The marketing term benchtop has become desktop, and desktop has become relative and over used.
There is a lot to like about this build, and I wish them much success. As a CNC machinist, I have some concerns.
Nowhere in the kickstarter could I findthe specification for travel on the xyz. That is an essential spec and a huge omission. Maybe I just missed it.
The spindle not supported close to the snout, only way up at the top. It is not the end of the world but it is a concern and not a good practice.
The 12K rpm max spindle speed is very inadequate. Small diameter bits require high RPMs. 20K is essential. This is a small machine and will only run small bits. So I would suggest higher speeds are far more important than lower speeds.
For larger machines, lower speeds would be nice. I’d love to sometimes run 1/2″ or larger bits in my CNC router, but I can’t get my rpm down into a range where they become viable. That is especially true of HSS bits, which must be run significantly slower than cabide.
Further, I think the whole ability to electronically control the RPM is completely overhyped. Turning a dial to manually set the speed is Just Fine. It isn’t like you have a tool changer and are flying through tool changes. Ultimately you will not set speed based on some RPM lookup, you will set the speed subjectively based on the performance and rigidity of your machine, the bit, the material, the rigidity of the setup, the DOC, the feedrate, the required finish, the auditory and vibration feedback, etc. Whether that ends up being “7” on the speed dial, or 16,000 rpm in software, just does not matter. Not at all.
What bearings are used in the spindle, specifically? How can they be replaced?
What collet system does the spindle use? The ability to use cheap ER collets is great, especially if the machine is large enough to use larger bits. But this machine isn’t really large enough to use larger bits. So most of the advantages are lost. Most of the bits for a machine this size will be 1/8″ shank, so the collets are a bit of a wash.
Their claim of .0001″ Z resolution is marketing hype.
The post kickstarter $2500 price target is not realistic.
Belt drives are not necessarily a deal breaker. A lot of big machines make a lot of money doing pro work using belts. However, there are concerns about belt whip and bounce at higher feed rates, and the impact when that occurs.
Thanks for that, super informative and constructive comment. (and your sandwich comment above gave me a good chuckle too!)
You other guys with the chinese machines, please give us model numbers, details and such. I can find bunches of machines on ebay, but between terrible english in the descriptions and lack of details, I can’t make heads or tails of what might be a good prospective machine. A lot of them look like they have terribly small work areas / travel for the price. Holes and vents in project enclosures and engraved front panels would be my main needs, but having plenty of Z travel for 3d or fiting bulkier enclosures in there would be nice too.
yoocnc 3040 and 6040, i pulled the parallel port controller out of mine, added a grbl/usb combo, added limit switches, then got a new faster spindle. i got the cheap previous 3040 for about $500.
this page has the machines, then scour fleabay
http://www.carving-cnc.com/cnc6040-series/cnc-6040z-s80-new-router-engraver-drilling-and-milling-machine.html
Thanks. Glad it helped. I really want to see these machines make leaps forward. Not just tweaks of what has gone before – Leaps!
I really think we need to devise some standard tests to measure and observe accuracy.
We also need some standard tests to measure cutting ability in more difficult materials, like aluminum (it is difficult for these machines, not cnc mills). Here’s a toolpath, how fast can you run it, at what depth of cut, and with what quality of result? Cut me a 3″ dia circle in 6061, and measure the roundness with mics. What result do you get? What result does your company guarantee? How would I adjust your machine if the result was not sufficiently round? How flat is the table? How do I adjust it?
I find a lot of these machines are limited in their depth of cut with aluminum. Stiffening the machines does not seem to be improving that. There seems to be something else at work. It needs more rigorous study.
One thing about Z travel.. Having the ability to adjust the height of the router/spindle in the mount can dramatically increase the versatility of a machine. I do it often.
I use a low mount setup for flat stuff that is near the table. Another setup is way up in the mount for very tall structures. It is worth nothing that I’ve never really needed all the Z travel that my cnc router provides (which is about 7″, IIRC). When moving the router in the mount, you hope the design mostly stays aligned without a lot of extra hassles.
yep that would be great, i’m looking cut out some 6061 for the buildlog laser cutter 2.0 project, but most of the time we’ve focused on milling pcb’s with cnc’s so smaller much faster rpm motors.
it is more of that eveyone is doing the NIH so instead of one or two great machines,there is a plethora of ok ones.
i enjoy scratch building as much as the next guy but sometimes i just want to be able to make a part without having to make a machine to make the part.
One more. What’s the target spec for spindle runout, and the actual measured spec? I assume the shaft is one of the imports commonly available on ebay, which is fine.
It is something that really does not get discussed much but it is critical. As the bits get smaller in diameter, spindle runout becomes a really critical factor.
Common routers vary quite a bit in runout. You can buy two new routers of the same model and they can be very different (don’t get stuck with a lemon – measure it before using it!). When you get inside the routers and replace the bearings, you’ll find they they are often located with plastic (at least the top one). Still, commodity routers can work really well.
