There are times in a man’s life when he needs to drill a square hole through an 8mm thick piece of steel. If that man doesn’t have one or two thousand dollars to spend on commercial tooling to do this, he might just shrug his shoulders and make do with round holes. But if that man is [Chris], he rolls up his sleeves and makes his own tool to drill square holes with a rotary broach.
This tool that [Chris] has named the Wobble Drive drills a square hole by applying force to each of the corners of a square bit one a time. How, you might ask, did he achieve this? With a two-part tool and the power of offset driving. He took a cylindrical chunk of steel and bored a little cup for a ball bearing to move around in. He didn’t have one rolling around his tool box, so he liberated one from a 2209 double row self-aligning cylindrical bore with a screwdriver. Then he hammered a square rod of steel into a hole in the other end and made the rod’s bottom a little bit concave on the grinding wheel. He also took a little off the sides to aid the weeble wobble action. A second steel cylinder with a ball bearing cup sits in the chuck of his Bridgeport mill and wobbles the tool bit through the power of a 1/4″ offset.
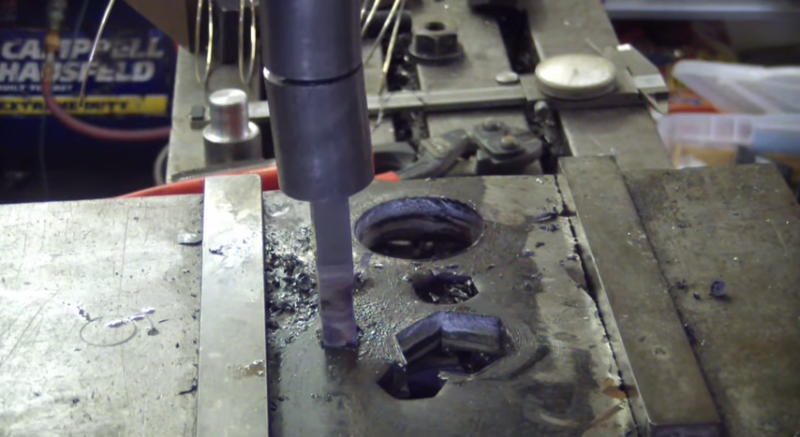
[Chris] tested it on the same sacrificial plate he used to demonstrate the awesome power of Lil’ Screwy, his 100-ton homebrew press. He drilled a 3/8″ round pilot hole and then went to work with the Wobble Drive. The tool bit side proved to be too long to provide the requisite stroke, so he cut it down by about half. Once the tool has chewed through the steel, the tool bit decouples at the ball bearing and [Chris] has himself a square hole and that much more hacking cred.
[Delightfully coarse language ahead!]














Nicely done.
For those interested in this kind of tooling, rotary broaches can also be used as a stationary tool in a lathe. Often useful for boring holes in things like allen bolts or pentalobe bolts etc…
They key thing is to drill an undersized round hole first to let the chips escape.
Clarification: when I said “stationary tool” above I mean that it is not actively turned by the lathe itself, the workpiece causes it to turn through interference friction.
I thought he broke Lil’ Screwy?
Lil’ Screwy had a Rocky 18 type rematch:
https://www.youtube.com/watch?v=QHX1AOBKkW4
(lol)Anyone who cavalierly pops a hardened bearing ball out of the retainer
across a steel bench is a true optimist!
….either that or the top of his bench is more “fully utilized”
and more of a part trap then it appears from the video.
Until you’ve played workbench pinball with a small important part,
you haven’t truly lived !!
loved the offhand comment about feebaying the bearing remnant also (too true).
FWIW Two methods of drilling square holes are described by Alexander Weygers in The Recycling, Use and Repair of Tools reprinted in The Complete Modern Blacksmith volume which combines 3 of his books.
The technique described here is quite different.
Two “fuck”s is “Delightfully coarse? Shit, y’all motherfuckers are gonna love me. :D
We already do.
Great write up Kristina!
Thank you!
Somewhat *similar* to the drill press mortising attachment in my high school wood shop in the early ’70s. Most us will have to do with this method, if we don’t file away for the rest of our lives, even uses grinders many may not have.
http://youtu.be/7n1r5XfVkyk
Only problem is that the vibration induced from the drill as it side cuts , will shag the motor bearings on the power tool
No worse than a boring head.
I guess this would work with a ball bearing centre fitted in a boring head, either in a mill or lathe tailstock, to provide the offset. Would then be very easy to tweak the offset to give the right amount of wobble for the tool.
I’ll have to try it…..
For a lathe you dont need it to wobble. Look at the Slater rotary broach designs, they use a 1 degree angle on the tool. There are several people that have made their own, it is not rocket science.
True – I ‘ve seen the slaters and similar eg polygon solutions.They generally grind the tool to about 2 deg relief behind the cutting edge for clearance.
I was thinking of using the boring head in tailstock the same way as for taper turning – real easy to set the 1 degree tool angle . just put a piece of ‘scap’ with a cenre drilled divot for the ball in the boring head toolholder – dial in offset and away you go. I use a 9mm ball in 8mm centre hole for tapers.
It wouldn’t actually’ wobble’ in the tailstock because its fixed and the workpiece is rotating. the wobble is relative to the workpiece rather than the toolholder, but can still use same set-up in a vertical mill – if the head shank fits both of course.. Length of your home made broach wouldnt be critical either – just adjust the offset to suit.
Do have to remember to catch the ball when backing off the tailstock – unless you have an endless supply of replacements or feel like rummaging through swarf to find it ;)
Much cheaper than the slater…..and no need to spend much time / effort on a custom setup.
I love it, extremely simple yet effective. I will make one to test it. Probably i can use this metod in a lathe just offsetting the tailstock center and using it to push the broach. But i will end building this one anyway: http://www.youtube.com/watch?v=wpx76-_lPkM
Well, it works, kinda.
http://foro.metalaficion.com/index.php?topic=16816.0