Good bearings can be really expensive. And a lot of ebay spindles that claim to have great bearings don’t (shocking, I know).
Nice comments, but I wonder why the projected $2500 price is unrealistic? A CNC ready Taig or Sherline mill, Gecko drive, power supply, steppers, etc. should cost less than that, even if you added MechCam software. FWIW, both of these USA made machines have been available for years, featuring “real” spindles (Taig now uses ER collets), powerful motors, and big enough Z-Axis to drill into a part held in a vise.
Is an SSR and PWM speed control so hard for your guys?
O don’t really don’t know much about it. Belts have been used for the valve timing on ICE, and for the final drive on motorcycles for decades. I’d think the accuracy and durability of belts has been proven. Does it really matter if the cutter is being drug or pushed through the material as another commenter, anyway how can you tell if a screw drive is dragging or pyshing the cutter? I can see where a screw drive could perhaps have an advantage when reversing direction Looks that the pulley arrangement has the motor driving the spindle faster than thee motor, an chance the designers select the motor and drive ratio for best performance? Have those who have hack the mills from Chinamart sent Hackaday a tip, and Hackday didn’t use it? Then again such hacks have been featured and I missed them. Anyway the majority of buyers would want at lest a decent performing machine out of the box, not that I’m saying the Chinamart machines can’t be a easier in expense starting point for the do it yourself types as compared to sourcing and purchasing components from multiple sources.
Stream of consciousness or broken Enter key?
I don;t see where combustion engines and motorcycle final drives have anything to do with belts other than using them for a totally unrelated end use. Engines care some what about accuracy, but not anywhere near what CNC machining does! That should be pretty obvious. You can have some slop in valve closure and an engine will still run just fine, wayyyyy more than you can have in machining. And final drives dont have much to do with this at all. Granted these are hobby mills, but still. I think belts would be more prone to stretching and bunching, along with temperature related expansion and contraction that are going to have an effect on a lot of aspects of milling, and the harder the material is to cut, the worse belts would be. I see screws as being a must have.
Try stretching a belt one day…
T5 / XL etc are often reinforced with Kevlar, they work surprisingly well on CNC machines. Lasers are always belt driven, you need high speed (and accuracy, obviously) and screw just don’t cut it.
I’ve got a machine over 10 times the size of that, it’s belt driven too.
You only see screws as being a must have because you do not understand the mechanics of the matter. How much force do you really think the small tools this machine is capable of running can handle? How hard of materials do you really think you are going to be working too?
I believe the pink blocks in the video are machinable wax. I mean be for real for a moment. For some goof that wants to mill PCBs or something this machine would work fine.
I stopped buying cars with elastic bands driving the camshaft after I owned one. It seems to have taken most car manufacturers about 40 years to do the same but most are now going back to chains.
Gear to gear or go home.
This:
https://www.youtube.com/watch?v=eZ3BzL82qNg
Is how I did my spindle, the guy that did this one came to see mine and did his the same way except that I picked the feedback into Linuxcnc up from inside the ESC, the ESC uses that for itself anyway and it was pretty straightforward to pick it up, through an opamp and into the parallel port. It runs at 10,000 to around 38000 and Linuxcnc displays the revs in axis. It’s pretty crap below 10k, it has no power and anything over a 3mm cutter makes it get too hot but it works well for PCBs, brass and aluminium.
Er, have you got a video or a tutorial then? Saying you did what this guy did isn’t helpful when all he shows is a knob being turned and the speed going up and down. I’ve got DC motors that do the same…
This thing isn’t cheap on price.
According to the video, the component parts (including control PCB) are fabricated in the US. I’m surprised they got manufacturing costs low enough to offer that price. Consider that domestic 3D printer companies have been charging $2,000+ for essentially the same thing, made out of sheet metal or plywood, with a fraction of the capability.
Is their any version of your CNC machines which offers
Higher in Z axis ? Like. 5″ or even 6″
Thanks
I’ve been looking and comparing for a couple of weeks. the 8x8x3 volume is a little less than I’d like for starters. This other company http://www.omiocnc.com/ offers a VFD water-cooled spindle which I find interesting. Also their larger machine is priced right about the same as the Nomad yet they send along the 4th axis included. Most of what I would be cutting is .06 G10 (1.5mm) or carbon fiber plate. Of course I’ll find other things (materials, thicknesses etc) along the journey that need done. Part of my problem is I’ve had access to a much larger CNC brand, Thermwood. You can get up on the table if you need to, but then they run around $250k to start. Time to have something in my home to handle my little custom parts.
Anyone looked at the OMIO machines?
i like to ask where did you buy all that stuff and i want to know what programming that you use for this CNC machine.. i have buy the spindle motor with power supply but it wont work well with those item.. so can you tell me detail about all your stuff and programming??